金屬纖維燒結氈表面電鍍Ni-P合金工藝及性能研究
2016-09-21 06:07:34段博譯陳清勤張國朋左彩霞
電鍍與精飾 2016年9期
關鍵詞:不銹鋼
伏 伍, 段博譯, 陳清勤, 張國朋, 左彩霞
(西部金屬材料有限公司,陜西 西安 710201)
?
金屬纖維燒結氈表面電鍍Ni-P合金工藝及性能研究
伏伍,段博譯,陳清勤,張國朋,左彩霞
(西部金屬材料有限公司,陜西 西安710201)
利用電鍍的方法改變金屬纖維燒結氈的性能,在金屬纖維燒結氈表面覆蓋一層Ni-P合金,并對鍍液、鍍層及鍍后纖維氈過濾性能進行測試。結果表明,Ni-P合金電鍍工藝鍍液極化良好,性能穩定,電鍍光亮范圍寬,可以獲得外觀光澤明亮,表面平整、光滑,沒有缺陷的鍍層,改善了纖維氈的表面質量。金屬纖維燒結氈的透氣性隨著電鍍時間的加長而降低,泡點壓力和纖維氈的過濾精度隨著電鍍時間的加長而升高。
金屬纖維氈; 電鍍Ni-P合金; 電流密度; 透氣性; 過濾精度
引言
金屬纖維氈具有高強度、高容塵量、耐腐蝕、使用壽命長、過濾精度高、透氣性好、比表面積大和易于加工等優點[1-2],廣泛應用于石油化工、汽車尾氣及高溫氣體除塵等領域的固液分離和氣固分離。隨著社會的進步和工業技術的發展,過濾行業對材料的性能要求越來越高,金屬纖維氈正朝著高精度、高效率、低成本、多功能和微細化等方向發展[3]。因此,為了改善金屬纖維氈纖維的表面質量,滿足一些特殊環境領域的應用,采用電鍍處理的方法對其表面改性,在金屬纖維氈的表面電鍍Ni-P合金層,一方面為了消除金屬纖維細絲表面的加工缺陷,另一方面可以均勻降低纖維氈的纖維空隙,可以提高纖維燒結氈表面的納污能力和過濾精度。
金屬纖維氈的鍍層必須具有良好的表面質量和過濾性能,因此,電鍍Ni-P合金層必須組織致密,結合牢固,才能對纖維表面和纖維氈的過濾性能有較好的改善效果。本研究主要探討了316L不銹鋼金屬纖維氈電鍍Ni-P合金鍍層及鍍后纖維氈的表面形貌,分析溫度、電流密度、電鍍時間與纖維氈透氣性、泡點壓力的關系,以及對金屬纖維氈過濾精度的影響。
1 實驗部分
1.1實驗材料及設備
試樣規格為100mm×70mm×0.42mm的316L不銹鋼金屬纖維氈,100mm×65mm×1.0mm的紫銅試片,100mm×70mm×1.0 mm的304不銹鋼片(做為陰極材料),100mm×70mm×5.0mm的純鎳板(做為陽極材料)。自制的電鍍設備,可控硅整流電源(嘉興市永興電器有限公司)。
1.2鍍液組成及工藝流程
電鍍Ni-P合金溶液組成為:150~200g/L NiSO4·7H2O,5~10g/L NiCl2,4~8g/L H3PO3,15~20g/L Na2SO4,5~15g/L MgSO4,20~30g/L H3BO3,0.1~0.2g/L C12H25SO4Na,0.2~0.5g/L KS-3000鍍鎳光亮劑,Jκ為1.5~5A/dm2,θ為20~50℃,pH為2~5,用稀硫酸調整。
電鍍工藝流程為:
剪裁試樣→酸性除油→水洗→活化→水洗→預鍍鎳→水洗→電鍍鎳-磷合金→吹干→檢測。
1.3實驗方法
按照上述鍍液配方配置溶液。將304不銹鋼試片的一個面和側面刷清漆,編號為0#,將不銹鋼金屬纖維氈試樣分別編號為1#、2#、3#和4#。按上述電鍍工藝對不銹鋼片施鍍40min,對不銹鋼金屬纖維氈試樣按照編號從小到大的順序,分別施鍍15、30、45和60min,將鍍后試樣用清水沖洗干凈,再用熱風吹干。采用PHS-25型酸度計測定溶液pH,用溫度計人工測量溶液溫度。
采用250mL赫爾槽測定鍍液性能和電流密度光亮范圍,采用ZAHNER PP241電化學工作站測試鍍液的陰極極化曲線,采用JSM6460掃描電鏡觀察Ni-P合金表面形貌及斷面形貌,采用BMP-93A纖維氈測試儀測試過濾性能。
2 結果與討論
2.1鍍液性能2.1.1鍍液陰極極化曲線
在三電極體系中采用恒電位法進行極化曲線掃描,以1cm2的鉑片為輔助電極,飽和甘汞電極為參比電極,銅絲作為工作電極,3.5%的NaCl溶液,掃描速率為5mV/s,分別測試無添加劑(十二烷基硫酸鈉和光亮劑),以及全組分的鍍液的極化曲線,如圖1。
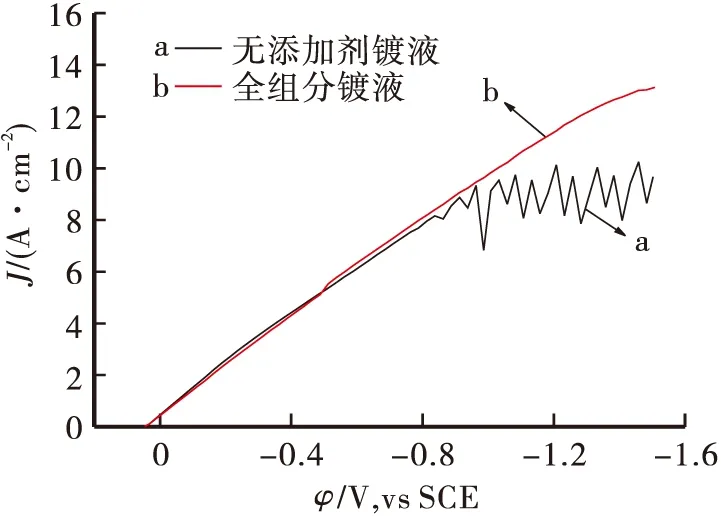
圖1 鍍鎳-磷合金溶液的陰極極化曲線
從圖1看出,全組分和無添加劑的兩種鍍液都有比較好的極化現象。添加十二烷基硫酸鈉對鍍液的極化電位并沒有大的影響,可是對鍍液的極化電流有所影響。在極化電位達到-0.8V后,無添加劑的鍍液極化曲線上下波動起伏,極化電流大小變化不太穩定,而添加有十二烷基硫酸鈉的鍍液極化曲線平滑沒有波動,說明添加十二烷基硫酸鈉對極化電流會起到穩定作用。十二烷基硫酸鈉是潤濕劑,在潤濕作用下,基體表面潤濕性增強,金屬離子會更加容易持續地在陰極析出,在電鍍時陰極電沉積效果更好。
2.1.2溫度對電流密度的影響
當陰陽極之間距離為70mm,在槽電壓保持5V不變的情況下進行電鍍,并對溶液持續加熱,得到如圖2的溫度與電流密度關系曲線。
由圖2可知,溫度對電流密度的影響十分顯著。當溫度過低時,電鍍電流密度較低,隨著溫度的升高,電流密度也隨之升高,當θ超過30℃,電流密度隨溫度的上升接近直線關系。電流密度升高,電沉積速率加快,因此電鍍溫度對沉積速率起到非常大的影響作用。當溫度過低時,電流密度較小,電沉積速率也就較小,會造成電沉積不夠致密,鍍層較疏松表面不夠光亮;溫度過高時,由于沉積速率太快,鍍層也隨之變得粗糙,甚至發皺起皮。另外,溫度過高也會使溶液中有機添加劑的分解加劇,影響到鍍液的穩定性。實驗表明,θ在25~35℃時鍍層最為理想。
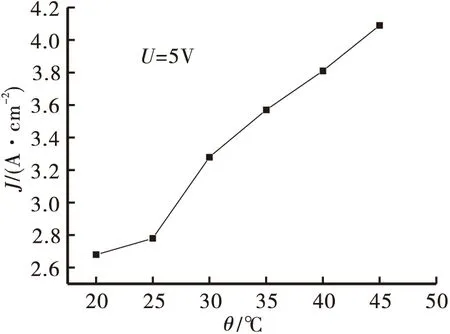
圖2 溫度與電流密度的關系曲線
2.1.3鍍液穩定性和電流密度范圍
采用250mL赫爾槽進行鍍液赫爾槽試驗,保持鍍液的pH和溫度不變,電流強度為2A,電鍍t為10min,連續進行電鍍,通過多次試驗,均可以得到表面光亮的赫爾槽試片,如圖3所示。
圖3是θ為30℃時所得的赫爾槽試片,為光亮性良好的鍍層。
圖3 θ為30℃赫爾槽試片照片
電流密度:Jκ=1.068I(5.1019-5.240lgl)
(1)
I為通過赫爾槽的電流,A;l為陰極某點至陰極近端的距離,cm。
根據電流密度的計算公式(1)[4]可得,鍍液光亮范圍較寬(0.22~7.5A/dm2以上),說明鍍液穩定,持鍍能力好。
2.1.4沉積速率
將編號為0#的304不銹鋼片,在30℃經過40min電鍍,得到平整光亮的Ni-P合金鍍層如圖4所示,測得鍍層厚度δ為0.018 mm,稱得質量為0.63g。
圖4 304不銹鋼片電鍍后的照片
按照公式v=Δm×104/(ρ·A·t)計算鍍層的電沉積速率為27μm/h。
式中:v為鍍層的沉積速率,μm/h;Δm為施鍍前后試樣的質量差,g;ρ為鍍層合金的密度,g/cm3;A為試樣表面積,cm2;t為沉積時間,h。
2.2鍍層性能2.2.1金屬纖維氈及鍍層表面形貌
圖5為電鍍Ni-P合金前后的金屬纖維氈外觀形貌。a)沒有經過電鍍處理;b)經過了電鍍處理。如圖5所示,電鍍后纖維氈顏色加深,通過目測觀察,電鍍處理后的金屬纖維氈表面平整、光亮,呈銀白色,沒有起皺、脫皮等不良缺陷。
圖5 金屬纖維氈電鍍照片
2.2.2鍍層與基體的結合力
采用彎曲試驗檢驗Ni-P合金鍍層與基體的結合力。彎曲試驗是將試樣彎曲180°數次直至斷裂,觀察試樣斷面是否有剝離、脫落現象。測試結果均未出現起皮、脫落現象,表明鍍層與機體的結合良好。
2.2.3金屬纖維氈鍍層顯微形貌
圖6為1#~4#金屬纖維氈試樣分別電鍍15、30、45和60min后的掃描電鏡照片。從圖6可以看到,1#~4#金屬纖維氈試樣都沉積了Ni-P合金鍍層。其中,金屬纖維氈電鍍15min后,纖維表面覆蓋了一層較薄的鍍層,其纖維在集束法拉拔加工時造成的拉痕缺陷仍然清晰可見。電鍍30和45min后,金屬纖維氈的纖維表面覆蓋了一層Ni-P合金鍍層,可是局部鍍層出現了一些孔隙和夾雜;電鍍60min后的金屬纖維氈單根纖維鍍層表面比施鍍15、30和45min的鍍層表面更加平整光滑。
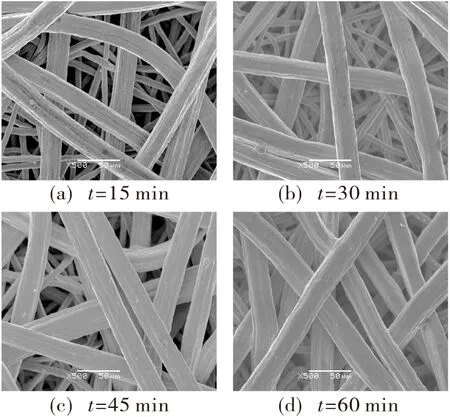
圖6 纖維氈電鍍后的表面形貌
圖7為電鍍30min纖維氈撕裂后外層粗纖維和內層微細纖維的斷面照片。圖7(a)所示纖維氈外層單根纖維直徑在22μm左右,圖7(b)所示纖維氈內層單根纖維直徑為8μm。纖維氈被撕裂后,從斷面看鍍層沒有發生大片剝落現象,表明鍍層質量較好。
如圖7可知,纖維氈的外層和內層兩種不同規格尺寸纖維表面都包裹了一層Ni-P合金鍍層。鍍層δ均為440nm。說明纖維氈外層粗纖維與內層細纖維電流密度是相同的。
不銹鋼纖維氈是一種梯度材料,采用不同絲徑的纖維配比鋪制疊配燒結而成,具有平穩的孔徑過渡[5]。金屬纖維氈的內層纖維絲徑較表層絲徑更細,因此金屬纖維之間的空隙更小。電鍍Ni-P合金后,內層纖維氈的過濾性能得到改善。
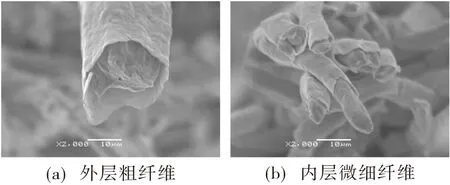
圖7 電鍍30min試樣撕裂后的斷面照片
2.3電鍍對纖維氈過濾性能的影響
將未經電鍍處理的試樣,和經過電鍍Ni-P合金的1#~4#試樣利用BMP-93A纖維氈測試儀進行檢測,鍍后不銹鋼金屬纖維氈的透氣性(PR)、泡點壓力(P1)及過濾性能參數(a)與電鍍時間的對應關系如表1和圖8所示。
表1電鍍時間與過濾性能參數的對應表

試樣編號t/minPR/(L·min-1·dm-2)P1/Paa/μm0#036.458406.341#1533.462175.952#3032.663535.823#4528.664275.764#6027.264575.73
從表1和圖8可知,隨著電鍍時間的加長,由于纖維氈微細纖維表面Ni-P合金的沉積,使之纖維氈的孔徑變的越來越小,纖維氈的透氣性能逐漸下降,泡點壓力逐漸增大,過濾精度有所提高。完全能滿足工業使用要求[6]。
由圖8(c)可以看出,當電鍍時間加長時,金屬纖維氈的過濾精度越來越高。金屬纖維氈的濾精度與其最大孔徑之間呈直線關系[6]。因此能夠過濾的雜質顆粒物也就越小,金屬纖維氈的納污能力會越強。

圖8 電鍍時間與透氣性、泡點壓力和過濾精度之間的關系曲線
3 結 論
1)本文研究的電鍍Ni-P合金工藝鍍層光亮,電流密度范圍寬,穩定性好,鍍液陰極極化性能良好。
2)電鍍Ni-P合金能夠改善金屬纖維氈的表面質量,可以消除纖維氈微細纖維表面的缺陷,如金屬纖維表面的拉伸劃痕等。
3)電鍍Ni-P合金改變了金屬纖維氈的過濾性能。隨著電鍍時間加長,金屬纖維氈透氣性下降,泡點壓力上升,過濾精度提高。
[1]奚正平,張健,毋錄,等.金屬纖維應用性能研究[C]//2000年材料科學與工程新進展(下)——2000年中國材料研討會論文集.西安:西北工業大學,2000:1203-1209.
[2]賈瑞正,沈衛東,徐嘉峰,等.金屬纖維燒結氈用于柴油機尾氣過濾的研究[J].移動電源與車輛,2013,(4):27-34.
[3]湯慧萍,談萍,奚正平,等.燒結金屬多孔材料研究進展[J].稀有金屬材料與工程,2006,8,35(2):428-432.
[4]馮立明,王玥,孫華.電鍍工藝與設備[M].北京:化學工業出版社,2005:6-21.
[5]孫鵬,白文峰,左彩霞,等.燒結金屬纖維氈硫酸鹽酸性鍍銅研究[J].材料導報,2013,(5):355-356.
[6]左彩霞,廖際常.多層不銹鋼纖維氈的過濾精度研究[J].粉末冶金工業,1997,7(6):10-13.
Study on Process and Properties of Ni-P Alloy Plating on Metal Fiber Sintered Felt Surface
FU Wu,CHEN Qingqin,DUAN Boyi,ZHANG Guopeng,ZUO Caixia
(Western metal materials co.,LTD,Xi'an 710201,China)
Properties of metal fiber sintered felt can be changed by plating method. In this paper, Ni-P alloy was electroplated on the metal fiber sintered felt surface, and the electrolyte, coatings as well as the filtration performance of the fiber felt after plating were also measured.The results indicated that the electroplating process of Ni-P alloy possessed good polarization property, stable performance and wide bright plating range. Coatings with bright appearance, flat and smooth surface, no defect could be obtained, and the surface quality of fiber felt was improved.The results also indicated that air permeability of metal fiber sintered felt decreased while bubble pressure and filtration precision of the fiber felt increased with the plating time.
metal fiber felt; plating Ni-P alloy; current density; gas permeability; filtration precision
10.3969/j.issn.1001-3849.2016.09.004
2016-05-02
2016-07-03
TQ153.12
A
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
