基于PLC與組態軟件的自動涂膠機的研制
2016-09-26 07:37:51王豐彭志輝李峰平
工業技術創新 2016年4期
關鍵詞:系統
王豐,彭志輝,李峰平
(1. 浙江省激光加工機器人重點實驗室,浙江溫州,325035)2. 溫州大學機電工程學院,浙江溫州,325035)
基于PLC與組態軟件的自動涂膠機的研制
王豐1,2,彭志輝1,2,李峰平1,2
(1. 浙江省激光加工機器人重點實驗室,浙江溫州,325035)2. 溫州大學機電工程學院,浙江溫州,325035)
為了提高涂膠效率和涂膠厚度的一致性,根據涂膠板運動速度和涂膠速度互相匹配的控制要求,設計了基于PLC和組態軟件控制的自動涂膠系統。該系統采用兩級控制方式,上位機由觸摸屏和組態監控軟件組成,實現涂膠過程監控,包括涂膠參數設定、涂膠過程的顯示以及非正常操作報警等;下位機采用三菱FX1S-30MT-001可編程PLC,實現涂膠機涂膠參數采集和涂膠板的運動控制,利用RS232/485串口通訊方式實現上位機與下位機的通訊。系統經實際操作驗證:運動控制滿足涂膠要求,提高了涂膠效率和質量。
涂膠機;伺服控制系統;組態軟件;PLC
引言
隨著人力成本的不斷增加,手工涂膠質量不穩定問題的日益凸顯,手工涂膠越來越不能滿足人們追求更高的要求,尤其在某些制造精度較高的場合,手工涂膠的質量幾乎無法達到要求,所以隨著市場競爭的日趨激烈,手工涂膠機必定不斷向著自動化、集成化、智能化方向發展。為此,有些企業選擇了機器人。機器人智能集成化高,具有柔性的自動化涂膠手段,但價格昂貴,不但一次性投資大,后期還需要較高的專業人員維護保養,特別在調試初期,有時一小段膠型需要調試人員花大量時間,反復的示教、修改參數才能完成,同時機器人的使用維護費用也相當高[1,2]。在實際生產中,需要采用自由度高、動作精確靈活的機器人來完成的工作占很小部分,很大一部分工作只要采用專用的自動化機械設備就可以實現。同時專用的自動化設備投資少、效率高,往往給企業帶來更多的利益回報,自動涂膠機就是基于這種分析而研制的。
1 自動涂膠機工作原理與控制功能
1.1工作原理
本涂膠機專用于汽車尾部零件氧化鋯涂膠,主要由控制柜、工作臺、控制系統3部分組成,主要實現水平方向移動涂膠,其運動要求使得載有涂膠導流板的電控移動導軌在X方向水平勻速移動,同時需Y方向的步進電機驅動氣缸活塞缸體做均勻擠壓氧化鋯膠體的下料運動。在涂膠板行程末端和氣缸體末端均需設定行程開關來進行控制電控執行機構的往復運動實現涂膠作業。如圖1所示。

圖1 自動涂膠機工作臺原理
1.2控制功能
本涂膠機設計有以下控制功能:①涂膠速度控制功能,根據氧化鋯膠體輸出流量大小,通過PLC輸出脈沖頻率調節步進電機轉速,保證涂膠均勻和設備的可實用性;②自動復位功能,根據用戶需要或在設備重啟時自動進行復位;③工件加緊定位功能,通過PLC輸出控制電磁閥換向使氣缸加緊工件,通過計算電機轉動圈數和絲杠螺紋距確定涂膠嘴所在坐標;④報警功能,防止誤操作造成設備或人員受傷,能夠自動彈出報警窗口及其報警內容,例如對X軸電機、Y軸電機的非正常操作報警等;⑤觸摸屏操作顯示界面功能,可以自主選擇或輸入涂膠方案,實時顯示涂膠狀態,實際操作便捷。
2 控制系統與算法設計
2.1系統設計
PLC可編程控制技術和MCGS組態控制技術廣泛應用于工業過程控制領域,近年來在自動化領域應用得越來越普遍[3-7]。本涂膠系統利用PLC可編程控制技術和MCGS組態控制技術,采用電機絲杠傳動結構來實現對工件的涂膠作業。系統主要分上位機控制系統和下位機控制系統。上位機控制系統由觸摸屏和基于MCGS的監控系統組成,用于人機交互功能,包括用戶管理、系統主界面、報警界面等;下位機控制系統由三菱PLC、PLC 控制程序以及其他元器件(包括流量傳感器、氣缸、繼電器、電機絲杠等)組成,負責執行上位機任務。自動涂膠機系統設計結構框圖如圖2所示。
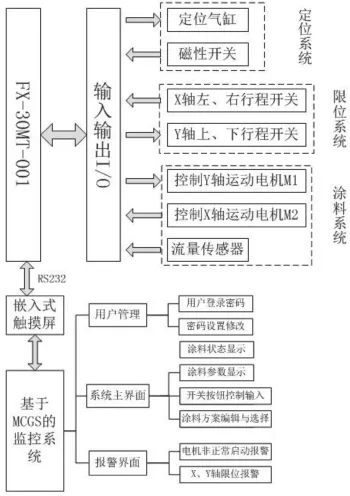
圖2 涂膠機系統設計結構框圖
2.2涂膠過程PID算法控制
為保證氧化鋯膠體在工件涂膠過程中涂膠均勻,本系統在氧化鋯膠體出口處安裝了流量傳感器,實時檢測流量輸出大小并反饋回PLC,形成一條閉環控制回路。由于涂膠嘴在X軸上移動速度與氧化鋯的輸出流量呈線性關系:
v=KQ (1)
由式(1)知,涂膠嘴在X軸上移動速度隨氧化鋯的輸出流量增大而增大,反之減小,呈線性關系。因此,通過PID算法就可以獲得較好的效果。PID控制原理圖如圖3所示。
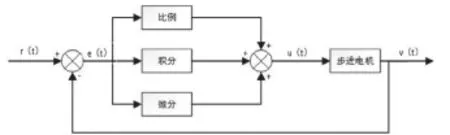
圖3 PID控制原理圖
根據實際需要(膠體流速、涂膠厚度等),在設備調試環節人為確定好系數K,然后利用式(1)計算出實際的v(t),與系統設定r(t)比較與作差,求得偏差e(t):e(t)=r(t)-v(t) (2)

偏差e(t)作為PID算法的輸入,u(t)作為PID算法的輸出,其控制規律為:式中: Kp——比例系數; T1——積分常數; Td——微分常數。由于PLC是一種采樣控制,它只能根據采樣時刻的偏差值計算控制量,而不能像模擬控制那樣連續輸出控制量,進行連續控制。由于這一特點,式(3)中的積分項和微分項不能直接使用,必須進行離散化處理。離散后的PID表達式為式中 k——采樣序號,k=0,1,2,…;uk——第 次采樣時刻的控制器輸出值; ek——第k次采樣時刻輸入的偏差值; KP,KI,KD參數可根據實際設備采用人工整定方法“鄰界比例法”確定。基于PID算法的PLC程序框圖如圖4所示。

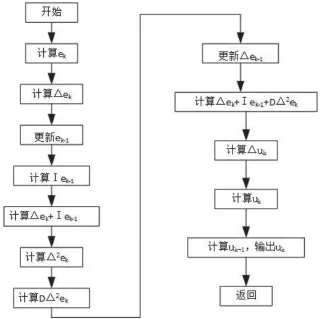
圖4 PID算法的PLC程序框圖
最后將u(k)通過PLC程序上的轉化,變成步進電機的輸入,達到根據氧化鋯膠體輸出流量大小,自動調節步進電機轉速輸出,使涂膠達到均勻的效果。
3 涂膠機硬件設計
系統硬件設計包括PLC、觸摸屏以及其他元器件的選擇和控制電路的設計。其中,對于PLC的選擇,我們根據系統I/O端口實際需要(根據統計:需要16個數字量輸入端,14個數字量輸出端口),同時為保證滿足系統設計要求,留取一定余量為后期功能擴展,選擇三菱FX-30MT-001型號PLC。對于觸摸屏的選擇,我們根據涂膠機控制設計要求及實際生產成本,并且顧及觸摸屏要與MCGS組態軟件相兼容,采用TPC7062KS嵌入式觸摸屏,通過RS485/RS232口與PLC進行通訊,電源采用廠家規定的24V直流電源單獨供電。行程開關采用STDELE的AZ-7121型號行程開關等。涂膠機系統硬件與PLC連線原理圖如圖5所示。
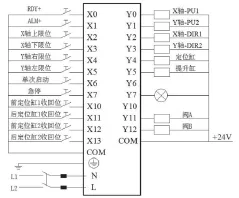
圖5 涂膠機系統硬件原理圖
4 涂膠機軟件設計
4.1PLC程序設計
PLC梯形圖程序編寫方法具有直觀、簡單、易懂等特點。本系統PLC程序采用梯形圖編寫,通過三菱公司提供的GX-developer軟件在計算機上完成,然后通過三菱專用傳輸電纜下載到PLC中。PLC程序設計是整個涂膠機控制系統的核心,其程序設計流程圖如圖6所示。
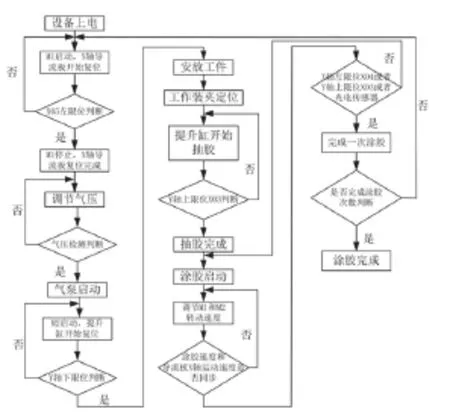
圖6 PLC程序流程圖
4.2監控軟件設計
4.2.1監控主界面設計
監控主界面內容包括實時涂膠狀態信息顯示、啟停按鈕控制、復位按鈕控制以及故障信息顯示等。涂膠方案信息能進行對涂膠速度、涂膠次數的選擇與編輯;啟停按鈕控制可以對步進電機、電磁閥等執行機構實行立即啟動或停止控制;實時涂膠狀態信息顯示可以實現X軸移動距離、Y軸移動距離、運行時間、涂膠完成個數等的實時顯示。其監控自動界面如圖7所示。
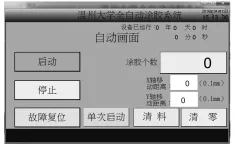
圖7 監控軟件主界面
4.2.2基于組合設計的“涂膠方案”功能組態
所謂組合是同一類數據的集合,如機器生產數據或參數設置。本系統將涂膠方案作為組合,涂膠方案的一系列參數信息作為“組合成員”,主要包括各個步進電機的運動速度和工件的涂膠次數。用戶先在涂膠方案界面建立常用的涂膠參數,下次涂膠工作時可直接進行選擇,操作更加簡便,如圖8所示。
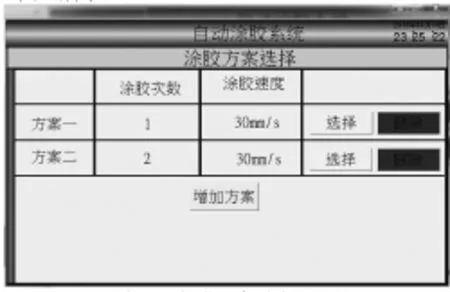
圖8 涂膠方案選擇界面
4.2.3系統報警提示功能模塊
報警功能不僅可以提示用戶當前故障信息,而且可以防止由于不當操作產生的不良后果,是監控軟件必不可少的功能。本系統主要包括X軸步進電機的左右調節限位報警,Y軸步進電機的上下調節限位報警以及電機非正常啟動報警。要求報警時,系統會自動彈出報警窗口并顯示可能報警原因。以涂膠嘴X軸方向運動非正常操作報警為例,通過編寫腳本程序控制報警及其窗口的自動彈出,報警窗口如圖9所示,其腳本程序舉例如下:
IF SB定位缸1=1 或 SB定位缸2=1 THEN
SBX軸電機前移=0
SBX軸電機后移=0
!OpenSubWnd(非正常操作報警窗口,250,100,335,150,0)
ENDIF

圖9 涂膠嘴在X軸非正常操作下的報警窗口
5 結論
(1)基于PLC與MCGS組態軟件控制方式的自動涂膠機控制系統,實現了涂膠機X軸、Y軸運動機構、夾持機構以及涂膠次數數據的采集與顯示;通過觸摸屏和MCGS組態軟件實現了涂膠參數、X軸移動距離、Y軸移動距離等顯示。
(2)經實際操作驗證,涂膠機各控制部件能夠按照設計要求實現預定動作;能準確設定涂膠參數和顯示涂膠狀態;軟件運行可靠、人機界面友好、操作方便,提高了涂膠的效率和質量,具有較強的應用性。
國家國際科技合作計劃項目(0S2012ZR0038)、國家自然科學基金項目 (71101112)。
[1]王吉芳, 郭桂蘭, 王錫俊. 自動涂膠機的研制[J]. 制造業自動化,2001, 23(6): 43-45.
[2]趙菁菁. 基于SCARA機器人的自動涂膠系統設計[D]. 黑龍江:東北石油大學, 2012.
[3]楊志方, 孫小兵, 彭新顯, 等. 基于PLC的涂膠粘接生產線控制系統設計[J]. 長江大學學報: 自然版, 2014(9): 41-43.
[4]汪玉基. 基于PLC自動點膠機控制系統的研究與實現[D]. 遼寧:東北大學, 2011.
[5]劉寶志. 步進電機的精確控制方法研究[D]. 山東: 山東大學, 2010.
[6]聶巍. 步進電動機閉環控制系統研究[D]. 湖北: 武漢理工大學, 2014.
[7]史敬灼. 步進電動機伺服控制技術[M]. 北京: 科學出版社, 2006.
李峰平(1978-),通信作者,男,浙江溫嶺人,副教授,碩士生導師,主要從事制造系統與自動化工程相關研究。
E-mail: lfp@wzu.edu.cn。
Design of Control System for Coating Material Machine Based on PLC and Confguration Software
Feng Wang1,2, Zhihui Peng1,2, Fengping Li1,2
(1. Zhejiang Provincial Key Laboratory of Laser Processing Robot, Wenzhou, Zhejiang, 325035, China;2. College of Mechanical & Electrical Engineering, Wenzhou University, Wenzhou, Zhejiang, 325035, China)
In order to improve the efficiency of coating material, a control system was developed based on PLC and configuration software according to the working principle and control requirements of keep the speed of movement platform correspond with speed of coating. A Two-grade control method was used in the system, the host computer was developed by the touch screen and configuration software to fulfill coating processing monitoring, including the coating parameters setting and displaying, painting program selecting and fault alarming, etc. The lower computer was developed with Mitsubishi FX1S-30MT-001 PLC to control the coating machine and collect the coating parameters, etc. The lower computer was communicated with the host computer through RS232/485 serial port. The system was friendly reliable,which increased automation level and coating efficiency.
Coating Machine; Servo Control System; MCGS; PLC
TQ021.5
A
2095-8412 (2016) 04-783-04
工業技術創新 URL: http://www.china-iti.com 10.14103/j.issn.2095-8412.2016.04.055
王豐(1989-),男,浙江臺州人,學生,主要從事制造系統與自動化工程相關研究。
E-mail: 1136653355@qq.com
彭志輝(1980-),男,江西南昌人,講師,主要從事機電一體化、電力電子技術研究。
E-mail: pzh_8003@wzu.edu.cn
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32