淺談尿素11#壓縮機的聯控聯鎖技術改造
2016-09-26 07:37:41宋瑞蓮
工業技術創新 2016年4期
宋瑞蓮
(陜西陜化煤化工集團有限公司,陜西渭南,714100)
淺談尿素11#壓縮機的聯控聯鎖技術改造
宋瑞蓮
(陜西陜化煤化工集團有限公司,陜西渭南,714100)
氫氮氣壓縮機是生產合成氨的一項關鍵設備,其功能是氣體輸送或化學反應時提供動力。本文是以陜化集團老化肥廠區11#氫氮氣壓縮機的一次事故為例,分析了引發事故的原因和儀表聯鎖保護功能,研發設計了PLC邏輯關系,詳細探討了11#壓縮機的聯鎖改進具體實施過程。結果證明:技術改造實現了保護設備的目的。
PLC掉電;儀表聯鎖;靜態測試;動態測試
引言
2016年1月,操作工發現11#機曲軸箱冒煙,緊急停車。工藝處理完成后,發現現場壓縮機控制機柜的觸摸屏黑屏,輔助操作臺上兩臺潤滑油運行的指示燈已滅,通知電儀檢查。經電儀檢查恢復供電后,發現觸摸屏從15時06分至15時53分之間無任何數據記錄,說明PLC在15時06分已經斷電。事后經聯鎖試驗及與壓縮機控制柜的廠家確認,PLC在失電情況下輔助回路(油泵、注油泵)跳車,但壓縮機不跳車。
聯鎖失去作用,而壓縮機主機繼續在斷潤滑油的情況下連續運行47分鐘,從而造成主機機身、曲軸、連桿瓦、十字頭等部件不同程度損傷。
1 儀表聯鎖作用
儀表聯鎖保護,就是當生產過程中某些工藝變量或設備運行狀態發生異常并接近危險值時,安全聯鎖保護系統動作,按照預先設計好的邏輯關系啟動備用或自動停車,以實現保護設備的目的[1,2]。
本次事故發生,就是儀表聯鎖功能實效或不到位造成的。
1.1問題客觀發生原因
一是壓縮機控制的PLC機柜廠家原始程序設計存在缺陷[3]。在PLC斷電時,所有輔機跳車。最關鍵的設備,即給壓縮機供油回路的潤滑油泵跳車,L12掉線(如圖1所示);24V5無24V輸出,那么KA4或KA5無法帶電,因其常開接點不閉合,接觸器KM4或KM5無法吸油(如圖2所示),故油泵的主回路失電跳車(如圖3所示)[4]。
油壓低到甚至嚴重缺油的情況,壓縮機還連續運行,而不跳車,從而造成事故發生。
二是現場設備振動大,從而PLC的進線柜電源松動,從而PLC失去電壓。
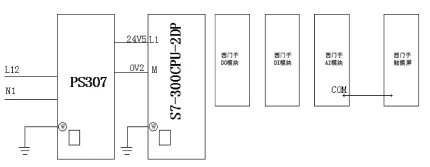
圖1 PLC的供電圖及硬件布置圖
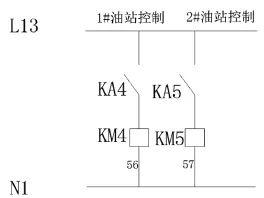
圖2 油泵控制的二次回路
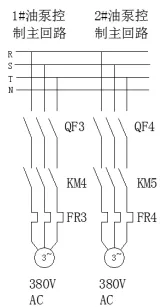
圖3 兩臺油泵的主回路控制回路
1.2問題主觀發生原因
① 電儀二車間未抓住壓縮機停車檢修時機,安排緊固端子螺絲;屬于車間管理缺陷。
② 尿素一車間當班操作工巡檢不到位,未及時發現和處置問題。屬于車間管理缺陷。損壞部位及經濟價值:機身、曲軸、十字頭、主瓦等約170萬元。影響尿素產量約19噸,給企業帶來經濟損失。
2 聯鎖保護功能及技術要求
2.1聯鎖保護功能
聯鎖保護功能是當機組在啟停和運行過程中發生危機及設備和人身安全故障時,自動采取保護或聯鎖措施,防止事故產生和避免事故擴大,從而保證機組的正常啟停和安全運行[5]。它是通過對設備工作狀態和機組運行參數的嚴密監視,在發生異常情況時,及時發出報警信號,并及時啟動備用設備。一致達到“應該跳車的情況下及時跳車,不該跳車情況下不能跳車”的雙重作用。充分達到既要保護設備的目的,又要節約生產費用的要求。11#機就是在潤滑油壓低于0.3 MPa時,備用油泵自動啟動及時補充油壓,從而能及時避免壓縮機因油壓低而誤跳車的事故。
11#壓縮機組聯鎖匯總:1#主軸承溫度大于65℃,機組2#主軸承溫度大于65℃,機組3#主軸承溫度大于65℃機組,4#主軸承溫度大于65℃機組,5#主軸承溫度大于65℃,機組6#主軸承溫度大于65℃,機組7#主軸承溫度大于65℃,主電機前軸承溫度大于300℃,主電機后軸承溫度大于300℃,這9個溫度任一個溫度大于65℃主電機跳車(如圖4所示)。
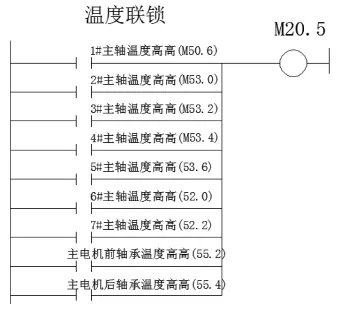
圖4 溫度聯鎖
2.2五級排氣壓力
五級排氣壓力大于25 MPa,潤滑油壓力小于0.2 MPa,冷卻水供水壓力小于0.2 MPa,一級進氣壓力小于6 kPa,四個工藝條件任一個滿足條件聯鎖動作,主電機跳車(如圖5所示)。
3 壓縮機潤滑油泵控制及聯鎖回路改造
3.1PLC控制系統改造
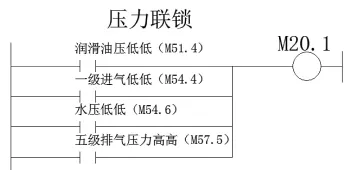
圖5 壓力聯鎖
11#壓縮機原2臺潤滑油泵控制過程為PLC控制,且兩臺泵互為備用,在壓縮機啟動前手動打聯動情況下,油壓≤0.3 MPa時未運行的油泵啟動,油壓≥0.45 MPa時先啟動的油泵停止,壓縮機停止5分鐘后,運行的油泵自動停止。因考慮到潤滑油壓在工藝聯鎖的位置至關重要,工藝提出,為了確保油壓的持續供應。故提出讓1#油泵手動控制,無故障時持續運行,不受PLC的控制,由人為判斷具體停泵的時間。具體實現過程:拆除PLC硬接線 DI通道輸入“1#油泵手動啟動按鈕I124.5”硬接線,短接停止按鈕輸入I124.6(如圖6所示),短接Y14與56號線即就是1#油泵的DO輸出接點Q124.3(如圖7所示)。原設計的PLC的原程序無需改動。這樣修改后,1#油泵控制過程為人為“手動”控制;具體操作過程:
① 1#油泵是主油泵,2#油泵是輔助油泵。開壓縮機時先啟動1#油泵,將輔助操作臺的按鈕打到“聯動”情況下,油壓≤0.3 MPa時2#油泵啟動;油壓≥0.45 MPa時,2#油泵停止。
② 壓縮機停止運行后,1#油泵人為判斷停泵時間。
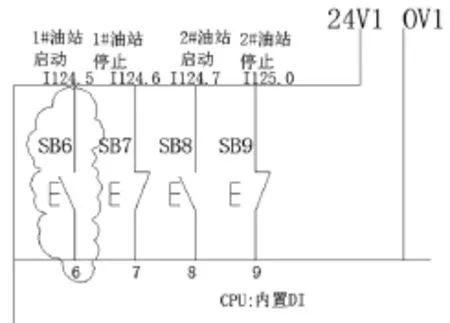
圖6 PLC的數字量輸入
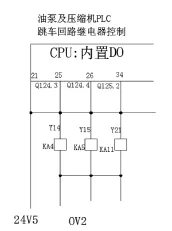
圖7 PLC的數字量輸出
3.2壓縮機電氣回路分析與改造
讀者往往會提出這樣的疑問:油壓低了,壓縮機不就跳車了嗎?這個問題提的好啊!筆者開始也有此疑問,那么我們就來分析電氣原理圖。跳壓縮機的繼電器是KA11(如圖7所示),原設計是常開接點(如圖8所示),即壓縮機正常運行的情況下,KA11是閑置的,就像人們俗話說的,那就是一個“擺設”。只有在跳車條件滿足時,Q125.2帶電接點閉合,24V送出后(如圖7所示),KA11才活躍起來,其線圈帶電常開接點閉合,跳車回路接通,壓縮機跳車。但是在L12掉線或接線不牢固的情況下,二次控制回路失電(如圖1所示),壓縮機的跳車繼電器KA11無法帶電,從而其繼電器的接點無法閉合,故壓縮機不跳車。這就暴露出了嚴重的設計缺陷。為此,必須要進行整改。
其一,修改PLC原跳車回路程序(如圖9所示),使PLC跳車回路輸出線圈在壓縮機正常運行時,PLC程序跳車回路Q125.2輸出線圈常帶電(如圖10所示),電氣回路跳車繼電器KA11線圈常帶電。其二,KA11的的常開接點改為常閉接點(如圖8所示),當有任一跳車條件滿足或PLC失電情況下,PLC跳車回路輸出線圈失電,電氣回路跳車繼電器同時失電,常閉接點保持原狀閉合,故壓縮機主電機跳車。
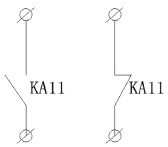
圖8 壓縮機聯鎖停車接點
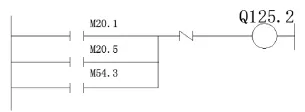
圖9 事故前的跳車邏輯程序
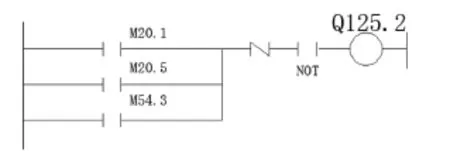
圖10 事故后的跳車邏輯程序
4 聯鎖回路測試及壓縮機開車
修改完成后,壓縮機控制回路靜態測試,模擬開車條件。首先PLC帶電,觸幕屏帶電,觀察觸幕屏顯示,所有溫度均正常,沒有任何報警。首先在PLC柜將盤車信號短接,用儀表信號發生儀“勝利VICTOR 79”進行信號調試,油壓信號用VICTOR 79 OUT檔給定電流12 mA;觸幕屏顯示0.5 MPa,油壓正常;用另一個VICTOR 79 OUT給定電流12 mA,觸幕屏顯示0.5 MPa,水壓正常;PLC盤后KA11線圈吸合,常閉接點斷開。逐漸調小電流輸出檔信號從12 mA降到 7.2 mA時,觸幕屏顯示值為0.2 mA時,KA11線圈失電,常閉復位,靜態測試完成。其次進行動態測試:1#油泵手動開啟油壓升起,水壓升起,手動盤車到位,觸幕屏無任何報警,與壓縮機連接的主電機動力控制線拆除,電氣盤KA11吸合;測試動作開始,油泵停止,油壓降低到0 MPa,KA11線圈失電,常閉接點復位,跳車回路接通,壓縮機跳車,總變回路報警,顯示工藝聯鎖跳車。聯鎖回路修改成功,動態測試成功。
5 結束語
經過技術改造,自2016年4月11#壓縮機正常投運以來,潤滑油泵運行正常,壓縮機運行正常。
[1]張瑞妍, 何龍, 高國平. PLC在壓縮機聯鎖保護系統中的應用[J]. 壓縮機技術, 2008(5): 44-46.
[2]李軍, 常安勇, 郭金全. CNG壓縮機組中PLC聯鎖保護應用淺析[J]. 電子技術與軟件工程, 2014(19): 242.
[3]王森, 晁禹, 艾紅. 儀表工試題集: 控制儀表分冊[M]. 北京: 化學工業出版社, 2010.
[4]樂嘉謙. 儀表工手冊: 第2版[M]. 北京: 化學工業出版社, 2010.[5]馮曉玲. PLC在加熱爐聯鎖保護系統中的應用[J]. 化工自動化及儀表, 2014, 41(2): 217-218.

宋瑞蓮(1977-),女,陜西富平人,工程師。
Research Technical Innovation on Urea 11# Compressor Spreading Chain
Ruilian Song(Shaanxi Shanhua Coal Chemical Group Co., Ltd., Weinan, Shaanxi, 714100, China)
Hydrogen nitrogen compressor is a key equipment in the production of synthetic ammonia,providing power when gas or chemical reacts. This article bases on urea # 11 an accident of hydrogen nitrogen compressor in Shanhua Coal Chemical Group of old fertilizer factory, analyses the causes of accidents and the meter chain protection, researches and designs the PLC logic relationship, discusses the 11# compressor chain to improve the concrete implementation process of the compressor. Results show that: the technical renovation achieve the goal of the protection equipment.
PLC off Electricity; Instrument Interlock; Static Testing; Dynamic Testing
TQ013.3
A
2095-8412 (2016) 04-652-04
工業技術創新 URL: http://www.china-iti.com 10.14103/j.issn.2095-8412.2016.04.019