數(shù)控車床加工刀具安全位置計(jì)算方法
2016-10-31 18:36:20陳華庚
課程教育研究·學(xué)法教法研究 2016年22期
關(guān)鍵詞:數(shù)控車床
陳華庚
【摘 要】 數(shù)控車床在加工機(jī)械零件之前,需要對(duì)加工零件圖紙進(jìn)行精確計(jì)算,再根據(jù)加工毛坯材料余量制定加工工藝和選擇刀具。零件通常由加工方式分為外輪廓加工和內(nèi)輪廓加工,而輪廓組成部分由直線、圓弧和不規(guī)則線段,在加工過(guò)程中需要外圓車刀、螺紋車刀、內(nèi)孔車刀、圓弧車刀以及專用成型車刀對(duì)工件相應(yīng)位置進(jìn)行切削,按一定順序進(jìn)行粗、精加工,換刀位置由刀架上安裝刀具的長(zhǎng)度和形狀受限,刀架移動(dòng)距離所花費(fèi)的時(shí)間長(zhǎng)短直接影響加工時(shí)間,計(jì)算加工刀具最佳安全位置,是提高生產(chǎn)效率的關(guān)鍵。
【關(guān)鍵詞】 數(shù)控車床:刀具;計(jì)算方法
【中圖分類號(hào)】G64.20 【文獻(xiàn)標(biāo)識(shí)碼】A 【文章編號(hào)】2095-3089(2016)22-00-02
引言:
數(shù)控車削[1]是在普通車削加工的基礎(chǔ)上運(yùn)用數(shù)字處理、控制技術(shù)來(lái)完成加工,其切削影響要素——asp背吃刀量、進(jìn)給速度F、主軸轉(zhuǎn)度S,通過(guò)數(shù)控裝置、變頻器、機(jī)械極限開(kāi)關(guān)、編碼器、伺服電機(jī)等機(jī)電元件組成的一個(gè)全自動(dòng)控制系統(tǒng),整個(gè)加工操作無(wú)需操作人員全程跟蹤檢測(cè),其加工精度可達(dá)0.01mm。零件加工整個(gè)過(guò)程需要程序編寫(xiě)員檢測(cè)數(shù)控車床加工范圍、材料(金屬、非金屬)各元素成份比例、刀具種類選擇[2]、加工方式制定,查閱車削加工手冊(cè),根據(jù)圖紙?jiān)僦朴喖庸すに嚒9ぜ拿鞑牧现脸善罚枰喟训对诓煌に嚒⒐ろ樅筒课磺邢鞫嘤嗖牧希囅鞯毒咄ǔ0惭b在刀架上,數(shù)控車床刀架安裝在機(jī)床中拖板上,刀具更換是通過(guò)刀架電機(jī)與刀架內(nèi)蝸桿與齒輪傳動(dòng)[3],達(dá)到刀具旋轉(zhuǎn),以此更換刀具,當(dāng)?shù)毒咴谇邢鲿r(shí)整個(gè)刀架隨當(dāng)前加工刀具狀態(tài)移動(dòng)而發(fā)生位置改變。數(shù)控車削加工效率一直是確定加工成本關(guān)鍵因素,提高數(shù)控車削加工效率主要是增加刀具有效加工時(shí)間,減少刀具無(wú)效空運(yùn)行時(shí)間。其無(wú)效工作時(shí)間主要是刀具在更換下一把刀具時(shí),所要往返移動(dòng)的距離所產(chǎn)生的輔助時(shí)間,在保證加工安全的情況,如何縮短移動(dòng)安全距離,則是在刀具加工時(shí)所需計(jì)算,根據(jù)刀具的形狀、尺寸來(lái)確移動(dòng),具體有以下幾方面:
1.數(shù)控車削加工外輪廓刀具、安全位置計(jì)算考慮因素;2.數(shù)控車削加工內(nèi)輪廓刀具、安全位置計(jì)算考慮因素:3.數(shù)控刀具加工安全位置計(jì)算法;
1.數(shù)控車削加工外輪廓刀具、安全位置計(jì)算考慮因素
數(shù)控車削加工外輪廓零件,即是對(duì)材料表面、端面進(jìn)行切除處理,常用的刀具種類:外圓車削加工刀具、端面切削加工刀具,其中外圓車削加工比較常見(jiàn)刀具有:外圓930車刀、切槽切斷刀(主要通過(guò)人工刃磨刀具幾何角度)、螺紋車刀、圓弧車刀等。完整的加工程序不僅要制訂最佳的加工工藝,還要把加工過(guò)程中的安全和刀具使用最佳化一并考慮。
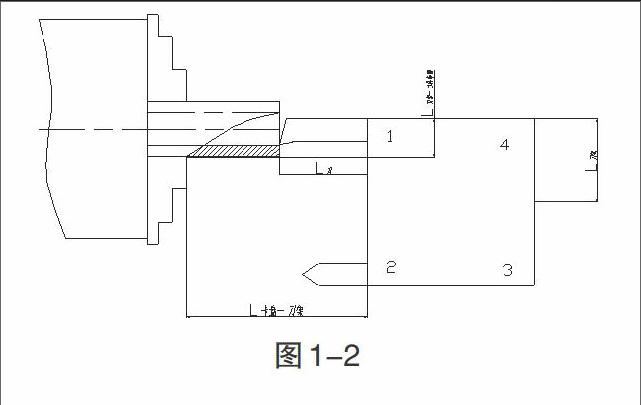
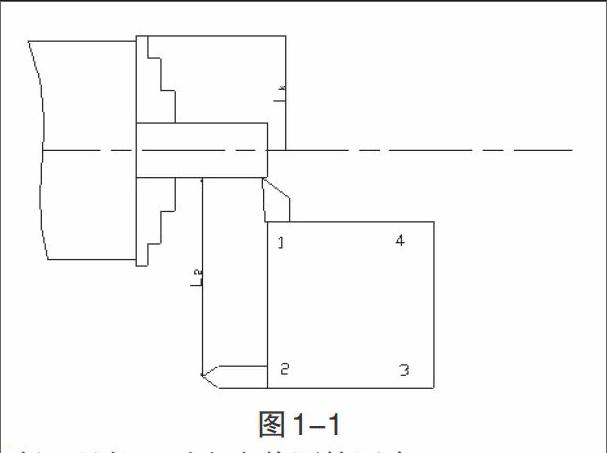
1.1外圓930車刀加工外圓輪廓時(shí)(圖1-1),當(dāng)1號(hào)刀具車削到卡盤(pán)端時(shí)2號(hào)刀具與主輛卡盤(pán)端保持安全距離,L2 圖1-1 1.2切槽切斷刀具加工時(shí)安全值測(cè)算因素 切槽切斷刀具切削工作點(diǎn)在主切削刃上,與工件接觸點(diǎn)形成一條線,在切削的時(shí)候易引起振動(dòng),導(dǎo)致刀頭出現(xiàn)左右搖動(dòng),最終刀具因受力過(guò)大,發(fā)生崩裂或者應(yīng)力集中在刀具最薄弱處折斷,為了減少此類事件發(fā)生建議主切削刃寬度值a≈(0.5~0.6) d-工件直徑(mm),刀具強(qiáng)度保證后,再就是根據(jù)工件大小,確定刀具刀頭長(zhǎng)度L(刀具伸出刀盒部分)L=h+(3~5)mmh-切入深度。在批量生產(chǎn)的第一件時(shí),注意刀具切削時(shí)的聲音,如果是“嗡嗡”聲,說(shuō)明主切削刃在與工件接觸時(shí),刀頭在左右搖擺;切削時(shí)發(fā)出“沙沙”聲,說(shuō)明刀具此時(shí)正常切削,聲音是由排屑與工件、輔助器具發(fā)生摩擦而產(chǎn)生。當(dāng)?shù)毒咝枰袛喙ぜ臅r(shí)候,選擇切入點(diǎn)位置除了要保證工件幾何尺寸,還要保證工件在切削時(shí)剛性,編寫(xiě)切斷程序所要計(jì)算的安全值包括刀架2號(hào)刀具與卡盤(pán)之間絕對(duì)值長(zhǎng)度大于主切削刃左刀尖與2號(hào)刀具刀尖在軸向的絕對(duì)值,避免在加工繼續(xù)切入時(shí),2號(hào)刀具與卡盤(pán)發(fā)生碰撞。 數(shù)控車床車削圓弧輪廓時(shí),在使用圓弧車時(shí),注意觀察刀具型號(hào),使用游標(biāo)卡尺測(cè)量刀柄寬度,圓弧車刀刀尖位于刀柄軸心線上,在加工的過(guò)程中,為了提高效率,通常安排左、右切削刃往復(fù)切削,減小刀具空運(yùn)行。圓弧車刀在加工圓弧輪廓時(shí),應(yīng)與卡盤(pán)間的距離值保持在大于刀柄值二分一加(1~2)mm.或者整個(gè)加工圓弧靠近卡盤(pán)方向點(diǎn)間距大于刀柄三分二值,這樣既保持加工安全距離,也為刀具在更換時(shí)減小與卡盤(pán)、工件間的移動(dòng)量。當(dāng)?shù)都苌系毒咭苿?dòng)安全換位置時(shí),應(yīng)考慮所有在刀架上的刀具伸出值加上刀架中心點(diǎn)到刀架邊緣垂直距離值之和同時(shí)小于刀架中心點(diǎn)到三爪卡盤(pán)上的三爪、工件表面的值。 2.數(shù)控車削加工內(nèi)輪廓刀具、安全位置計(jì)算考慮因素 數(shù)控車削加工內(nèi)輪廓零件,主要是對(duì)零件孔內(nèi)進(jìn)行擴(kuò)孔、切槽、車削螺紋加工[4],其加工特點(diǎn)在于排屑空間狹小,不便于直接觀察加工過(guò)程,只能依靠聲音、排屑出來(lái)的顏色、中拖板電機(jī)負(fù)荷所產(chǎn)生的聲音來(lái)判斷。由于其加工隱密性,如何確定刀具加工軌跡、刀柄形狀大小、長(zhǎng)度,一直是程序編寫(xiě)人員考慮加工安全所考慮的,以下是常見(jiàn)刀具位置計(jì)算時(shí)考慮因素和方法。 當(dāng)零件需要進(jìn)行擴(kuò)孔加工前,在工件內(nèi)部預(yù)先加工一個(gè)盲孔或者通孔,孔徑加工余量asp≧2mm,此余量作用是為了在擴(kuò)孔過(guò)程中保持足夠切削材料,余量過(guò)少時(shí),刀具在與工件車削時(shí)產(chǎn)生摩擦力擠壓待加工表面,因外力給擠壓表面出現(xiàn)不規(guī)則變形,致使切削后還有部分變形材料未被切除。數(shù)控車削加工孔時(shí),一般使用內(nèi)孔車刀,安裝時(shí)刀具刀柄伸出值,應(yīng)考慮刀具剛性和刀頭與孔端面(盲孔)安全距離。當(dāng)加工對(duì)象是通孔是刀具伸出刀架長(zhǎng)度L=L孔+4mm.同時(shí)保證刀具不得與待加工表面、已加工表面產(chǎn)生接觸性摩擦,切削過(guò)程中(循環(huán)指令編寫(xiě)、手工單段編寫(xiě))在徑向退刀量時(shí)應(yīng)控制在2mm內(nèi),且只能沿軸向退刀。退刀至孔端面4~6mm處,減少刀具在加速運(yùn)動(dòng)中進(jìn)行切削。當(dāng)加工孔對(duì)象是盲孔時(shí),考慮安全距離值與通孔相同外,還要保證刀具不能與工件孔端面發(fā)生接觸,刀具選擇應(yīng)優(yōu)先考慮刀尖位于整把刀具最左端。 3.數(shù)控刀具加工安全位置計(jì)算法; 3.1當(dāng)外圓930車刀加工完成本次工順序,需要將刀具刀架移動(dòng)到與卡盤(pán)端面、外圓加工零件和尾座三者之間,再進(jìn)行刀架旋轉(zhuǎn),換刀過(guò)程中,主要受限制有:刀具超出刀架長(zhǎng)度加上刀架中心到各邊垂直長(zhǎng)度,需要同時(shí)小于三爪卡盤(pán)與刀架中心點(diǎn)間的值;工件待加工表面到當(dāng)前刀架中心點(diǎn)的數(shù)據(jù)值;尾座到刀架中心點(diǎn)的數(shù)據(jù)值,當(dāng)同時(shí)滿足三個(gè)數(shù)據(jù)值時(shí),刀架在加工外輪廓需要換刀具是可以的。 3.2切槽切斷刀具在換刀過(guò)程中,計(jì)算刀架、刀具安全位置包括以刀架中心到卡盤(pán)垂直距離、刀架中心點(diǎn)到工件凸點(diǎn)半徑值都大于當(dāng)前刀架中心到刀具伸出最長(zhǎng)刀尖點(diǎn)的值,才能進(jìn)行更換刀具。 3.3內(nèi)孔車刀在換時(shí)(圖1-2),首先保證刀具在工件之外,其安全值應(yīng)滿足條件:L刀+L刀架+5mm≦L刀架+L刀架-卡盤(pán)+5mm、L刀+L刀架+5mm≦L刀架+L刀架-卡盤(pán)和L刀+L刀架+5mm≦L刀架+L刀架-工件表面 孔內(nèi)加工凹槽、圓弧、螺紋時(shí),刀具刀頭與刀柄軸線相交成900,其刀架承受外力為:刀具切削時(shí)力F×刀具伸出刀架長(zhǎng)度L,切削中刀具應(yīng)保持足夠剛性、安全距離減小受刀具形狀的影響,圓弧、螺紋加工時(shí),應(yīng)再增加三分二的刀頭寬度安全值,確保刀具其他部位與工件端不接觸。刀具需要換刀時(shí),方法與內(nèi)孔計(jì)算方法相同。 4.總結(jié) 數(shù)控車床車削在現(xiàn)代制造技術(shù)中工作效率得到市場(chǎng)認(rèn)可,越來(lái)越多的編程軟件已替代人工對(duì)零件加工的相關(guān)計(jì)算,但是軟件中的安全數(shù)據(jù)不一定與現(xiàn)場(chǎng)加工時(shí)使用刀具,工裝夾具以及實(shí)際影響加工質(zhì)量因素相同,所以在使用自動(dòng)編程件前,測(cè)量刀具、工件幾何尺寸是提高效率必然過(guò)程,只有數(shù)據(jù)準(zhǔn)確性才能制訂出一個(gè)最佳的加工工藝,才能保證加工過(guò)程中的安全和加工質(zhì)量。 參考文獻(xiàn): [1]藍(lán)蘭.數(shù)控車床加工刀具的改進(jìn)[J].科技視界,2014,(10):98-99 [2]張能武.車刀刃磨技術(shù)全程圖解[M].北京:化學(xué)工業(yè)出版社,2015. [3]陳則鈞,龔雯.機(jī)電設(shè)備故障診斷與維修技術(shù)[M].北京:高等教育出版社,2014. [4]蘇和堂,陶發(fā)嶺.車工技能訓(xùn)練[M].安徽:安徽科學(xué)技術(shù)出版社,2015.
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動(dòng)化加工技術(shù)(2014年9期)2014-03-01 02:21:42