基于自組裝成品率的球柵陣列焊點工藝參數分析
2016-10-19 01:43:29陳軼龍賈建援付紅志朱朝飛
中國機械工程 2016年19期
關鍵詞:變形
陳軼龍 賈建援 付紅志 朱朝飛
1. 西安電子科技大學,西安,710071 2. 中興通訊股份有限公司,深圳,518000
?
基于自組裝成品率的球柵陣列焊點工藝參數分析
陳軼龍1賈建援1付紅志2朱朝飛1
1. 西安電子科技大學,西安,7100712. 中興通訊股份有限公司,深圳,518000
為了提高球柵陣列焊點封裝器件的自組裝成品率,研究了焊點體積偏差率及焊盤直徑對器件自組裝成品率的影響。考慮封裝器件的溫度翹曲變形、焊點體積的不可避免的制造誤差及焊點位置的隨機性,分析了器件自組裝過程。通過求解不同體積焊點的形態,得到了不同體積焊點的液橋剛度曲線。基于不同體積焊點的液橋剛度曲線,仿真分析了焊點體積偏差率及焊盤直徑對器件自組裝成品率的影響。結果表明,焊點體積偏差率及焊盤直徑的減小會增大焊點液橋剛度曲線的公共范圍,從而提高器件的自組裝成品率。
球柵陣列封裝;成品率;焊盤直徑;體積偏差率
0 引言
封裝尺寸的逐漸減小及封裝密度的不斷增大使得自組裝的過程很難通過肉眼觀察。因此,如何保證自組裝過程的可靠性、提高焊接成品率成為業界研究的重點問題[1]。由于當前大多主要封裝都采用球柵陣列(BGA)焊點形式,故BGA焊點群的自組裝可靠性顯得尤為重要。
BGA焊點的橋連、開路及球窩(head-in-pillow,HIP)現象是PoP 封裝的主要焊接失效形式[2]。球窩缺陷是由釬料的熔化和凝固溫度不同步或界面污染造成的[3]。由于無鉛焊接的溫度高,而芯片封裝體與基板的熱膨脹系數(CTE)相差較大,故容易產生翹曲變形,從而導致在焊接組裝中,橋連、開路焊接缺陷的發生率明顯增加。但是,對于大多數封裝形式,器件的翹曲變形是不可避免的。考慮焊點體積的不可避免的制造誤差及器件的熱翹曲變形,不同體積的焊點需要在器件的任意位置適應不同的器件翹曲變形量才能達到較高的焊接成品率[4]。
本文對電子器件自組裝的整個工藝過程進行分析,考慮封裝器件隨溫度變化的翹曲變形、焊點體積不可避免的制造誤差以及焊點位置的隨機性、自組裝過程中不同位置焊點形態及受力的變化,通過數值仿真,分析不同體積焊點的高度范圍及其對應的受力關系,為大量焊點的自組裝的仿真分析提供參考。最后,分析焊點體積偏差率及焊盤直徑對器件自組裝成品率的影響,提出焊點液橋剛度曲線的共同范圍hh的概念,為焊點自組裝成品率提供直接分析指標,得到提高器件成品率的方法。
1 封裝器件的自組裝過程分析
1.1考慮器件翹曲變形的器件自組裝過程
因器件各層材料熱膨脹系數存在差異,故器件會發生溫度翹曲變形,以至于有些焊料液橋會承受拉力,而有些焊料液橋則承受壓力。由于器件材料與印制電路板(PCB)熱膨脹系數不同,PCB在再流焊過程中經受高的再流峰值溫度時,器件基體因釬料表面張力的作用翹曲變得更嚴重。在室溫下開始加熱后,器件先是凹形翹曲[5];隨著焊接溫度的逐漸升高,器件封裝體變軟,伴隨著釬料和BGA釬料球的熔融,釬料表面張力增大,拉動器件封裝體周邊向下坍塌;隨著器件的冷卻,器件會由凹形翹曲變為凸形翹曲。
再流焊接工藝過程中,器件在回流爐中按照設定好的回流溫度曲線進行加熱,當溫度達到焊料的熔融溫度時,BGA焊球及焊膏將會熔化成為熔融狀態,在器件之間形成液橋群。在焊料液橋表面張力的作用下完成器件的自對準及自組裝過程,當器件的所有焊點液橋承受的力的總和與器件自身的重力達到力平衡狀態時,器件就達到了自組裝平衡態,表達式為
(1)
式中,G為器件的重力;W(i)為各焊點液橋所承受的力;N為焊點數。
達到自組裝平衡態的器件經過降溫冷卻最終完成器件的自組裝過程[6]。
當器件進入設定好的回流爐時,會經歷升溫區、預熱區、回流區和冷卻區4個階段。在升溫區和預熱區時,焊料并沒有完全融化,此時的焊點仍處于固態,并沒有起到將芯片與PCB剛性相連的作用。當器件進入回流區時,焊料才能夠完全進入熔融狀態,完成芯片的自組裝過程。進入冷卻區后,焊點開始固化,將器件與PCB剛性連接。
在這個過程中,考慮到焊球的不可避免的制造誤差及器件的翹曲變形,可能導致小焊點開路和相鄰大焊點橋連的焊接缺陷。實驗證明,釬料球發生開路及橋連缺陷的概率與焊接峰值溫度有關。高于熔點的溫度越高,產生橋連和開路缺陷的可能性越大。由器件的翹曲變形導致的焊點開路、橋連缺陷如圖1所示。

圖1 焊點的開路與橋連缺陷
1.2焊點體積偏差及焊點位置的隨機性
PCB及芯片器件基板底部的BGA是由焊料金屬液滴形態冷卻固化形成的,需要采用錫膏印刷技術。在印刷模版上設計制作漏印網孔,用錫膏印刷機將焊膏刮壓(或輥壓)入漏印板網孔中,完成剝離印刷模版的脫模工序后,錫膏漏印粘結在基板焊盤上。在回流爐中加熱后,焊劑液化、沸騰、揮發后,存留聚合在一起的金屬焊料構成一定的金屬液體焊球形態,金屬不易揮發直至在固體平面上冷卻為固化焊球。
引起 “不完全印刷缺陷”的因素很多,可用脫模后的實際印刷體積與理想漏印板孔容積的比值作為計量參數,稱為填充率(或稱為脫模比)。錫膏印刷機的工藝參數對錫膏刮入漏印板孔的填充率(脫模比)有影響,往往要通過試驗反復調整修改才能最終確定工藝參數。錫膏印刷機技術的典型工藝參數有脫模時間、漏印模板厚度、刮刀速度、刮刀壓力、脫模分離速度、脫模距離、刮刀傾斜角、印刷精度[7],它們對填充率產生影響,通過控制調整錫膏印刷機印刷工藝參數可以改善印刷效果。因錫膏有黏度,故脫模時可以將涂覆在網版孔壁的錫膏粘連帶走。通常網版開孔越小,印刷速度應該越慢,才能保證足夠的填充率,但過慢的速度會影響生產線節拍導致效率下降。
由于印刷機刮刀與漏印模版剝離脫模粘黏焊料存在隨機性,故焊球的體積會有不可避免的制造誤差。最大的體積偏差可能達到50%~60%。考慮到焊點在器件中位置分布的隨機性,當體積小的焊點遇到翹曲量較大的位置,則容易發生開路缺陷;當體積較大的焊點分布在翹曲量較低的位置,則容易產生橋連導致短路。要提高器件自組裝的成品率,就需要保證不同體積的焊點分布在不同的位置都能成功焊接。
在器件的自組裝分析過程中,假定焊點體積在正常誤差內以正態分布的規律分布,而每個不同體積的焊點對應在器件上的位置分布則是隨機的,這樣就可以模擬實際生產過程中的具體情況。按照焊點位置,對每個焊點進行編號,這樣每個獨立體積的焊點及位置就有了對應關系。
自組裝過程,實際上是在回流爐中使焊點隨著溫度的變化,由固態變化為熔融狀態將上下器件連接起來,再冷卻為固態的一個過程。考慮器件的對稱性,按照1/4器件進行仿真分析,在自組裝的坐標系下,焊點液橋的間距如圖2所示。
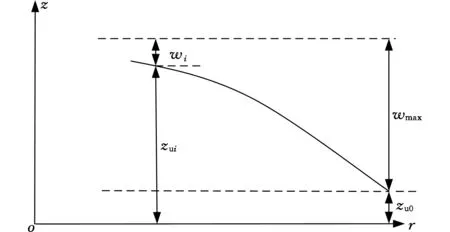
圖2 翹曲坐標w與自組裝坐標z的變換關系示意圖
圖2中,r為距器件中心的距離。每個單獨焊點液橋的高度為
zui=wmax+zu0-wii=1,2,…,N
(2)
其中,wmax為器件隨溫度變化的最大翹曲位移,wi為第i個焊點處的器件隨溫度變化的翹曲位移,zu0為自組裝平衡位置,也表示著上器件翹曲變形位移最大的位置距下器件的距離。根據焊點位置的編號,找到所有對應位置焊點的體積,依據特定焊點體積下焊點受力與焊點高度的關系尋找能使式(1)達到平衡的自組裝平衡位置zu0。
2 自組裝成品率仿真分析
2.1焊點受力與焊點高度的關系
Young-Laplace方程可以描述靜態液滴在沒有容器時的形態。在柱坐標系下 Young-Laplace 方程為
(3)
式中,ρ、ρ′分別為焊點液橋曲面的兩個主曲率半徑;p為液態焊點內部壓力;T為焊點液橋的表面張力。
給定表面張力T、密度ρ0、焊點承載力W和焊點初始體積V0, 使用MATLAB軟件通過龍格-庫塔方法可以得到焊點的形態[8]。相同體積的焊點在不同的翹曲間距下,焊點的形態并不相同,同時焊點的受力也不相同。圖3和圖4分別為通過MATLAB軟件求解得到的三維凹形焊點及三維凸形焊點。
圖3 三維凹形焊點形態
圖4 三維凸形焊點形態
一個特定體積的液態焊點在不同的承載力下可以擁有無限種可能的形態。然而,由于焊盤等邊界條件及節距的限制,它的最大高度和最小高度是有限的,通過求解不同高度的焊點的形態,可以得到焊點高度與承載力的關系曲線,如圖5所示。
圖5 焊點高度與承載力關系
在圖5中,橫坐標限制了一個特定體積的焊點在特定邊界條件下的高度范圍,對應的縱坐標則為對應高度時焊點的承載力。我們定義這個表征焊點高度與其承載力關系的曲線為焊點液橋剛度曲線。考慮到焊點體積的不可避免的制造誤差,可以得到不同焊點體積的液橋剛度曲線,如圖6所示。圖6中的焊點液橋剛度曲線從左至右體積依次增大。
圖6 不同焊點體積的液橋剛度曲線
由圖6可以看出,焊點體積不同時,焊點高度的范圍是不相同的,而圖中hh為不同焊點體積的焊點液橋高度的共同范圍。考慮到不同體積焊點的位置的隨機性,這個焊點液橋剛度曲線的共同范圍hh越大,器件的自組裝成品率就越高。
2.2BGA焊點體積偏差對自組裝成品率的影響
本文對中興通訊股份有限公司提供的某型號的封裝器件的BGA焊點進行仿真分析,其封裝節距為0.4 mm,其器件在固化溫度下的最大翹曲變形量為58.1 μm[9]。
器件上分布著904個焊點。考慮器件的對稱性,按照1/4器件進行仿真分析。焊點未知的分布如圖7所示,器件的結構參數如表1所示。
圖7 1/4器件的焊點分布圖

器件長(mm)器件寬(mm)BGA陣列長(mm)BGA陣列寬(mm)焊點節距(mm)焊點體積均值(mm3)141413130.41.4165×10-2
基于1.3節得到的不同體積焊點的液橋剛度曲線,由式(1)和式(2)可快速得到自組裝結果。根據最后得到的自組裝平衡位置zu0、各個位置焊點的體積及其對應焊點高度,可以在焊點液橋剛度曲線庫中找到所有焊點對應的位置,如圖8所示。由圖8可以看出焊點體積的分布規律及焊點受力情況。如果焊點超出焊點液橋剛度曲線的范圍,則認為焊點發生失效。當某個焊點超出該體積焊點液橋剛度左端邊界時,認為該焊點被壓至過低而發生短路;當某個焊點超出該體積焊點液橋剛度右端邊界或受力為0時,認為該焊點被拉斷而發生斷路。此時會記錄短路或斷路焊點的位置編號。當器件中有焊點發生短路或斷路失效時,認定該器件自組裝失敗。自組裝失敗時的各焊點的焊點高度及受力關系如圖9所示。
圖8 各焊點的焊點高度及受力關系圖
圖9 失效器件自組裝結果
表2為在焊點體積均值為1.4165×10-2mm3的不同體積偏差率下對1000個器件進行的自組裝成品率分析的結果。其中,不同體積大小的焊點的分布概率按照正態分布的概率分布,不同體積大小的焊點的位置按照隨機分布形式[10]。

表2 不同焊點體積偏差率的自組裝成品率
由表2中的結果可以看出,隨著焊點體積偏差率的減小,焊點液橋剛度曲線的共同范圍hh逐漸增大,從而器件的自組裝成品率也隨之提高。可以看出,當焊點液橋剛度曲線的共同范圍hh大于器件的最大翹曲變形量時,器件的自組裝成品率將達到100%,這為焊點體積的控制提供了一個目標。
2.3焊盤直徑對自組裝成品率的影響
焊點體積和焊盤尺寸都是在特定功能的器件設計完成之后可以設計的工藝參數,焊盤的尺寸對焊點的形態也有較大的影響,在焊點體積均值為1.4165×10-2mm3、最大焊點體積偏差為36.88%不變,改變焊盤直徑的情況下對1000個器件進行的自組裝成品率分析結果如表3所示。

表3 不同焊盤直徑下的自組裝成品率
由表3 的結果可以看出,當焊點體積偏差不可避免時,適當地減小焊盤的直徑也可以增大焊點液橋剛度曲線的共同范圍hh,從而提高器件的自組裝成品率。
3 結論
(1)不同焊點體積的焊點液橋剛度曲線的共同范圍hh對器件自組裝成品率起著決定性作用。當hh大于器件的最大翹曲變形量時,器件的自組裝成品率可以達到100%。
(2)焊點體積偏差率對器件的自組裝成品率有著顯著的影響。提高工藝水平,降低焊點體積的最大偏差率,可以增大焊點液橋剛度曲線的共同范圍hh,從而提高器件的自組裝成品率。
(3)焊盤直徑對器件的自組裝成品率也有著明顯的影響,焊點體積偏差率不變的情況下,減小焊盤直徑可以提高器件的自組裝成品率。
(4)該方法為工藝參數的匹配提供了改善方向,可通過該方法對更多工藝參數進行仿真分析。
(5)該方法可對不同封裝尺寸類型的產品提供一種理論設計方法。對于不同封裝尺寸類型的器件,其翹曲變形量及焊點液橋剛度曲線庫會有所不同,需重新計算,但是方法具有通用性,可以降低試驗成本,提高成品率。
[1]Che F X, Li H Y,Zhang X Y, et al. Wafer Level Warpage Modeling Methodology and Characterization of TSV Wafers[C]//Electronic Components and Technology Conference. Florida, 2011:1196-1203.
[2]Tee T Y, Ng H S, Zhong Z W. Board Level Solder Joint Reliability Analysis of Stacked Die Mixed Flip-chip and Wire Bond BGA [J]. Microelectronics Reliability, 2006,46(12):2131-2138.
[3]丁穎,王春青.PCB 焊點可靠性問題的理論和實驗研究進展[J].電子工藝技術, 2001,22(6):231-237. Ding Ying, Wang Chunqing. The Theory and Experiment Researches about the Solder Joint Reliability on PCB[J]. Electronics Process Technology, 2001,22(6):231-237.
[4]Tower S C, Su B Z, Lee Y C. Yield Prediction for Flip-chip Solder Assemblies Based on Solder Shape Modeling [J]. IEEE Transactions on Electronics Packaging Manufacturing, 1999, 22(1):29-37.
[5]Liu A H, Wang D W, Huang H M. Characteriza-tion of Fine-pitch Solder Bump Joint and Package Warpage for Low K High-pin-count Flip-chip BGA through Shadow Moiré and Micro Moiré Techniques[C]//Electronic Components and Technology Conference (ECTC). Florida,2011:431-440.
[6]Heinrich S M, Schaefer M, Schroeder M, et al. Prediction of Solder Joint Geometries in Array-type Interconnects[J]. Journal of Electronic Packaging, 1996,118:114-121.
[7]胡姜文,潘華強,鄭銳,等.0.35mm間隙BGA批量組裝工藝探討[C]//2014中國高端SMT學術會議論文集. 西安. 2014:144-150.
[8]陳軼龍,賈建援,付紅志,等.基于焊點形態分析的小節距BGA焊盤尺寸設計[J].中國機械工程,2016, 27(13):1779-1782.
Chen Yilong, Jia Jianyuan, Fu Hongzhi, et al. Design of Fine Pitch BGA Solder Joint Pad Based on Solder Joint Shape Analyses[J]. China Mechanical Engineering, 2016, 27(13):1779-1782.
[9]陳軼龍,賈建援,付紅志,等. 基于多層板彎曲理論的芯片翹曲變形分析[J].電子工藝技術, 2012, 33(6):330-334.
Chen Yilong, Jia Jianyuan, Fu Hongzhi, et al. Analysis of the Warpage of Chip Based on the Lamination Theory[J]. Electronics Process Technology, 2012,33(6):330-334.
[10]魯賽. PoP封裝結構焊球液橋隨機性自組裝及危險服役焊點的研究[D]. 西安:西安電子科技大學,2013.
(編輯袁興玲)
Analyses of Processing Parameters of BGA Solder Joint Based on Yield of Self-assembly
Chen Yilong1Jia Jianyuan1Fu Hongzhi2Zhu Zhaofei1
1.Xidian University,Xi’an,7100712.ZTE Corporation,Shenzhen,Guangdong,518000
The influences of the deviation rates of volume of the solder joints and diameters of pads on the yield of self-assembly were studied to improve the yield of BGA components. Considering the thermal warpage, the unavoidable deviations in the manufacture of the volume of solder joints and the randomness of the positions of solder joints, the processes of self-assembly were discussed. The stand-off curves of solder joints with different volumes were obtained according to solving the shapes of solder joints. Based on the stand-off curves of solder joints, the influences of the deviation rates of volumes of the solder joints and diameters of pads on the yield of self-assembly were simulated. The common range of the stand-off curves of solder joints and the yield are increasing with the decreasing of the deviation rates of volumes of the solder joints and diameters of pads.
ball grid array(BGA) package; yield; diameter of pad; deviation rate of volume
2016-06-22
國家自然科學基金資助項目(61201021)
TG454
10.3969/j.issn.1004-132X.2016.19.017
陳軼龍,男,1988年生。西安電子科技大學機電工程學院博士研究生。主要研究方向為電子封裝可靠性。賈建援,男,1952年生。西安電子科技大學機電工程學院教授、博士研究生導師。付紅志,男,1979年生。中興通訊股份有限公司高級工程師。朱朝飛,男,1984年生。西安電子科技大學機電工程學院博士。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36