基于模糊PID短電弧銑削加工進給運動控制*
2016-11-02 02:44:55柳雅琪周建平
制造技術與機床 2016年10期
關鍵詞:系統
柳雅琪 周建平 許 燕
(新疆大學機械工程學院,新疆 烏魯木齊 830047)
?
基于模糊PID短電弧銑削加工進給運動控制*
柳雅琪周建平許燕
(新疆大學機械工程學院,新疆 烏魯木齊 830047)
短電弧加工技術在對超硬、超強、高韌性等難加工材料的高速加工方面具有很大的優勢,但是短電弧加工機理仍處于研究階段,傳統的控制方法難以解決放電間隙大小影響加工效率等復雜問題。因此通過建立自適應模糊控制器,使比例因子自校正,通過采集到的電流值與設定值進行比較,將輸出傳遞給伺服系統,實現進給運動的控制,避免出現機械加工甚至電極折斷現象,最終達到高加工效率、低電極損耗的目的。建立數學模型,對模糊控制系統進行simulink仿真對比,將該伺服控制系統應用到實際加工中,通過實驗對比驗證了該方法的可行性和優越性,大大提高了短電弧加工效率。
短電弧;模糊控制;伺服系統;進給運動
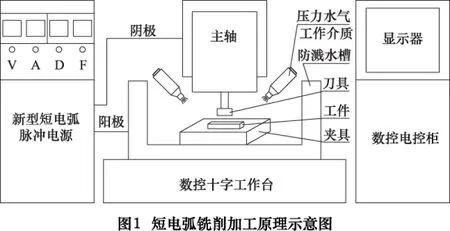
隨著工業和科技的不斷發展,許多領域特別是航空、軍工及特種行業對所使用的材料提出各種不同的性能指標,短電弧加工技術(SEAM)就是在這種環境下應運而生。短電弧加工技術是我國具有完全知識產權的原創性技術,該技術很好地解決了超強、高韌性、高耐磨性等難加工材料的去除加工難題。短電弧加工是在一定比例氣液混合物工作介質的作用下,利用兩個電極之間產生的短電弧放電來蝕除金屬或非金屬導電材料的一種電切削方法。目前采用工件作陽極,工具電極做陰極[1],其加工原理示意圖如圖1所示。該技術以其科學、經濟、高效、低能耗等特點而成為一種極具市場潛力的硬面材料加工技術,但是短電弧加工技術的機理仍處于研究階段。該技術的高效加工與進給系統有著直接關系,而且短電弧加工是在復雜環境下進行的,占空比、主軸轉速等因素均會引起進給運動的變化,傳統的控制方式難以滿足現代智能加工標準的需要。基于此本文提出將模糊PID應用到伺服控制系統實現進給運動的調節,提高短電弧加工效率,減小電極損耗。由于加工時電極的蝕除速度比較低,所以進給系統必須在低速下能均勻、穩定地進給,同時該過程也可能出現短路導致電流過載,這時電極要迅速做出回退,確保不燒傷工件,保證加工精度。
1 伺服控制系統設計
短電弧加工是一種非接觸性加工,放電間隙極小的變化就會引起電流變化,因此要求電動機具有精確的伺服進給控制。 隨著全數字式交流伺服系統的出現,交流伺服電動機也越來越多地應用于數字控制系統中。為了適應數字控制的發展趨勢,運動控制系統中大多采用全數字式交流伺服電動機作為執行電動機,在控制方式上用脈沖串和方向信號實現。
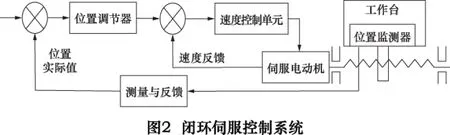
一般伺服都有3種控制方式:開環伺服系統、閉環伺服系統和半閉環伺服系統。閉環伺服系統(如圖2)采用伺服電動機驅動,可配置各式各樣的速度、位置檢測元件,并使用不同的反饋方式。在閉環系統中,檢測元件將機床移動部件的實際位置檢測出來并轉換成電信號反饋給比較環節。通常把安裝在絲杠上的檢測元件組成的伺服系統稱為半閉環系統;把安裝在工作臺上的檢測元件組成的伺服系統稱為閉環系統。由于絲杠和工作臺之間傳動誤差的存在,半閉環伺服系統的精度要比閉環伺服系統的精度低。
在短電弧加工中伺服系統的作用非常重要,因為在加工時,工具電極與工件之間需有一定的間隙,間隙過小(或為零)會引起工件灼傷甚至電極折斷現象,而間隙過大會使放電間隙不易擊穿,使放電加工停止,這無疑會降低加工效率。因此本文提出利用自動伺服系統實現進給運動的調節,根據短電弧加工要求與閉環控制精度不受機床傳動精度影響的原因,主軸進給運動控制系統采用閉環伺服系統。
機床的伺服系統采用常見的電流環、速度環和位置環三閉環反饋的結構。電流環主要起提高系統穩定性,及時抑制電流內環的干擾與限制最大電流等作用;速度環的作用是增強系統抗負載擾動的能力,抑制速度的波動;位置環的作用是保證系統靜態精度和動態跟蹤的性能,是反饋的主通道。一般將電流環設計成P型調節器,速度環設計成PI型調節器的結構[2]。

整個系統結構框圖如圖3所示。運動控制卡接收到模糊控制器的輸出信號與位置反饋信號后,經放大器放大驅動電動機,使伺服電動機按照預設的頻率和角位移運行,而編碼器返回的脈沖信號進入放大器構成速度環。
2 自適應控制系統
2.1控制系統模型的建立
短電弧銑削加工機床的伺服控制系統主要由上位機、傳感器、電動機、運動控制卡等構成,伺服控制系統的傳遞函數主要由電動機傳遞函數構成。故控制系統傳遞函數為:
(1)
式中:Tm為交流電動機的時間常數;Ti為電樞回路中電磁時間常數;Kml為比例系數。
2.2模糊PID控制器的設計與算法
短電弧加工中,當進給速度大于加工速度時,會出現機械加工,電極的受力情況如圖4所示。電極撓曲方程為
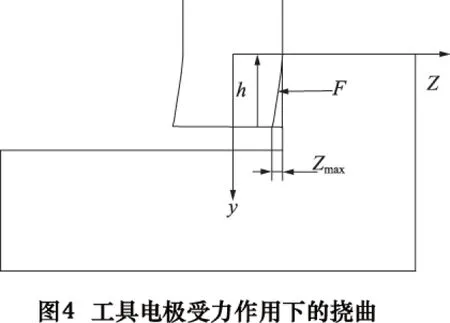
(2)
式中:F為扛刀力,N;E為彈性模量,N/m2;I為慣性矩,m4;S為橫截面積,m2;c為阻尼系數,Ns/m2。
由于進給運動不能自適應調整,蝕除材料不能及時排除等原因,當加工間隙過小出現機械加工時,根據撓曲方程可知,電極的運動特性隨著扛刀力的變化而變化,因此對于這種特性復雜、具有強非線性或者時變性的被控對象,常規PID控制方法滿足不了控制精度的要求,且抗干擾能力較差,難以實現有效控制,而模糊控制可以解決此類問題。模糊自適應PID控制器主要由參數可調整的PID控制器和模糊推理器兩部分構成[3],模糊PID控制的最大優點就是不需要精確的數學模型,也可得到良好的魯棒性能。它的特點是在常規PID調節的基礎上,應用模糊理論只需對控制器參數,即比例系數Kp、積分系數Ki和微分系數Kd進行調整,就可以得到滿意的結果[4]。
模糊自適應PID控制系統結構如圖5所示。
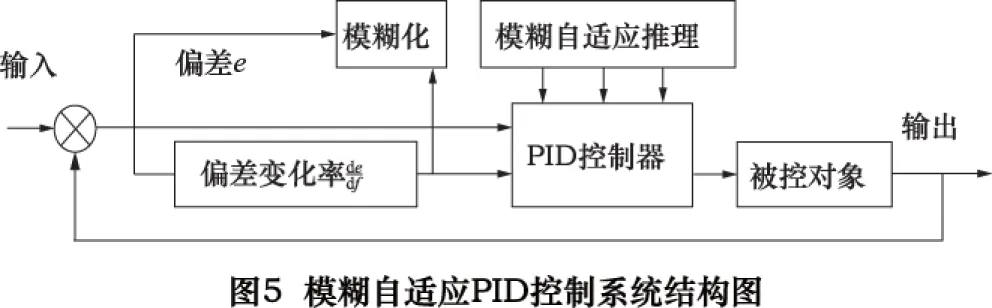
模糊控制的大致過程是[5]:首先將測得的系統輸入參數(精確量)按一定規則進行模糊化處理,得到模糊量并輸入到模糊推理系統,經過模糊推理和決策,得到系統的模糊輸出量,最后將模糊輸出量進行去模糊化處理,得到系統的精確輸出量,作用到控制對象。
控制器控制方程為:
e(t)=r(t)-y(t)
(3)
控制器時域輸出u(t)方程為:
(4)
式中:e(t)為偏差;de(t)/dt=ec,為偏差變化率。
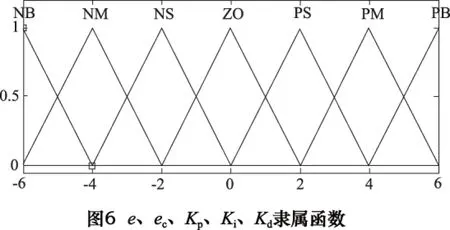
本控制系統將傳感器得到的電流信號經A/D轉換器轉換成數字化電信號,然后將該信號與設定值進行比較,利用模糊算法,通過運動控制卡調整伺服電動機的角位移,來使電流調整到一定范圍內。模糊推理系統輸入量為電流信號的偏差e和偏差變化率ec,其模糊變量分別為E、EC,輸出u為PID控制器的三個修正參數ΔKp、ΔKi、ΔKd,其模糊變量為U。本文選用“正大”(PB)、“正中”(PM)、“正小”(PS)、“零”(ZO)、“負小”(NS)、“負中”(NM)、“負大”(NB)七個語言變量,根據操作人員的經驗和文獻,選取49條規則,并制作模糊規則控制表,模糊集合論域為[-6,6],為簡化系統,確定它們的隸屬函數為三角形隸屬函數,因為三角形隸屬函數形狀僅與它的直線斜率有關,運算較簡單,所占內存空間也小[5]。三角形為語言變量的隸屬函數如圖6所示。
偏差E與控制器參數的關系[6-7]:
(1)當E較大時,為使系統具有較好的跟蹤性能,應取較大的Kp與較小的Kd,同時為避免系統響應出現較大的超調,應對積分作用加以限制,通常取Ki=0。
(2)當E處于中等大小時,為使系統響應具有較小的超調,Kp應取得小些。在這種情況下,Kd的取值對系統響應的影響較大,Ki的取值要適當。
(3)當E較小時,為使系統具有較好的穩定性能,Kp與Ki均應取得大些,同時為避免系統在設定值附近出現振蕩,Kd值的選擇,若EC值較大時,Kd取較小值。通常Kd為中等大小。
根據專家經驗得出各個參數模糊規則表,如表1所示。
表1ΔKp、ΔKi、ΔKd模糊規則控制表
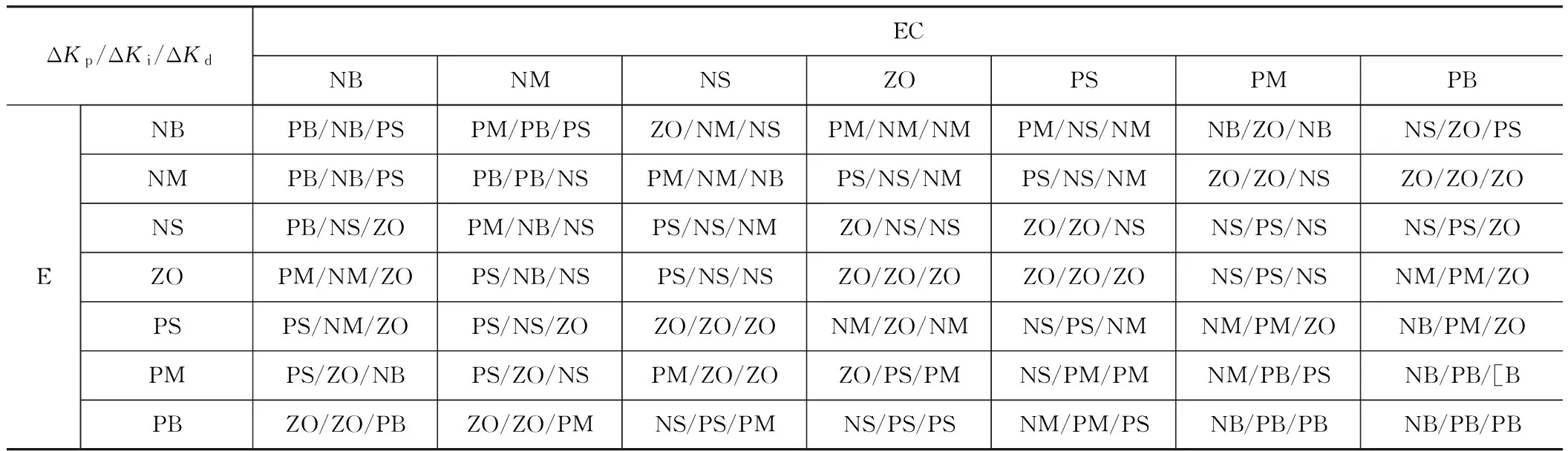
ΔKp/ΔKi/ΔKdECNBNMNSZOPSPMPBENBPB/NB/PSPM/PB/PSZO/NM/NSPM/NM/NMPM/NS/NMNB/ZO/NBNS/ZO/PSNMPB/NB/PSPB/PB/NSPM/NM/NBPS/NS/NMPS/NS/NMZO/ZO/NSZO/ZO/ZONSPB/NS/ZOPM/NB/NSPS/NS/NMZO/NS/NSZO/ZO/NSNS/PS/NSNS/PS/ZOZOPM/NM/ZOPS/NB/NSPS/NS/NSZO/ZO/ZOZO/ZO/ZONS/PS/NSNM/PM/ZOPSPS/NM/ZOPS/NS/ZOZO/ZO/ZONM/ZO/NMNS/PS/NMNM/PM/ZONB/PM/ZOPMPS/ZO/NBPS/ZO/NSPM/ZO/ZOZO/PS/PMNS/PM/PMNM/PB/PSNB/PB/[BPBZO/ZO/PBZO/ZO/PMNS/PS/PMNS/PS/PSNM/PM/PSNB/PB/PBNB/PB/PB
將表1的模糊規則用If-then語句表示,如:
If (E is NB and EC is NB) then ΔKp=PB;
……
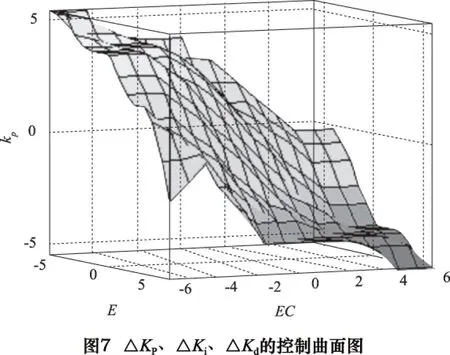
編輯好控制規則后,打開規則觀察器,觀察3個輸出語言變量的控制曲面,比例—積分-微分系數調校參數ΔKp、ΔKi、ΔKd的控制曲面如圖7所示,觀察可以發現整個曲面比較平滑,沒有出現90°這叫凹凸,說明系統能實現穩定控制的要求。
修正后PID控制參數為Kp′、Ki′、ΔKd。
Kp′=Kp+ΔKp
(5)
Ki=Ki+ΔKi
(6)
Kd=Kd+ΔKd
(7)
其中,Kp、Ki、Kd為原來的PID控制參數,ΔKp、ΔKi、ΔKd為PID控制參數的修正值。
3 實驗驗證
將電動機相關參數帶入式(1),簡化得進給控制系統傳遞函數為:
(8)
利用MATLAB 2010a Simulink仿真出常規PID控制曲線及模糊PID曲線,如圖8所示。

從圖8可以看出,基于模糊控制的伺服系統,進給量的控制曲線較為平滑,超調量小,系統穩定性好。同時系統響應的上升時間和調節時間都比傳統PID控制短,進給控制系統能很快地達到穩定狀態,并且其穩態誤差也比傳統PID好,結果表明模糊PID控制具有良好的控制性能和魯棒性。
將伺服控制系統應用實際加工中,與原系統進行比較,得到相關性能參數如表2。
表2本系統與原系統性能參數對比

文中系統原系統對比刀具壽命/min5015提高2.3倍
由表2可知,在本文提出的伺服控制系統下,刀具壽命大大延長,減少了換刀次數,從而有效地提高加工效率。
4 結語
本文提出將模糊PID應用到短電弧加工的伺服進給控制系統,由于模糊控制無需精確的數學模型,通過制定模糊規則就能完成對進給運動控制系統這種具有非線性特征的被控對象進行準確的進給指導。有效地避免機械加工,延長電極使用壽命,大大提高了加工效率。
[1]周碧勝.短電弧切削設備的應用實例及其使用技術規范[C].第十六次全國焊接學術會議論文摘要集,2011,10:317-320.
[2]蔣文萍,王曉遠.數控機床自適應模糊位置伺服系統[J].組合機床與自動化加工技術,2004(7):48.
[3]梁云峰,谷鳳民,虎恩典,等.基于參數自整定模糊PID控制的抗生素發酵罐溫度控制系統[J].制造業自動化,2011(9):66-69,153.
[4]王述彥,師宇,馮忠緒.基于模糊PID控制器的控制方法研究[J].機械科學與技術,2011(1):171-177.
[5]左婷.模糊PID控制中模糊控制規則的獲取方法[D].長春:東北師范大學,2010.
[6]Guan X Z, Liu T N, Qu H Q.Application of fuzzy control theory to direct-heating furnace control system [C].Proceeding of the 4th World Congress on Intelligent Control and Automation,Shanghai, 2002:396-399.
[7]Lin Lijun,Wang Hongnan, Li Chuchen. Self-adjusting PID control based on modified grey prediction model [J].Journal of Xi’an University of Engineering Science and Technology,2007, 21(6):818-820.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Short-arc milling based on fuzzy PID control to the feed movement
LIU Yaqi, ZHOU Jianping, XU Yan
(Mechanical Engineering Department, Xinjiang University, Urumqi 830047, CHN)
Short arc processing technology has a prominent influence in the high-speed processing of the super hard, super, high toughness and other difficult materials, but the short-arc processing mechanism is still in the research stage. The traditional control methods cannot solve complex problems which affect the processing efficiency of the discharge gap size, etc. Therefore, this article correct the scale factors through the establishment of adaptive fuzzy controller. By comparing the acquired current value with the set value, pass the output to the servo system and implement feed control movement, to avoid machining electrode even breaking phenomenon. And ultimately achieve high efficiency, low electrode loss purposes. Setting up the mathematical model, compare the fuzzy control system simulation with conditional simulink. Applying the servo control system to actual processing,the contrast experiments show the feasibility and advantages of this method, greatly improve the processing efficiency of short arc.
short arc; fuzzy PID control; servo system; feed movement
TG661
B
10.19287/j.cnki.1005-2402.2016.10.003
柳雅琪,女,1990年生,碩士,研究方向為特種加工技術。
(編輯汪藝)
2016-04-05)
161007
*自治區科技人才培養項目
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
