平移殼體側孔旋轉軸的計算研究
2016-09-19 12:27:19竇長安
裝備制造技術 2016年6期
張 舒,竇長安
(中國船舶重工集團公司第七二三研究所,江蘇揚州225001)
平移殼體側孔旋轉軸的計算研究
張舒,竇長安
(中國船舶重工集團公司第七二三研究所,江蘇揚州225001)
圍繞某產品殼體側面插座孔的加工,主要論述了平移側孔旋轉軸后坐標轉換的計算方法,在加工側孔的工序設計了專用工裝,采用臥式加工中心編程加工試驗件,經過三坐標測量機檢測滿足圖紙技術要求,驗證了坐標轉換計算的可行性,最后將平移旋轉軸的方法應用于殼體的批量生產中。
平移旋轉軸;殼體側孔;坐標轉換;專用工裝
Rotman透鏡的殼體,如圖1所示,材料選用鋁板6061,外形曲面多、尺寸大,結構類型屬于薄壁件,需要預留裝夾用的工藝端,透鏡是一種具有多個輸入口和多個輸出口的波束形成網絡[1],殼體的結構形狀復雜,厚度為Hmm,主要平面和側孔的加工精度高,一般應將粗、精加工工序分階段進行[2]。兩側曲面形狀不對稱,一側是圓弧,另一側是臺階面,并且左右兩側曲面上分別各有n組輸入插座孔和n組輸出插座孔。側孔的軸線的延長線需要通過設計基準圓心(即點O和點O''),以兩個理論設計圓心分別建立坐標系,然后按照圖紙要求旋轉角度加工殼體的側孔,由于需要多次裝夾,必然產生基準不重合誤差,增大加工難度,采用這種方法加工的殼體無法滿足圖紙尺寸的精度要求。用工序基準作為精基準,實現“基準重合”,以免產生基準不重合誤差[3]。因此,進行了平移殼體側孔旋轉軸的計算研究。
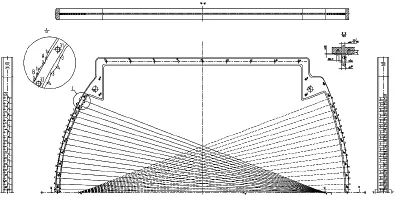
圖1 殼體外形圖
1 殼體側孔的工序內容分析
殼體側孔選用臥式加工中心加工,首先通過中心圓孔找正,拉平外形,然后加工側孔同軸且對稱,同軸度≤0.02,而且加工時必須有兩人共同操作,互相復核。
1.1基準的選擇
仔細分析圖紙,殼體上下對稱,左右兩側曲面不對稱,設計定位基準存在左右兩個圓心,這與橢圓的結構類似。將兩個設計基準的旋轉軸平移到工藝基準的旋轉軸,將兩個定軸轉動簡化為同一個軸的轉動,以零件中心作為工藝基準,建立坐標系進行定軸轉動,將殼體側孔軸向旋轉至水平方向,再通過x、y方向上的平移運動,將側孔的最外端移動至對刀零點,可以保證每組側孔的加工深度尺寸一致。按照圖紙和工藝的要求旋轉指定的角度,加工下一組側孔,依次循環,加工出圖紙上所有的2n組側孔。
1.2平移旋轉軸
首先,確定刀具在點X0進行對刀,將側孔的最外端移動到對刀點,同時保證側孔軸線在水平方向上。我們將兩個設計基準圓心(即點O和點O'')的旋轉軸平移到零件中心點P,以點P作為圓心進行定軸轉動,將殼體側孔軸向旋轉至水平方向,再通過平移臥式加工中心工作臺,將側孔中心h'移動到對刀點,如圖2所示。
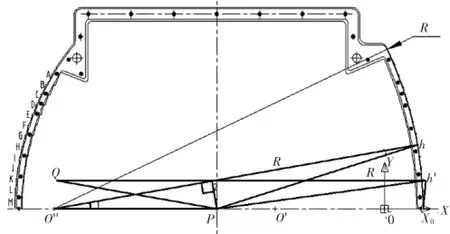
圖2平移旋轉軸示意圖
圖3中點h為任意一組側孔的中心點,設計以O''為圓心,旋轉角度∠1=θ.從零件中心點P作直線O''h的垂線,由相似三角形關系可知此垂線與Y軸的夾角即∠2,等于旋轉角度θ.因此,以點P為圓心旋轉角度θ,然后再將零件旋轉后插座孔的坐標點h'平移到點X0,通過合成運動可以將兩個設計圓心(O、O'')的旋轉軸平移到點P作定軸轉動,側孔以點P為圓心旋轉至水平方向的角度與兩個設計圓心(O、O'')旋轉的角度一樣。
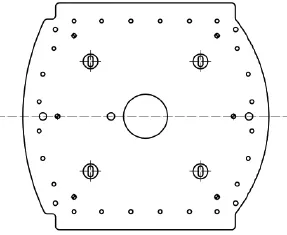
圖3 專用工裝簡圖
1.3坐標轉換的計算
要方便的識別工作臺旋轉后坐標的轉換,就必須解決一個關鍵性的問題,即在加工中心的工作臺旋轉任何一個角度的時候,能夠始終尋找到實際工件的原點位置[4]。在側孔軸線旋轉至水平方向之后,通過平移臥式加工中心工作臺,將側孔中心h'平移到點X0,需要計算的就是坐標轉換的移動距離和矢量。
坐標轉換主要通過各點之間幾何關系進行計算,圓弧面上側孔偏移距離計算如下,由示意圖可知,Qh'與X軸平行,O''X0在X軸上,因此Qh'// O''X0,同時Qh' =O''X0=R,所以四邊形Qh'X0O''是平行四邊形,可得h'X0=O''Q.
偏移矢量在x軸上的投影:
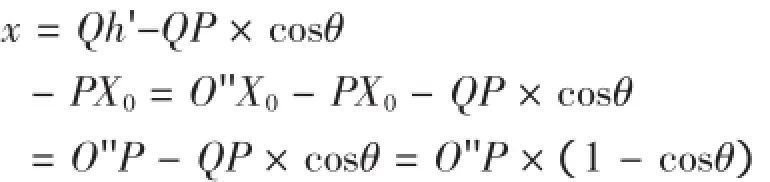
偏移矢量在y軸上的投影:

圓弧面和臺階面條件不一樣,需要分別計算,假設臺階面上側孔H旋轉角為α,偏移矢量計算如下。
偏移矢量在x軸上的投影:
偏移矢量在y軸上的投影:

2 設計專用工裝
考慮到將來需要批量生產,工藝過程必須受控制,制作專用工裝可以保證快速準確裝夾。通過小組討論確定夾具定位方案,合理設計專用工裝,可以保證加工精度,提高生產率。首先,在中心設計了圓孔用于定位,同時在專用工裝上設計了與殼體位置一致的安裝孔,還有與機床等高支座聯接的平底沉孔。專用工裝如圖3所示。
將專用工裝安裝在臥式加工中心旋轉工作臺上,找正中間圓孔,然后將殼體安裝在專用工裝上用定位銷固定,用螺釘緊固。通過設計專用工裝只需要進行一次找正,以機床自身的精度可以保證側孔的相對位置和精度要求。
3 效果確認
加工樣件,如圖4所示,一方面可以驗證新工藝方案的可操作性,另一方面可以避免因工藝方案不成熟產生不必要的損失。樣件加工完后使用三坐標測量機對殼體側孔的位置進行檢測,還編寫了精密測試報告,報告顯示樣件外形及內腔均符合圖紙尺寸精度要求。因此,平移殼體側孔旋轉軸的工藝方案有效。
圖4 殼體加工樣件
4 結束語
通過平移殼體側孔旋轉軸的計算研究,完成了殼體側孔樣件的加工,綜上所述,殼體側孔的工序方案固化如下:
(1)找正,在旋轉角零位對刀;
(2)工作臺旋轉角度,分別偏移距離x、y;
(3)按圖紙要求加工各孔;
(4)循環加工2n次。
[1]伍韜,李峰.平板型Rotman透鏡的研究與設計[C].2007年全國微波毫米波會議論文集(上冊),2007:323-326.
[2]葉文華,陳蔚芳,馬萬太,等.機械制造工藝與裝備[M].南京:南京航空航天大學,2010.
[3]王先逵.機械加工工藝手冊[M].第2版.北京:機械工業出版社,2006.
[4]唐先俊,周良琴,鮑克堅.臥式加工中心工作臺旋轉坐標轉換及應用[J].機械,2011,38(4):50-52.
Calculation of the Side Hole of the Translation Shell
ZHANG Shu,DOU Chang-an
(The 723rd Research Institute of CSIC,Yangzhou Jiangsu 225001,China)
This paper focuses on a shell side outlet hole processing,mainly discusses the calculation method for the holes on the side of the translational rotational coordinate transformation,in the holes on the side of the machining process design the special tool,using horizontal machining center programming and machining test parts,after three coordinate measuring machine inspection measurement meet the technical requirements of the drawings,validation of the coordinate conversion computational feasibility.Finally,the translation axis of rotation method is applied in themass production of the shell.
translation rotating shaft;side hole of the shell;coordinate transformation;special tool
TH162.1
A
1672-545X(2016)06-0058-02
2016-03-10
張舒(1989-),男,江蘇揚州人,本科,助理工程師,主要研究領域為雷達微波器件結構與工藝。
猜你喜歡
汽車實用技術(2020年16期)2020-09-06 13:28:22
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
當代工人(2019年20期)2019-12-13 08:26:11
藝術啟蒙(2018年7期)2018-08-23 09:14:18
制造技術與機床(2017年9期)2017-11-27 02:14:26
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
