核電廠設備典型腐蝕損傷及其防護技術
2016-09-14 09:30:50張興田
腐蝕與防護 2016年7期
張興田
(中核核電運行管理有限公司,海鹽 314300)
?
核電廠設備典型腐蝕損傷及其防護技術
張興田
(中核核電運行管理有限公司,海鹽 314300)
介紹了核電廠設備防腐蝕設計情況及其特點。選取核電廠設備材料的典型腐蝕損傷案例并論述其失效模式及根本原因。基于設備可靠性理論從固有可靠性和使用可靠性角度對核電材料標準、核電設備防腐蝕設計、設備制造和使用等方面進行討論;對核電廠設備防腐蝕技術提出了改進意見。
腐蝕;防腐蝕設計;設備可靠性;核電材料標準;核電廠
核電廠是一個高度復雜的系統。核安全明確要求核電廠不能發生任何由于技術原因、人為原因和自然災害造成的,會對工作人員、公眾和環境產生傷害的放射性危害,因此必須持續保持核電站系統和設備的安全和可靠運行。
核電廠生產運行工程經驗表明,保障核電廠安全、可靠和經濟運行的三大技術支撐是人員操作規范性、設備可靠性和材料完整性。其中,材料完整性也是設備可靠性的支撐,更是核安全的關鍵支撐。
國外核電廠曾經發生過多起重要設備材料腐蝕損傷事件。如2000年瑞典Ringhals PWR核電廠4號機組反應堆壓力容器(RPV)接管安全端Inconel 182合金發生枝晶間應力腐蝕開裂(SCC);2001年南非Koeberg PWR核電廠2號機組燃料廠房內安全注入系統的304L不銹鋼管道發生大氣氯離子晶間SCC[1];2002年美國Davis-Besse PWR核電廠發生一次側應力腐蝕開裂(PWSCC)導致控制棒驅動機構(CRDM)接管嘴Inconel 600反應堆冷卻劑滲漏,進而導致RPV上封頭硼酸腐蝕;2004年日本Mihama PWR核電廠3號機組因流動加速腐蝕(FAC)導致汽水管道爆裂。目前,核電廠因重要設備材料完整性失效(包括腐蝕損傷)導致的超過10%功率波動或非計劃停機停堆事件仍有發生,這造成了很大的經濟損失。
本工作以采用法國RCC[2]系列規范設計和建造的秦山第二核電廠(即秦山二期)4臺PWR 650MWe核電機組30多個堆年重要設備材料典型腐蝕損傷事件為例,扼要介紹核電廠設備材料防腐蝕設計情況,包括其特點、環境介質控制和主要材料選材情況。從核電廠營運需求角度,根據生產運行過程中已發生或潛在的故障模式,提出并討論重點相關課題,并對其基于工業技術交叉應用提出若干腐蝕防護技術改進的設想和展望。
1 核電廠設備材料防腐蝕設計簡況
核電廠設備材料防腐蝕設計是一項龐雜的系統工程,以環境介質為線索,可方便地了解核電廠防腐蝕設計的基本情況、核心內容及特殊問題。
核電廠材料腐蝕的環境介質主要有反應堆冷卻劑、蒸汽、汽水兩相流、除鹽水、消防和生活飲用水、海水、大氣和氫氣。
核電廠設備材料可分為核材料和結構材料,材料的性能可分為輻照、力學和腐蝕性能。核電廠設備材料需根據使用要求合理選材。反應堆冷卻劑一回路和二回路材料的主要降質模式見圖1。表1為秦山二期某PWR核電機組環境介質及其控制以及材料選材情況。
2 核電廠重要設備材料典型腐蝕損傷案例
2.1換料水池鋼覆面氯離子穿晶應力腐蝕開裂
反應堆換料水池鋼覆面由304L不銹鋼焊接而成,厚度3 mm。環形槽位于反應堆堆腔,環形槽內圈的密封環與壓力容器突沿相連,外圈為J形槽,通過不銹鋼支撐環與密封環連接形成環形槽。在反應堆換料期間,換料水池中充入停堆含硼水,換料結束后將含硼水排空并進行沖洗和烘干等操作;反應堆正常運行期間換料水池處于無水干燥狀態。
在秦山二期1號機組109換料大修期間換料水池充水后發現鋼覆面的引漏管有水;液體滲透檢查(PT)和反滲透法(只用PT滲透劑)均檢出J形槽和其他部位的鋼覆面在焊縫、熱影響區等多處存在裂紋。反饋到2號機組,在2號機組208換料大修期間對換料水池鋼覆面進行檢查,也發現有類似缺陷。
對切割取樣的J型槽鋼覆面進行理化分析,結果表明,附著物主要為硅酸鹽,含有氯元素;接觸混凝土側的殘余應力為5.4~6.1 MPa的拉應力;裂紋穿晶擴展,采用金相顯微鏡可觀察到樹枝狀裂紋,見圖2。裂紋斷口上覆蓋大量泥狀花樣腐蝕產物,腐蝕產物中氯含量高,斷口上可見大量河流花樣和魚骨狀花樣,表現為脆性解理斷裂特征,裂紋尖端存在氯元素,斷口氯元素的質量分數高達0.32%。可以判定換料水池鋼覆面缺陷的失效類型為典型的不銹鋼應力腐蝕開裂。
與換料水池鋼覆面接觸的混凝土添加劑由氯-偏共聚乳液(氯以有機物形式存在)替代丙烯酸樹脂含水乳化液或苯乙烯含水乳化液。參考具有相同官能團(-CH2-CH-Cl)的聚氯乙烯在高能射線輻照下的降解過程及機理[3],在中子射線及γ射線輻照下,氯-偏共聚乳液會產生HCl,HCl遇水電解形成Cl-促使不銹鋼覆面發生氯離子應力腐蝕開裂。在施工中沒有按照技術要求涂防塵防護油漆,使防水層沙漿中分解出的氯直接與不銹鋼覆面接觸,加速了鋼覆面的應力腐蝕開裂進程。
2.2插塞焊縫晶間應力腐蝕開裂
2012年秦山二期1號機組110換料大修期間對插塞焊縫(焊縫編號M13)實施滲透檢測,在插塞孔周邊管道母材上檢出5處線性顯示。M13屬核1級,工藝管道材質Z2CND18-12(控氮)、尺寸323.9 mm×28.58 mm,插塞孔尺寸M27 mm×1.5 mm。現場取樣對材料進行失效分析。
插塞孔內螺紋和插塞外螺紋基本被磨平,表明存在過盈配合。斷口存在大量分布不均勻的腐蝕產物。管材截面裂紋起源于插塞孔附近,沿晶擴展,在裂紋中部及尖端可見少量分支形態的微裂紋,其擴展方式同樣為沿晶擴展,見圖3。插塞截面裂紋擴展方式與管材相同。插塞孔模擬加工及硬度測試結果表明插塞孔處管材和插塞局部發生了應變硬化。插塞孔應力分布及大小計算結果顯示,在插塞和插塞孔過盈配合情況下進行焊接,插塞孔近外表面處應力最高。
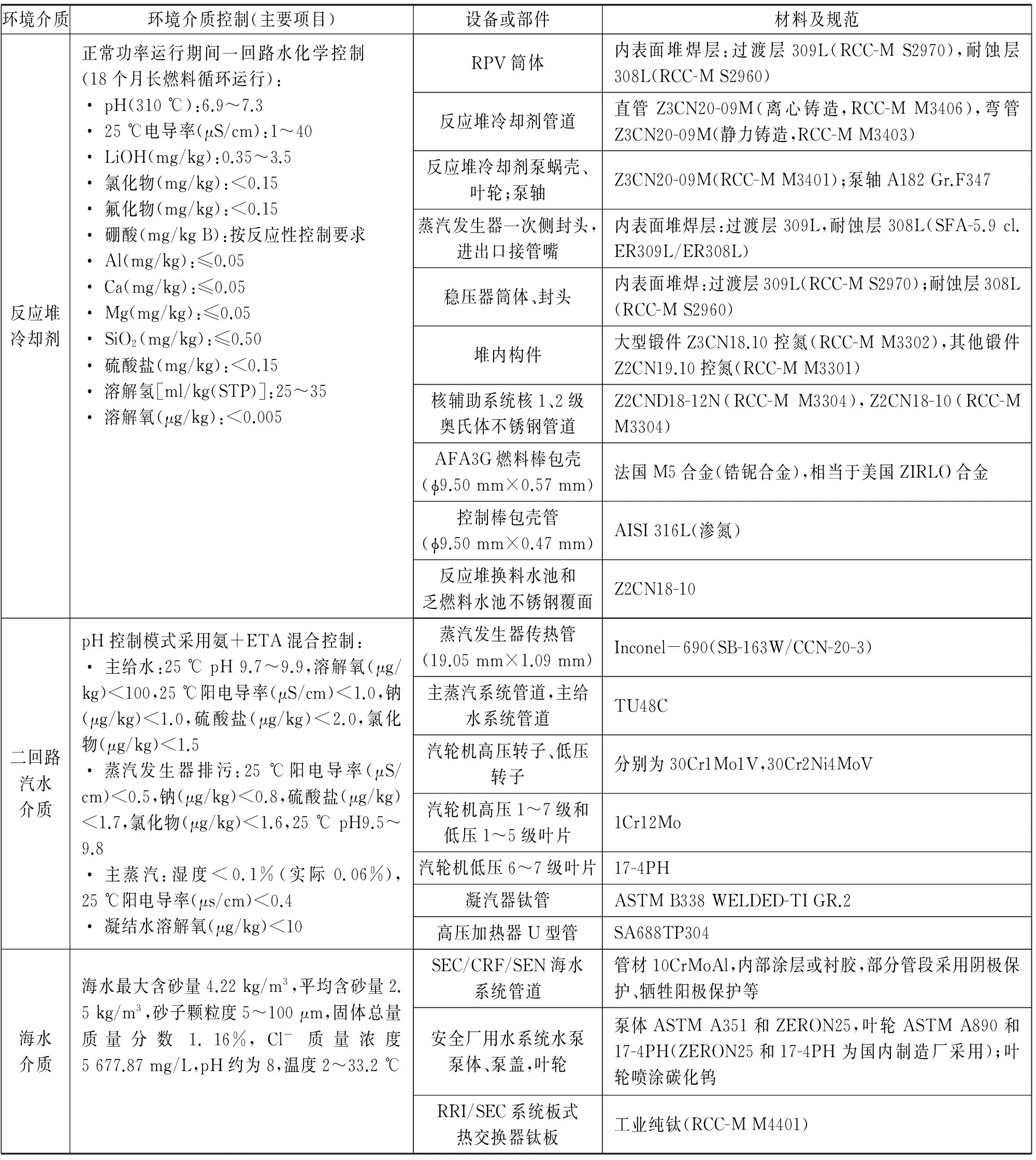
表1 PWR核電機組環境介質和設備或部件材料(秦山二期)
根據以上結果,判定插塞孔處管材和插塞裂紋處存在較大的應變硬化,導致晶間應力腐蝕裂紋的萌生和擴展。
根據國內外核電廠多起失效案例,非敏化不銹鋼晶間應力腐蝕開裂部件的共同點是部件整體或局部發生了應變硬化。在管材及插塞基材顯微組織中未觀察到滑移帶,表明材料的真應變小于12%,即插塞和管材的局部應變引起的加工硬化機制為位錯強化。PWR核電廠一回路水中氧和參與化學反應的合金元素快速反應,生成的氧化物由于體積膨脹和對位錯運動的阻礙使得晶界處應力進一步集中,最后導致晶界強度降低,裂紋以沿晶擴展的方式發展。
2.3熱交換器鈦板海水液固兩相流沖刷腐蝕
秦山二期核電機組投入商業運行后,常規島閉式冷卻水系統(SRI系統,除鹽水)與設備輔助冷卻水系統(SEN系統,海水)的板式熱交換器(SRI/SEN板式熱交換器)頻繁發生因鈦板穿孔和鈦板橡膠密封墊失效引起的海水泄漏故障,鈦板的海水進口區和導流區局部減薄。對設備失效的原因進行分析。結果表明:鐵板失效的直接原因是海水液固兩相流沖刷腐蝕(腐蝕性磨損);根本原因是針對秦山二期SEN系統的特定海水水質,板間流速設計值過高,在鈦板海水進口區和分流區范圍的海水流速位于沖刷腐蝕門坎速率下限附近,海水懸浮物和泥沙沉積形成的局部堵塞使局部流速進一步增大,在流速高于門坎速率的局部區域,沖刷腐蝕導致鈦板減薄直至穿孔。
2.4主給水管道流動加速腐蝕(FAC)
2012年,機組109大修期間對二回路部分管線進行了管壁超聲波測厚,發現兩臺主給水泵系統(APA)前置泵后的第一個彎頭和兩臺主給水流量調節閥后的直管段發生了壁厚減薄超標,隨即對這兩個彎頭和兩個管段實施了更換處理。
彎頭和閥后直管段的尺寸、材料和給水流速分別為φ406 mm×11 mm/ST45.8-Ⅲ/5.5 m·s-1和φ406.4 mm×23.83 mm/TU48C(RCCM-M1141)/5.1 m·s-1,運行水溫分別為149 ℃和230 ℃,實測壁厚分別為6.9~8.2 mm和16.8~18 mm。
對更換下的彎頭和直管段進行理化分析,結果表明:彎頭和閥后直管段材料實測化學成分均符合規范要求,但鉻含量較低,彎頭和閥后直管中鉻的質量分數分別為0.01%和0.025%。表面腐蝕產物為Fe3O4,無其他有害元素(如S、Cl)和物相。金相組織為正常的鐵素體+滲碳體,微觀形貌呈“馬蹄坑”狀,在高倍下均發現每個“馬蹄坑”底部存在不同程度的氧化膜破裂形貌,呈旋渦狀發展,表明在流體作用下基體表面氧化膜不斷地溶解與再生成,流體在凹坑內呈旋渦狀,氧化膜破裂區也主要沿旋渦狀分布于各凹坑內部,為典型的單相流FAC形貌。
3 核電廠設備腐蝕防護存在的問題
核電廠系統設備可靠性,指系統或設備在規定時間區間內和規定條件下能完成規定功能的能力。設備材料腐蝕與防護屬于系統設備可靠性范疇。國內外核電廠目前大多參考美國核電運行研究所(INPO)發布的Equipment Reliability Process Description(INPO AP-913V2,簡稱INPO AP913)識別和組織核電廠設備可靠性相關活動。筆者分析認為,INPO AP913側重設備管理及使用可靠性,并未形成包括固有可靠性分析和基于可靠性原理的體系。可靠性工程控制的核心思想,是通過分析得出設備材料發生腐蝕的根本原因,并針對根本原因采取措施,設備可靠性就會得到提高。
參考相關可靠性理論,設備材料腐蝕損傷相關可靠性可劃分為兩大類,即固有可靠性和使用可靠性。固有可靠性(即固有性質)指在設備制造過程中確立的可靠性,包括設計、材料、制造及檢驗;使用可靠性(即服役行為)與系統設備使用條件相關,包括運行(工藝參數,環境)和維修(檢查和維修)。
核電廠運行經驗表明,核島設備防腐蝕設計較為成功,常規島的設備材料主要是在固有可靠性方面存在待改進問題。
本工作主要結合秦山二期的實際情況探討設備材料腐蝕損傷相關固有可靠性和使用可靠性問題。
3.1固有可靠性
3.1.1 核電材料標準
材料性能是核電廠設備設計輸入的關鍵數據,眾多廠家生產的材料的固有可靠性需要用材料標準來規范。有關核電材料標準方面存在的問題如下:
1) 核電材料規范對部分材料化學成分控制范圍過寬、殘余元素控制不足
如RCC-M M3304規定Z2CND18-12(控氮)鋼的化學成分有C、Si、Mn、P、S、Cr、Ni、Mo、Cu和N,實際設計時增加了對Co、B和Ta+Nb元素的控制。大量試驗結果表明,30余種元素對奧氏體不銹鋼氯脆敏感性有影響[4-8]。筆者認為即使權衡服役性能要求和經濟性,也應進一步提高材料的純凈度。
2) 核電材料規范對組織和相結構的要求不夠明確
以RRCC-M為例,RCC-M第Ⅱ卷材料篇中分門別類給出了碳鋼(M1000)、合金鋼(M2000)、不銹鋼(M3000)、特殊合金(M4000)、其他材料(M5000)和鑄鐵件(M6000)共六大類材料的要求。僅有少量鋼種提出了δ-鐵素體含量測定和晶粒大小要求。國內核電材料采購通常是由設計院根據規范和文件編制采購技術要求或采購技術規格書,由核電廠業主、設計院與材料加工制備廠協商確定。這種方式的靈活性,可能導致相同牌號材料的質量差異較大,或者不同制造廠重復“試制”,可能造成材料不滿足使用要求的情況發生。國內核電廠曾發生過因非金屬夾雜物尺寸較大導致控制棒驅動機構Ω密封環在一回路水壓試驗后PT檢出線性顯示等事件。
3) 核電材料國產化有待根據工程經驗反饋持續完善并期待形成核心技術
核電材料國產化需要進行充分試驗和理論分析,且其性能需要相對較長時間的工程驗證。核電材料需要不斷改進而形成核心技術。
即使是早在1988年就完成了替代進口材料17-4PH的國產汽輪機葉片用鋼0Cr17Ni4Cu4Nb的研制,并形成了國家標準GB/T8732-1988,但核電汽輪機運行工程經驗表明其服役性能迄今仍不令人滿意。近幾年,采用國產0Cr17Ni4Cu4Bb的核電汽輪機低壓轉子次末級葉片發生了三次葉片斷裂事故。實測葉片材料的屈強比高達0.83(推算ASME要求90%屈強比<0.7),葉片最大應力的理論計算值已達到其屈服強度的90%,δ-鐵素體含量(質量分數,下同)小于1%。西屋公司采用的17-4PH標準,要求δ-鐵素體含量≤5%,實測葉輪機原裝葉片的δ-鐵素體含量為4%~5%,葉輪機原裝葉片用于秦山二期,未發生過葉片斷裂事故。升版后的GB/T 8732-2014標準《汽輪機葉片作用鋼》標準中要求0Cr17Ni4Cu4Nb的δ-鐵素體含量不得超過5%。δ-鐵素體含量較多會降低強度,在較高熱加工溫度(約1 200 ℃)進行鍛、軋時的生產效率較高但可能發生熱加工裂紋,因此在實際生產中,0Cr17Ni4Cu4Nb中的δ-鐵素體含量越低越好。δ-鐵素體可改善0Cr17Ni4Cu4Nb的焊接性和塑性,殘余奧氏體有利于改善塑韌性,控制核電汽輪機低壓轉子部件應力腐蝕的關鍵技術之一是可采用較低屈服強度的材料。另外,國內對0Cr17Ni4Cu4Nb斷裂力學行為的研究工作也較少。
3.1.2 核電設備防腐蝕設計
核電廠常規島的設備材料發生過多起因防腐蝕設計不當(主要是結構設計和/或材料選材)導致材料發生腐蝕損傷的事件。這主要是由于對核電廠特定腐蝕介質和工況考慮不當造成的。核電設備防腐蝕設計不當的典型案例有:
1) SRI/SEN板式熱交換器板間流速設計值過高,導致鈦板故障頻發;
2) 二回路部分汽水管道的材料選材不當,導致管道帶壓堵漏頻發;
3) SEC泵海水泥沙造成設備材料沖蝕腐蝕;
4) 防腐蝕施工和腐蝕檢查的可達性。
3.1.3 核電設備制造
設備制造導致的固有可靠性問題,主要包括制造質量控制不夠嚴格,制造檢驗技術落后,制造工藝技術欠缺等。筆者曾研究國內外奧氏體不銹鋼Z2CN18-10和Z2CND18-12N管材的制造質量,歸納出如下問題需要關注:
1) 使用廢鋼進行冶煉,導致很多問題發生,尤其是雜質含量控制問題。
2) 鍛造比不足3,采用煤氣加熱代替精煉電爐導致表面增碳,小直徑管道內壁增碳嚴重,大管徑管道用擴管工藝代替正常的軋制或者拉拔工藝,固溶處理加熱速率偏離和保溫時間較短,晶粒度偏粗,屈服強度過高等問題。
3.2使用可靠性
設備材料使用可靠性,包括運行方面的環境相容性、工藝參數是否在設計范圍和系統健康監督,維修方面的材料完整性、預防性維修優化和維修質量控制等。
偏離設計運行的常見案例是截止閥長期作為調節閥使用,例如汽輪機旁排系統(CET)截止閥,由此導致閥門遭受異常沖刷損壞,多次發生故障。
4 核電廠設備材料防腐蝕技術的改進
4.1核電材料用戶規范
針對核電材料規范對部分材料化學成分控制范圍過寬、殘余元素控制不足以及對組織和相結構的要求不夠明確等欠缺,以及眾多生產廠家的技術和質保能力參差不齊等問題,筆者提議建立一套核電行業共享的核電材料用戶規范(采購規范)。此規范需符合核電廠設計和建造規范要求,具有先進性、專用性和適用性,并且應比采購技術規格書更為詳細地規定核電設備材料要求,并定期(5 a)進行復查和更新。
4.2設備防腐蝕可靠性設計
對于核電廠關鍵設備的防腐蝕設計,建設開發并應用基于故障樹分析(FTA)、故障模式及影響分析(FMEA)和失效概率分析(FPA)的設備防腐蝕可靠性設計技術。
FTA、FMEA和FPA具有較強的邏輯關系。FTA分析哪些設備發生故障會導致機組≥10%功率波動或停機停堆,FMEA分析這些設備存在哪些功能重要故障模式及其影響,FPA分析重要功能故障模式發生的概率。根據以上分析結果進行防腐蝕設計,可進一步提升設備運行性能。
4.3工程協調控制
工程協調控制主要應用各工業領域均適用的工程控制論[9-11]的基本理論和方法,協調控制一個系統各組成部分之間的相互關系及整個系統的綜合行為,從而可能達到工程控制論期望實現的“用不可靠元件構造一個可靠的系統”的目的。通過工程協調控制提高系統可靠性的基本方法,是采用冗余原則(增加基數)、增設性質不同的獨立功能和避免疊加效應,包括串聯、并聯、串并混聯、橋聯等實現方式,可以用于核電廠設備材料腐蝕防護。
以SEC系統設備和管道為例。SEC系統管道采用冗余設計,分A、B兩列,一列運行、一列備用;在SEC泵上游設置有吸水暗渠沉積海泥砂,因此SEC管道海水的泥沙含量降低了50%以上,SEC系統板式熱交換器的鈦板不像常規島SEN海水系統的板式熱交換器那樣遭受嚴重的液(海水)、固(泥砂)兩相流沖刷腐蝕,即有效避免了“疊加效應”。SEC泵進、出口管道同時采用外加電流和犧牲陽極保護,防腐蝕效果良好(并聯)。位于管溝和核島的SEC管道采用三層涂層保護(串聯);按照“增設性質不同的獨立功能”的方法,該管段宜增設犧牲陽極保護,在涂層局部失效時可以提供有效防護。
4.4定期檢查和在線監測技術研發
研發有效的核電廠設備腐蝕損傷定期檢查技術和在線監測技術,以及時了解腐蝕狀態,給出準確診斷信息,并據此通過腐蝕介質控制和工況參數調整保持系統設備良好的運行狀態。
4.5材料耐腐蝕評定技術改進
工程上一般采用標準的“耐腐蝕評定試驗方法”(簡稱標準方法)對材料進行耐腐蝕評定。這需要充分認識研究對象的腐蝕機理以選取合適的試驗方法。通常使用國標和美標制定的標準試驗方法,但這些方法具有局限性,用標準方法檢驗認為沒有晶間腐蝕傾向的材料,并不能保證其在引起晶間腐蝕的其他介質中也不產生晶間腐蝕;反之有晶間腐蝕傾向的材料在許多環境中也未必會產生晶間腐蝕,即局限性較大。
筆者研究認為,需針對工程實際服役環境進行耐腐蝕試驗,試驗結果可以評價材料在工程實際情況下的耐蝕性。
4.6核電廠水化學改進
(1) 一回路
對于PWR核電廠一回路水化學,20世紀90年代以來包括美國、法國和日本等在內的研究結果表明(國內也有單位進行研究),在一回路添加微量的鋅(約10 μg/kg)可有效改善結構材料表面氧化膜的微觀結構形態,提高材料耐蝕性,減少腐蝕產物轉移,降低一回路放射性水平。PWR核電廠一回路加鋅始于1994年西屋公司和EPRI在美國Farley核電廠2號機組進行的試驗;1996年德國Biblis核電廠B機組應用并長期跟蹤一回路加鋅對輻射劑量率的影響,此后陸續在國外部分核電廠得到應用,沒有發現不良效果;目前國內僅AP1000核電機組在設計上采用加鋅。EPRI于2006年發布加鋅導則[12],推薦將一回路加鋅作為降低輻射劑量率和PWSCC風險的措施。
筆者認為,一回路需連續加藥以保持鋅含量,這需要增加一套相應的裝置,鋅的存在也會使化學和容積控制系統(RCV)凈化床的運行變得復雜。從秦山二期四臺核電機組三十多堆年的運行經驗來看,一回路放射性水平處于很低水平,集體劑量的(WANO)指標一直優于中值水平,若有應用需求應進行系統性的工程論證。
(2) 二回路
目前國際上流行的二回路pH控制劑包括乙醇胺(ETA)、嗎啉和氨等。秦山二期設計上采用氨處理,使得汽水分離再熱器(MSR)和高壓加熱器疏水等管線的pH偏低,不利于汽水管道材料抗FAC,從每次換料大修獲取的汽水管道壁厚監測數據和蒸氣發生器(SG)二次側沖洗泥渣數據可以反映出pH偏低的影響程度。也有部分國家核電廠采用高氨處理工藝。高氨處理也會導致SG排污凈化系統的除鹽床樹脂更換周期較短。近年來ETA因其較強的堿性和低揮發性而得到越來越多的應用,秦山一期率先應用ETA。在嚴格論證了ETA與二回路材料的相容性及對相關樹脂的影響后,秦山二期已在國內率先采用氨+ETA混合控制模式,有效提高了疏水的pH,給水鐵含量下降30%,MSR疏水鐵含量下降80%以上,實施效果良好。
4.7沿海核電廠不銹鋼海洋大氣氯離子腐蝕
2001年,南非Koeberg PWR核電廠2號機組燃料廠房內安全注入等系統管道發生貫穿性穿孔泄漏[12],盡管未產生核事故,但因更換長度186 m管道非計劃停堆56 d。泄漏原因是由于核燃料廠房通風系統沒有有效去除氯離子的方法,貫穿件也未封堵,導致設備表面每月都有0.57~70 μg/cm2氯離子沉積,使未經固熔熱處理的304L有縫鋼管遭受海洋大氣氯離子晶間應力腐蝕開裂。
大氣環境中不銹鋼的外應力腐蝕開裂(ESCC)[12-14]是需要高度關注的問題。ESCC發生在有保溫材料和裸露的不銹鋼表面;前者主要是雨水等通過外部的保溫材料達到不銹鋼表面,雨水和保溫層中氯離子凝聚在不銹鋼表面從而引起ESCC,損傷部位多見于焊縫熱影響區(HAZ),斷裂形態雖有穿晶裂紋但大部分屬于晶間斷裂。針對無保溫層的ESCC,筆者推薦采用表面涂層(不銹鋼油漆、樹脂涂層噴涂)的方法予以防護;針對有保溫層的ESCC,除選擇合適保溫材料以防止雨水進入等措施之外,筆者推薦先在不銹鋼表面包一層鋁箔。
4.8設備和管道保溫層下腐蝕
保溫層下腐蝕(CUI)是指在帶保溫層的設備或管道外表面發生的腐蝕現象。空氣中水分低溫凝結等可在保溫層與金屬表面形成潮濕環境,碳鋼和低合金鋼金屬在此類薄層電解液膜中易發生均勻腐蝕或點蝕,奧氏體不銹鋼可能發生SCC和點蝕[13-14]。秦山二期檢查發現的設備和管道CUI主要發生在DEG(核島冷凍水系統)和DEL(電氣廠房冷凍水系統)。M310型核電廠一般采用冷凍水系統向通風系統的冷卻盤管提供7 ℃冷凍水(進口12 ℃除鹽水);其他如蒸汽排放裝置管道和閥門也可能存在CUI問題,常常造成跑冒滴漏。有必要深入開展核電廠設備和管道CUI相關研究,包括保溫層下薄層電解液膜環境碳鋼表面專用核級涂層的研發。
4.9不銹鋼堆焊層長期服役行為
核電廠一回路設備碳鋼表面普遍采用309L/308L堆焊層,但有關16MND5(或AS-508cl.3a)和309L/308L堆焊層組成的復合體的長期服役行為的研究較少,有必要深入研究其在反應堆冷卻劑中,存在輻照條件下的腐蝕行為。
4.10SG泥渣含量
運行過程中SG二次側中雜質(主要是二回路腐蝕產物Fe3O4)以重力沉降、沸騰和紊流沉積等方式在管板、支撐板和傳熱管的表面以及傳熱管與支撐板間隙中沉積,形成結垢和泥渣堆積,嚴重時可能發生SG水位不穩定,傳熱性能下降和傳熱管腐蝕,以及在功率變化期間雜質隱藏返回現象。
筆者對秦山二期二回路系統管道流體中鐵離子及其分布情況進行了歷時7 a的布點監測,根據監督結果建立的計算模型計算得出的每個燃料循環沉積在SG管板上和泥渣收集器中的泥渣量與換料大修期間SG泥渣沖洗數據完全吻合,結合歷年來的二回路水化學、材質等的改進情況,判斷泥渣量既與二回路中腐蝕產物量高低有關,也與SG設計有關,但主要與SG排污設計相關,今后的SG設計優化需關注這一問題。
5 結束語
腐蝕防護是核電廠設備材料完整性控制的重要工作,是核安全的關鍵支撐。當前,核電廠在日常和換料大修期間處理影響機組運行的腐蝕相關功能性缺陷的工作量依然很大。本工作從核電廠營運需求視角,根據生產運行過程中易發生或潛在故障模式比較系統地提出了需要高度關注的課題,并基于可靠性理論和交叉技術對腐蝕防護技術改進措施和研發方向進行了探討和展望。
[1]GRACEY L. Environmentally induced stress corrosion cracking of stainless steel components[R]. KBA 0022 N NEPO NEPP 101 Rev 4,[S.l.]:[s.n.],2010.
[2]壓水堆核島機械設備設計和建造規則RCC-M(2000及2002補遺)[M]. 上海:上海科學技術文獻出版社,2010.
[3]REDDY S J. Chlorine loss from polyvinylchloride under neutron irradiation[J]. Journal of Radioanalytical and Nuclear Chemistry,1997,223(1):233-234.
[4]SEDRIKS A J. Corrosion of stainless steels[M]. New York:John Wiley & Sons,1996.
[5]張興田,丁有元,王建軍,等. 奧氏體不銹鋼管道焊接熱裂紋缺陷模擬方法研究[J]. 焊接,2008(12):55-57.
[6]李邱達,毛彩云. 秦山第二核電廠蒸汽發生器一次側人孔螺栓孔銹蝕缺陷處理方案分析[J]. 中國核電,2013,6(增):147-154.
[7]ASTM B637-03Standard specification for precipitation-hardening nickel alloy bars,forgings, and forging stock for high-temperature service[S].
[8]SAE AS 7246-2004Inserts,screw threads,helical coil 72Ni-15.5Cr-0.95(Cb+Ta)-2.5Ti-0.70Al-7.0Fe corrosion and heat resistant alloy procurement specification[S].
[9]錢學森,宋健. 工程控制論[M]. 北京:科學出版社,1983:766-794.
[10]BINDI C. Flow-accelerated corrosion in power plant[R]. Electric Power Research Institute:[s.n.],2008.
[11]BRUSH E G,PEARL W L. Corrosion and erosion product release in neutral feedwater[J]. Corrosion,1972,28(4):129-136.
[12]遲澤浩一郎. 不銹鋼-耐蝕鋼的發展[M]. 王昆,譯.北京:冶金工業出版社,2007:121-124.
[13]方奇術,劉洪群,鐘趙江. 核電廠設備及管線保溫層下腐蝕與防護技術[J]. 全面腐蝕控制,2014,28(3):36-39.
[14]汪峰,龔代濤,胡建群. 秦山三核安全廠用水系統(RSW)用泵葉輪犧牲性保護技術的應用與優化[J]. 水泵技術,2015(6):39-41.
Corrosion Damage Cases and Corrosion Protection Technology of Components in Nuclear Power Plant
ZHANG Xing-tian
(CNNC Nuclear Power Operation Management Co., Ltd., Haiyan 314300, China)
The design and features of component corrosion protection in nuclear power plants are introduced. Some corrosion damage cases of components, these failure modes and root causes discussed. Nuclear power material standards, corrosion protection design, manufacture and usage of components are discussed from the perspective of inherent reliability and use reliability of reliability theory.
corrosion; design of corrosion protection; component reliability; nuclear power material standard; nuclear power plant
10.11973/fsyfh-201607002
2016-05-12
張興田(1954-),高級工程師,從事核電廠材料和設備可靠性技術研發工作,13819375052,zhangxt@cnnp.com.cn
TG174
B
1005-748X(2016)07-0527-07
猜你喜歡
設備管理與維修(2022年21期)2022-12-28 07:34:58
設備管理與維修(2022年21期)2022-12-28 07:33:36
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中國特種設備安全(2022年1期)2022-04-26 14:15:58
中國核電(2020年2期)2020-06-24 03:37:36
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
中國核電(2018年4期)2018-12-28 06:43:48
電子制作(2018年11期)2018-08-04 03:26:08
中國核電(2017年1期)2017-05-17 06:10:11
工業設計(2016年12期)2016-04-16 02:52:00
