大型薄壁腔體數(shù)控加工與仿真技術(shù)的應(yīng)用
2016-09-08 02:22:50趙永紅白海峰
新技術(shù)新工藝 2016年6期
趙永紅,白海峰,鄭 杰
(中國電子科技集團公司第38研究所,安徽 合肥 230031)
?
大型薄壁腔體數(shù)控加工與仿真技術(shù)的應(yīng)用
趙永紅,白海峰,鄭杰
(中國電子科技集團公司第38研究所,安徽 合肥 230031)
大型薄壁腔體加工產(chǎn)生變形是難以解決的課題,通過對薄壁腔體結(jié)構(gòu)進行分析,制定合理的工藝流程,制作特殊的工裝夾具和刀具;在數(shù)控加工中,對薄壁腔體的切削參數(shù)進行優(yōu)化和調(diào)整,對刀具路徑和下刀方式的修正等改進,并進行系列數(shù)控程序的編制;根據(jù)數(shù)控仿真技術(shù)對程序的正確性進行判定,并通過對設(shè)計模型和仿真模型進行比較,有效防止刀具在加工過程中出現(xiàn)過切和夾具干涉的現(xiàn)象,可大大減小工藝質(zhì)量成本,縮短加工周期。
薄壁腔體;數(shù)控加工工藝;加工變形;數(shù)控仿真加工
薄壁腔體是由各種薄型板(殼)和加強筋構(gòu)成的輕量化結(jié)構(gòu),其剛度相對較低,加工工藝性相對較差,在切削力、裝夾力等因素作用下極易發(fā)生變形和振動。在加工過程中,切削參數(shù)(如加工進給、切削寬度、切削深度和轉(zhuǎn)速等)的設(shè)定可影響切削力、振動幅度和切削溫度[1],并直接影響零件的加工質(zhì)量;因此,根據(jù)零件的結(jié)構(gòu)特征,制定合理的加工工藝流程,編制數(shù)控程序,對零件的變形量和設(shè)計尺寸要素控制起決定性的作用。
1 薄壁腔體結(jié)構(gòu)分析
薄壁腔體外形尺寸為61.2 mm×1 128 mm×5 942 mm,腔深壁薄,最大腔深為(59.2±0.05)mm,最小壁厚為(2±0.05)mm,其結(jié)構(gòu)復(fù)雜(見圖1),多腔多孔(約2萬個)。
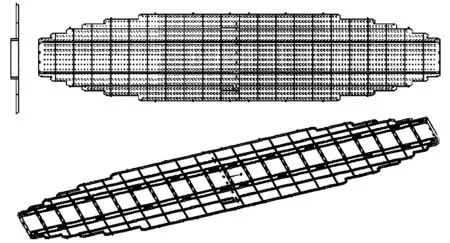
圖1 結(jié)構(gòu)簡圖
該薄壁腔體具有如下特點:1)制造精度要求高,為滿足裝配和性能的要求,對腔體的幾何公差提出了較高要求,尤其是關(guān)鍵部位的壁厚和槽寬的主要特征尺寸,要求精度為±0.05 mm,部分對稱度、同軸度為±0.05 mm;2)質(zhì)量輕,整個零件初始原材料為2 000 kg,全部加工結(jié)束后質(zhì)量≤60 kg,材料去除率≥97%。
2 薄壁腔體數(shù)控工藝設(shè)計
2.1工裝設(shè)計
薄壁腔體尺寸大,凹腔平面大,尤其底面設(shè)計尺寸要求為(2±0.05)mm。四周壓緊后中間易產(chǎn)生間隙,在加工過程中產(chǎn)生的切削力對腔體的精度影響較大,若薄壁腔體中間不采取有效的裝夾措施,底面的設(shè)計尺寸很難保證;因此,根據(jù)薄壁腔體的結(jié)構(gòu),制造一種基礎(chǔ)板(見圖2)和多種規(guī)格的壓條工裝(數(shù)量約100條),通過基礎(chǔ)板和壓條使加工底面與基礎(chǔ)平臺緊密貼合,使切削過程平穩(wěn),避免腔體底面產(chǎn)生振動而影響加工要素。
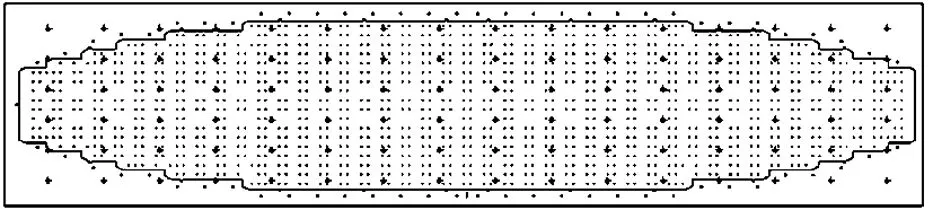
圖2 基礎(chǔ)板
2.2特殊刀具制作
由于薄壁腔體切削去除量大,刀具的使用壽命將影響零件的加工精度。刀具選用山特維克整體45°螺旋角三刃立銑刀,三刃刀可以增加刀具的剛度,大螺旋角設(shè)計可以增加排屑流暢,防止鋁屑與刀具粘結(jié)。在薄壁腔體中有多處讓位溝槽(見圖3),加工時,切削力和阻力都相對較大,因此,要求加工刀具設(shè)計除了必須兼顧刀具的外形,不能與薄壁上溝槽發(fā)生干涉外,還應(yīng)具備一定的排屑和容屑能力。為了實現(xiàn)上述溝槽的加工,制造了專用的成型刀具——外圓柱銑刀(見圖4)[2]。該刀具的前角Yp為12°~15°,后角為6°,螺旋角λ為30°,刃傾角Yo為9°~12°。該成型刀具結(jié)構(gòu)簡單、緊湊,可快速解決現(xiàn)有薄壁溝槽加工中產(chǎn)生的加工振動以及工件受力變形的問題,并輔以大容屑槽,可實現(xiàn)薄壁溝槽的快速加工,提高薄壁溝槽的加工精度和效率。
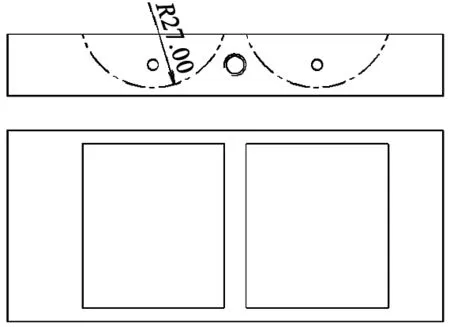
圖3 讓位溝槽
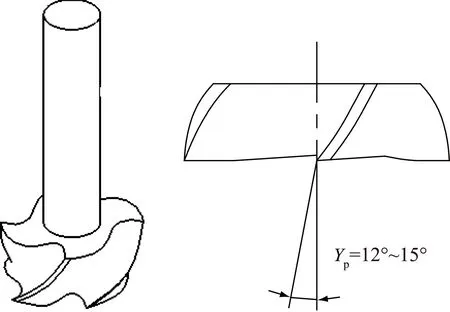
圖4 專用成型刀具
2.3數(shù)控工藝流程設(shè)計
根據(jù)設(shè)計要求,制定工藝流程見表1。
3 數(shù)控加工程序編制和三維動態(tài)仿真關(guān)鍵技術(shù)
3.1數(shù)控加工程序編制的關(guān)鍵技術(shù)
1)刀具路徑軌跡的選擇。在數(shù)控加工技術(shù)中,編程刀具軌跡的路徑方式有很多[3],包括雙向切削、等距環(huán)切、平行環(huán)切、平行環(huán)切清角和高速切削等。與數(shù)控龍門銑床主軸橫梁自重相比,其工作臺的自重較大,在拐角處容易產(chǎn)生沖擊,因而應(yīng)盡可能選擇
表1 薄壁腔體加工工藝流程
主軸橫梁運動相對較多的刀具運動軌跡,這樣有利于滿足零件精度要求。本文選用雙向切削的刀具軌跡方式,且在軌跡的長方向上與主軸橫梁保持一致(見圖5)。
圖5 刀具運動軌跡方式
2)刀具下刀方式的選擇。下刀方式包括直接下刀、斜插式下刀和螺旋式下刀[4]。采用直接下刀方式,易黏刀,對刀具的沖擊性大,刀尖磨損快;采用螺旋式下刀方式,當(dāng)腔較小時不易形成螺旋方式,同樣存在刀尖磨損快;采用斜插式進刀方式(見圖6),可以減小刀具在下刀時對工件Z向薄壁處周期性沖擊而引起強迫振動,同時可以延緩刀具底齒的磨損時間,從而提高刀具的使用壽命。
3)分層方式上的選擇。“2D輪廓加工”和“2D挖槽加工”在分層銑削的順序中有“依照區(qū)域”和“依照深度”2種設(shè)置(見圖7),選后者可以做到整個大面的層層剝離,使工件均勻受力[4],減少變形的產(chǎn)生。
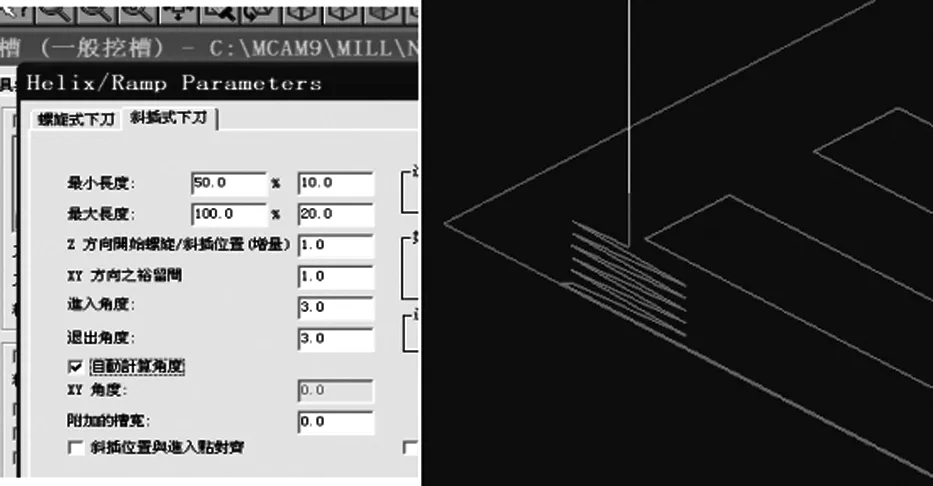
圖6 斜插下刀方式
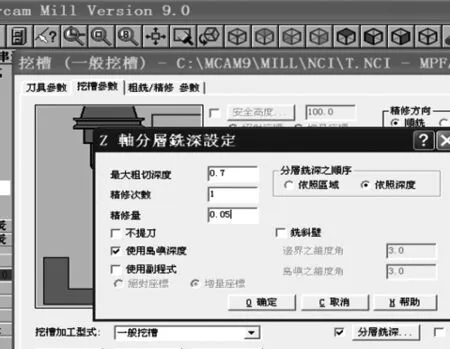
圖7 分層設(shè)置
3.2數(shù)控加工技術(shù)過程動態(tài)三維實體的仿真技術(shù)
目前,比較流行的數(shù)控加工技術(shù)過程動態(tài)軟件是Vericut,應(yīng)用該軟件,能夠通過數(shù)控程序代碼逆運算來實現(xiàn)幾何實體的仿真。利用MasterCAM X軟件的仿真技術(shù),可以實現(xiàn)設(shè)計三維幾何體和數(shù)控加工指令完成仿真幾何體的對比,確認零件加工是否滿足要求。
3.2.1仿真軟件Vericut數(shù)控加工過程仿真流程
Vericut模擬仿真軟件是一款專為制造業(yè)設(shè)計的CNC數(shù)控加工仿真和優(yōu)化軟件[5-6],其取代了傳統(tǒng)的切削實際試驗部件的方式,通過模擬整個機床的加工過程,校驗加工程序的準(zhǔn)確性,并幫助用戶清除編程錯誤,改進切削效率,減少工件在機床上的調(diào)試時間。該軟件采用了三維虛擬數(shù)控機床仿真加工技術(shù),在虛擬仿真加工過程中能夠提供足夠的數(shù)控加工信息,尤其是在建立整體數(shù)控機床(包括床身、夾具及刀具等)和加工零件毛坯的實體幾何模型時,采用真實感圖形顯示技術(shù),把加工過程中的機床和零件動態(tài)地顯示出來,具有與實際切削加工相同的效果。Vericut軟件具有尺寸檢查功能,在虛擬仿真加工結(jié)束后,可以對工件尺寸和形狀進行測量,根據(jù)測量結(jié)果再次修正程序,保證數(shù)控加工程序100%正確。Vericut數(shù)控加工過程仿真流程如圖8所示。
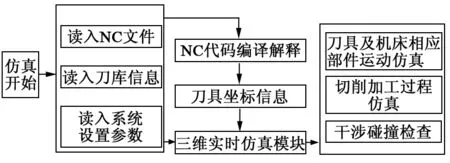
圖8 Vericut數(shù)控加工過程仿真流程
3.2.2仿真軟件MasterCAM X數(shù)控加工三維實時仿真技術(shù)
MasterCAM X數(shù)控加工三維實時仿真技術(shù)利用計算機圖形技術(shù),通過動畫的形式、形象,直觀地模擬數(shù)控加工的切削過程[7]。首先生成一個毛坯,然后根據(jù)數(shù)控加工指令(NC代碼),通過插補運算得到加工軌跡坐標(biāo)來驅(qū)動刀具與工件相對運動,并生成動畫,在屏幕上呈現(xiàn)數(shù)控加工的實時動態(tài)仿真,工件中被切除部分是通過重新涂色來實現(xiàn)的。另外,在實現(xiàn)動畫的過程中采用了雙緩存技術(shù)。在繪圖前先分配前、后2個緩存區(qū),繪制時先將圖形繪制到后臺緩沖區(qū)(即虛屏)中,然后通過交換前、后緩存區(qū),將后臺緩存區(qū)中已經(jīng)繪制好的圖形直接送到前臺緩存區(qū),由顯示設(shè)備完成圖像的屏幕顯示。此時,應(yīng)用程序已經(jīng)在后臺緩存區(qū)中繪制下一幅圖像了。如此反復(fù), 屏幕上總可以顯示已經(jīng)繪制好的圖像,而看不到繪制的過程。虛擬仿真三維結(jié)果與設(shè)計結(jié)構(gòu)三維模型對比如圖9所示。
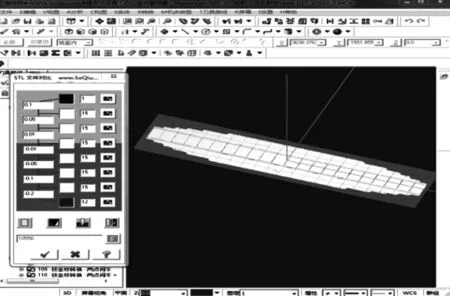
圖9 虛擬仿真與設(shè)計結(jié)構(gòu)對比
通過上述2種虛擬三維仿真和設(shè)計結(jié)構(gòu)的對比,可以確定該數(shù)控加工程序的正確性,通過設(shè)置不同的顏色,可以顯示不同的加工效果。
4 結(jié)語
薄壁腔體的制造應(yīng)根據(jù)工藝條件,找出加工的特點,分析制定合理的加工方案。在該零件的制造過程中,采用了多種數(shù)控方案,尤其是對數(shù)控編程技術(shù)有更高的要求,從中運用對稱銑削,多種仿真技術(shù)手段,確保了零件的正確性和高效性。
[1] 劉一聰. 薄壁零件的數(shù)控加工策略[J].企業(yè)技術(shù)開發(fā),2011(11):74-75.
[2] 趙永紅. 圓柱銑刀銑削力過程的物理建模[J].新技術(shù)新工藝,2012(9):7-10.
[3] 康亞鵬.MasterCAM X數(shù)控加工自動編程[M].北京:機械工業(yè)出版社,2006.
[4] 王再堯. 鈦合金盒體的數(shù)控加工工藝研究[J].航空制造技術(shù),2010(21):54-56.
[5] 楊勝群. VERICUT數(shù)控加工仿真技術(shù)[M].北京:清華大學(xué)出版社,2010.
[6] 陳貞奇,劉濤.基于VERICUT的數(shù)控加工仿真驗證[J].新技術(shù)新工藝,2015(3):47-49.
[7] 戴向國,于復(fù)生,劉雪梅. Mastercam 9.0 數(shù)控加工基礎(chǔ)教程[M]. 北京:人民郵電出版社,2004.
責(zé)任編輯馬彤
CNC Machining and Simulation of Thin Wall Cavity Parts
ZHAO Yonghong, BAI Haifeng, ZHENG Jie
(No. 38 Research Institute of CETC, Hefei 230031, China)
The deformation of large thin wall cavity is a difficult problem to solve. Through the analysis of the structure of the thin wall cavity, reasonable process, and making special fixtures and tools, optimize cutting parameters of the thin wall cavity in NC machining, and then improve the cutting path and make series of numerical control program. Using the numerical control simulation technology can ensure the correctness of the program. Finally, using the simulation model compare with the design model effectively prevents cutting problem and interference in the process of cutting, greatly reduces the quality cost, and shortens the processing cycle.
thin wall cavity, NC machining process, machine tolerance, NC machining simulation
TG 659
B
趙永紅(1977-),男,工程師,主要從事高速數(shù)控加工工藝等方面的研究。
2016-02-29
猜你喜歡
西北工業(yè)大學(xué)學(xué)報(2022年2期)2022-05-11 07:50:12
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
江西理工大學(xué)學(xué)報(2015年3期)2015-12-22 05:26:21
