節能型電火花加工脈沖電源的研究
2016-10-13 09:26:51黃瑞寧劉曉飛
中國機械工程 2016年18期
黃瑞寧 李 毅 劉曉飛
哈爾濱工業大學深圳研究生院,深圳,518055
?
節能型電火花加工脈沖電源的研究
黃瑞寧李毅劉曉飛
哈爾濱工業大學深圳研究生院,深圳,518055
設計了一種采用LCL-T主電路結構的新型節能型脈沖電源系統,給出了系統硬件電路和軟件設計思路,分析了脈沖電源主要能耗部分的電能損耗,并且利用設計的脈沖電源樣機進行了工藝試驗,檢驗了節能型電火花加工脈沖電源的加工工藝性能,考察了系統方案的可行性,試驗證明所設計的節能型脈沖電源具有良好的加工功效。
電火花加工;節能;脈沖電源;LCL-T
0 引言
脈沖電源是電火花加工系統的重要組成部分,其性能參數直接影響電火花加工質量,因此關于脈沖電源的研究是電火花加工系統研究領域中的重要組成部分之一[1]。隨著能源的日益枯竭,節能型工業產品的研發越來越重要,對于大型工件的電火花粗加工,節能型脈沖電源的研究與設計變得極其有意義,節能型脈沖電源在大功率電火花加工領域已經成為一個重要的發展方向。
傳統電火花脈沖電源一般利用電阻限流,這類電源簡單耐用,但由于電阻功耗隨電流的增大而增加,因此在輸出大電流時電阻電能損耗難以承受,且當極間短路時,加工脈沖電流幅值將顯著增大,惡化加工狀態,而且容易造成拉弧現象甚至燒傷工件。另外,在大功率脈沖電源電火花加工領域,采用限流電阻傳統的脈沖電源大部分能量消耗在限流電阻上,其比例甚至高達70%,并且會導致整個系統發熱,縮短系統的使用壽命。隨著電力電子技術的快速發展,國內外企業及研究機構研發了一系列節能型脈沖電源,如日本三菱電機公司生產的節能型脈沖電源FPII,其能效能量效率接近70%。Rosario等[2]研發的LCC串并聯諧振新型脈沖電源能夠提供短路保護,從而可保證放電時負載電路的整體穩定性。沈蓉等[3]設計的節能型雙路MOSFET脈沖電源采用電感替代電阻限制電流,并用兩路MOSFET管替代一路MOS管,電感通過續流二極管將儲存的電能返回給電源,從而提高電能利用率。李謝峰等[4]采用電流階梯波脈沖電源進行加工,可獲得較高加工效率,同時減少了電極損耗。Li等[5]采用的基于雙臂功率放大器、單臂脈寬調制策略的無電阻式脈沖電源,比傳統電阻限流式電源節能16%,電能效率顯著提高。哈爾濱工業大學研發的三級串聯型高效能電火花加工脈沖電源[6]平均效率在70%左右,最高效率可達74%。但此節能型脈沖電源脈寬與脈間的時間要求大于200μs,并且脈沖電流幅值波動大,因此不能用于精加工。其主要原因在于此脈沖電源利用的PSFB拓撲結構具有電壓源的性質,采用的電感限流,需要將電壓轉化為電流進行控制,由于限流電感沒有續流回路,在未放電狀態時電感的能量需要消耗在電阻上,當放電脈沖頻率在10kHz以上時限流電感的功耗很大,因此電源不能用于精加工,限制了它的使用范圍。并且變壓器二次側輸出電壓較高,導致整流功耗較大,不適合采用同步整流技術。
本文設計了一種新型節能脈沖電源,其平均能效可達到80%,該節能型脈沖電源可適用于電火花精粗加工。
1 節能型脈沖電源硬件的研究與設計
節能型脈沖電源的主電路硬件原理如圖1所示,由LCL-T電流源、同步整流電路以及放電軟開關電路三部分組成。該脈沖電源利用了LCL拓撲結構[7-8]的恒流源及軟開關特性,采用LCL半橋全波整流。非對稱占空比方法與斬波調節電流的方法都適用于半橋全波整流,但是移相調節方法隨著負載的增大零電壓開通范圍逐漸減小,因此本文采用零電壓開通范圍較大的非對稱占空比方法調節輸出電流。LCL拓撲結構的關鍵在于諧振點頻率以及兩個諧振電感的感量選擇,諧振點頻率對變壓器體積及功耗影響較大,兩個諧振電感的感量對LCL的軟開關特性具有決定性影響。
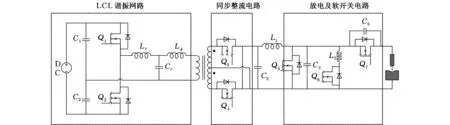
圖1 節能型脈沖電源的整體框架圖
LCL拓撲結構設計為恒流源,因而采用電流型自驅動同步整流電路,該整流電路具有驅動波形無死區、不受輸入電壓的影響和驅動信號的同步性好等特點,由于利用電流互感器,較低的壓降就能獲得較高的電壓檢測信號,因此,檢測大電流時具備很大的優勢。放電軟開關電路中,由于電感自身特性的限制以及放電頻率較高,不能將其能量全部由電阻來消耗,故增加了續流回路,當極間開路或者短路時續流回路工作,極間擊穿正常放電時的脈沖放電回路工作,續流與脈沖放電回路二者交替工作,如圖1所示。此外,該脈沖電源為DSP和CPLD控制電路以及MOSFET驅動電路單獨設計了供電電路。
2 節能型脈沖電源軟件設計
基于嵌入式微控制器的系統軟件主要包括電流電壓實時采樣通信程序、控制環路軟件及LCL控制模塊、放電電路控制模塊等。電流電壓實時采樣通信程序實現了電流電壓數據的實時顯示,DSP采集電壓與電流數據發送到顯示界面,可以實時觀察電壓與電流的動態變化,便于分析電源的當前工作狀態。電源系統為恒流源,因而利用霍爾傳感器對電流進行采樣控制。由于脈沖放電時系統的負載在不斷變化,為了提高系統的動態響應速度[7-8],對電抗器的電壓采用采樣負反饋,構成電壓內環、電流外環的雙閉環系統。在建立系統電壓內環、電流外環及前饋環之后,采樣程序獲得的數據進入控制環路,利用軟件數字控制代替模擬電路實現電壓內環PI校正為Ⅰ型系統,提高其跟隨性能,電流外環PI校正為Ⅱ型系統提高其動態性能,并且對電流環串聯超前校正以提高系統的穩定性,如圖2所示。LCL控制模塊、放電電路控制模塊實現輸出電流的調節,控制續流與脈沖放電回路交替工作。

圖2 系統電壓、電流及前饋控制環路
3 節能型脈沖電源系統功效分析
本文設計的節能型脈沖電源輸出滿載功率理論值Pout=750W,電源效率η=0.9 ,輸入功率為
脈沖電源的關鍵性能參數是能效水平。利用功率分析儀測量輸入交流功耗,由于在放電時電流幾乎不變且極間電壓保持在放電維持電壓20 V左右,因此輸出功率Pout及加工效率η分別為
式中,Ipulse_out為輸出脈沖電流平均值;Vout為放電極間維持電壓;D為脈寬與放電周期比例;Ton為脈沖電流放電時間;Tclose為脈沖電流續流時間。
當放電輸出平均電流為4 A、6 A、8 A、10 A,脈沖放電占空比分別為0.2、0.4、0.6與0.8時,電源能效如表1~表4所示。由表5可知,電源平均能效達80%,遠大于采用電阻限流網絡的傳統脈沖電源的能效,這也正是節能型脈沖電源的優勢所在。在大功率電火花加工領域,節能型脈沖電源已經得到廣泛應用。

表1 脈沖電流為4 A時電源能效表

表2 脈沖電流為6 A時電源能效表
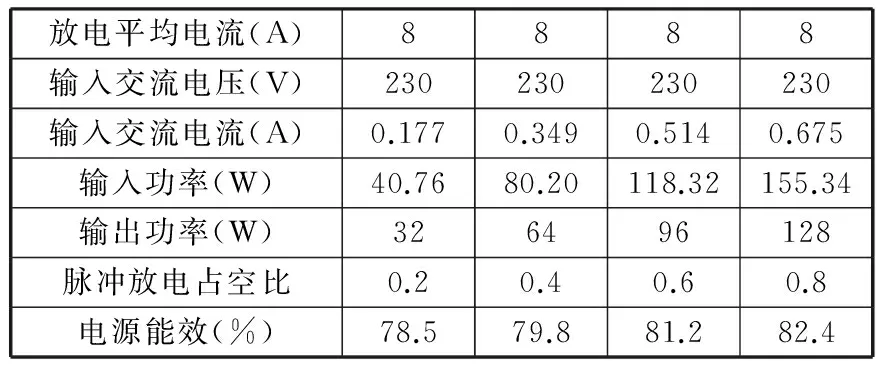
表3 脈沖電流為8 A時電源能效表

表4 脈沖電流為10 A時電源能效表

表5 輸出平均能效記錄表
4 加工工藝試驗
為了檢驗節能型脈沖電源的加工性能,對比節能型脈沖電源與傳統脈沖電源的加工性能,筆者針對加工質量、加工效率展開了加工工藝試驗。加工工藝試驗硬件系統主要由數控系統、節能型脈沖電源/傳統脈沖電源、電極及工件四部分組成。工藝試驗時采用實驗室自行設計的五軸電火花數控加工機床,將節能型脈沖電源和傳統脈沖電源分別接入機床,對試驗各項參數進行測量記錄。
試驗時所采用的電極材料為直徑1 mm的圓柱紫銅電極,工件材料為45鋼。用節能型脈沖電源與傳統型脈沖電源在脈寬、脈間、輸出電流峰值保持一致的情況下分別加工一個直徑為1 mm、深度為0.5 mm的圓孔。節能型脈沖電源加工工藝指標如表6所示。傳統脈沖電源加工工藝指標如表7所示。兩者加工質量如圖3所示,圓孔較為平整,底部較為均勻。
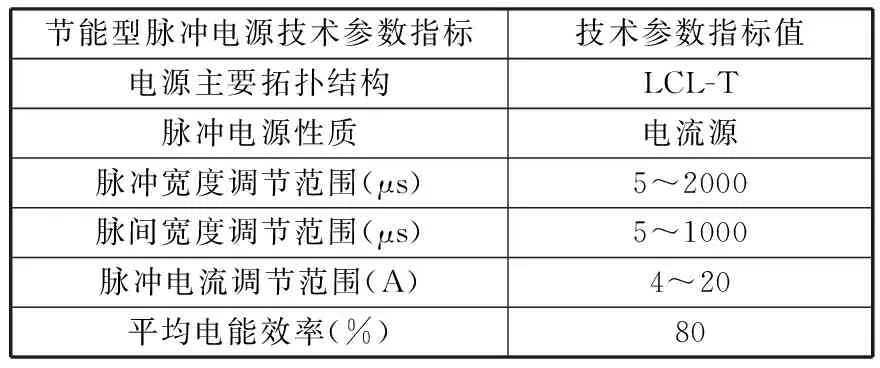
表6 節能型脈沖電源加工工藝參數表
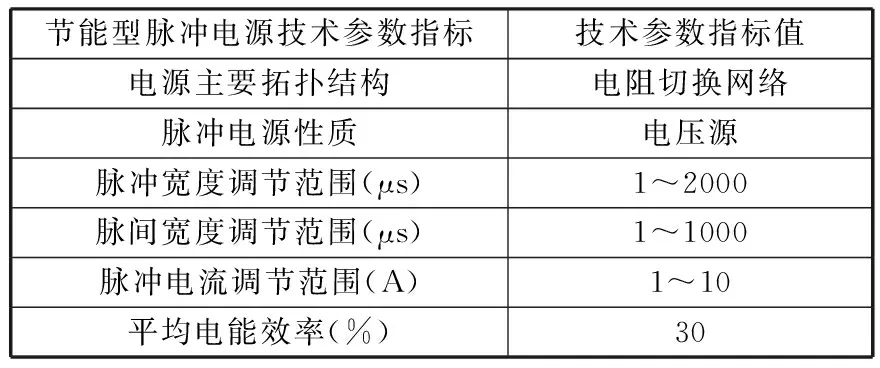
表7 傳統型脈沖電源加工工藝參數表

圖3 兩種脈沖電源加工圓孔工件放大圖
試驗中每隔20 min記錄一次工件加工軸向深度,加工時間為10 h,圖4為加工效率對比圖。
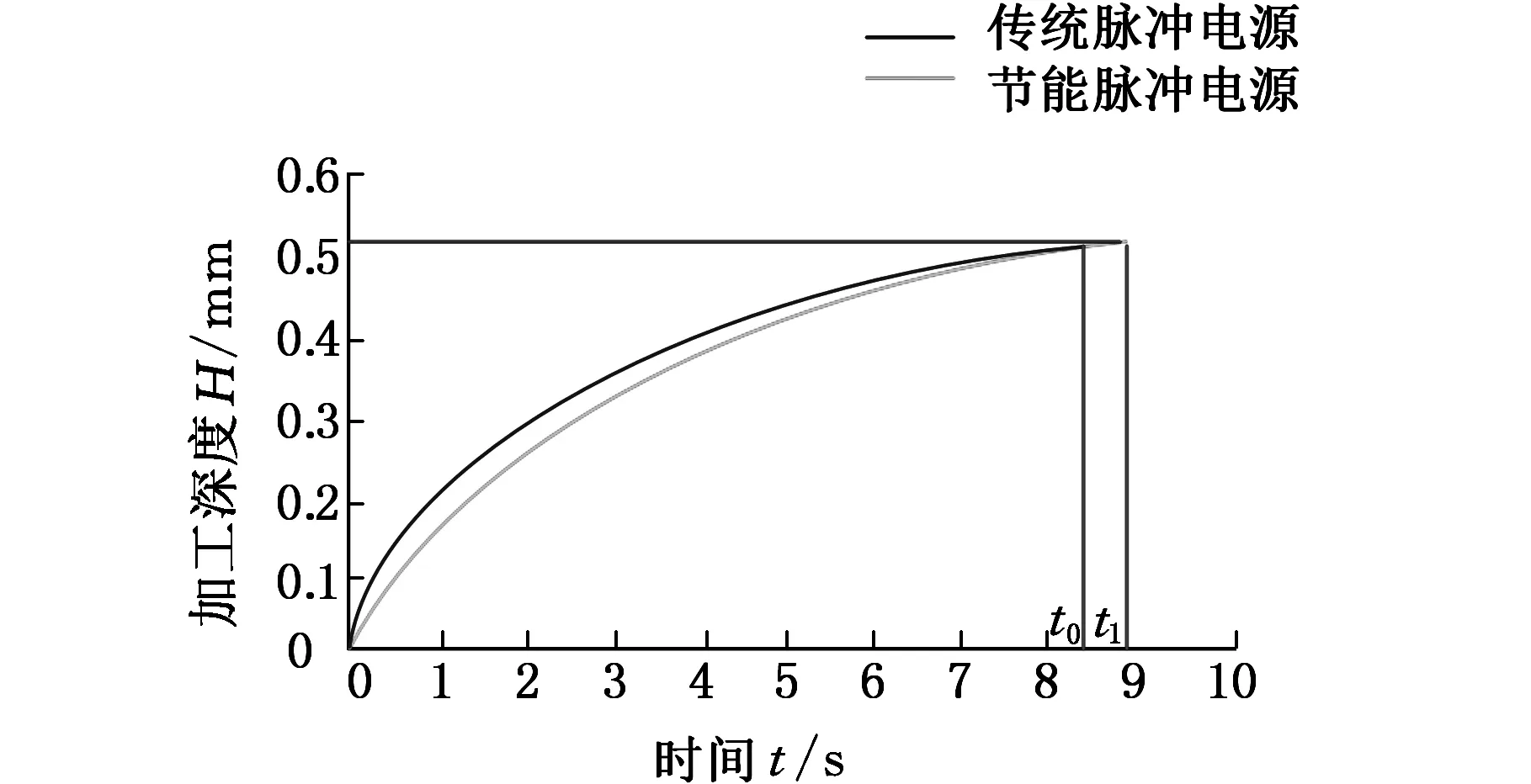
圖4 節能與傳統脈沖電源加工效率對比圖
由圖3、表5可見,所設計的節能型脈沖電源能達到與傳統脈沖電源相同的加工質量、較為相近的加工效率,但其平均能效達到80%,遠大于采用電阻限流網絡的傳統脈沖電源的能效,并且達到了與傳統脈沖電源相同的加工速度和電極損耗等工藝指標。
5 結語
本文針對電火花特種加工對節能型脈沖電源的需求,在現有節能型脈沖電源基礎上研發了新型節能型脈沖電源,其主要特點是:①首次將LCL-T拓撲結構所具有的電流源特性及軟開關性質應用于脈沖電源并研發出樣機;②變壓器二次側采用同步整流技術,并研發設計了軟開關放電電路,使得LCL-T節能型脈沖電源平均能效達到80%;③建立了電壓內環、電流外環及前饋環三環控制系統以提高脈沖電源系統電流動態響應速度。
[1]宋博巖,王玉魁,趙萬生.高效節能電火花加工脈沖電源的研究進展[J].電加工與模具,2004,29(6):1-4.
Song Boyan, Wang Yukun, Zhao Wansheng. Research Progress of High Efficiency and Energy Saving EDM Pulse Power Supply[J]. Electromachining & Mould, 2004,29(6):1-4.
[2]Rosario C, Christian B, Salvador B, et al. Analysis, Design and Experimental Results of a High-frequency Power Supply for Spark Erosion[J]. IEEE Transactions on Power Electronics, 2005, 20(2):361-369.
[3]沈蓉, 劉永紅, 紀仁杰. 非導電材料電火花銑削加工節能型雙路MOSFET脈沖電源研究[J].機床與液壓,2010,39(9):9-10.
Shen Rong, Liu Yonghong, Ji Renjie. Research on Energy Saving Dual-path MOSFET Pulse Power Supply for Non-conductive Material EDM Milling Machining[J]. Machine Tool & Hydraulics, 2010,39(9):9-10.
[4]李謝峰,劉志東,張旭東,等. 往復走絲電火花線切割高效低損耗切割研究[J].中國機械工程,2014,25(1):71-76.
Li Xiefeng,Liu Zhidong,Zhang Xudong,et al. Research on High Efficiency and Low-loss Cutting of Reciprocating Wire Cutting EDM[J]. China Mechanical Engineering,2014,25(1):71-76.
[5]Li Chaojiang, Bai Jicheng, Guo Yongfeng, et al. Study of Energy-saving Pulse Power for WEDM Based on Pulse Width Modulation[C]//Power and Energy Engineering Conference.Asia-Pacific, 2009:10662670.
[6]王玉魁. 節能式電火花加工脈沖電源及其相關技術研究 [D]. 哈爾濱:哈爾濱工業大學,2006.
[7]Mangesh B B,Sunil T, Swarna K. LCL-T Resonant Converter with Clamp Diodes[J]. IEEE Transaction on Power Electronics,2009,5(3):2268-2274.
[8]Mangesh B B, Sunil T, Swarna K. Analysis and Design of an LCL-T Resonant Converter as a Constant-Current Power Supply[J]. IEEE Transaction on Industrial Electronics, 2005,52(6):1547-1554.
(編輯華中平)
Research on energy-saving EDM Pulse Power Supply
Huang RuiningLi YiLiu Xiaofei
Harbin Institute of Technology Shenzhen Graduate School , Shenzhen, Guangdong, 518055
The system of a new type of energy-saving pulse power supply which had LCL-T topology circuit was designed. This paper presented the schematic circuit and software design ,and analyzed the power efficiency of major energy-consuming components. The performance and feasibility in machining processes were demonstrated by using the designed pulse power prototype. The experiments show that the designed energy-saving pulse power supply possesses ideal processing effect.
electrical discharge machining(EDM ); energy-saving; pulse supply ; LCL-T
2015-11-02
國家自然基金資助項目(51471507);深圳市基礎研究計劃資助項目(JCYJ20130329153408574,JCYJ20140417172620449)
TG661
10.3969/j.issn.1004-132X.2016.18.018
黃瑞寧,男,1977年生。哈爾濱工業大學深圳研究生院機電工程及自動化學院副教授。主要研究方向為微細特種加工。發表論文40余篇。李毅,男,1987年生。哈爾濱工業大學深圳研究生院機電工程及自動化學院碩士研究生。劉曉飛,男,1991年生。哈爾濱工業大學深圳研究生院機電工程及自動化學院碩士研究生。