裝載機(jī)駕駛室SMC頂護(hù)蓋設(shè)計(jì)
2016-09-05 08:48:50譚世穎廣西柳工機(jī)械股份有限公司廣西柳州545007
電子測(cè)試 2016年10期
關(guān)鍵詞:結(jié)構(gòu)設(shè)計(jì)
譚世穎(廣西柳工機(jī)械股份有限公司,廣西柳州,545007)
裝載機(jī)駕駛室SMC頂護(hù)蓋設(shè)計(jì)
譚世穎
(廣西柳工機(jī)械股份有限公司,廣西柳州,545007)
駕駛室頂護(hù)蓋輕量化的必要性。SMC因其良好的各項(xiàng)性能成為取代部分金屬材料的首選。本文介紹了SMC頂護(hù)蓋的設(shè)計(jì)要求、SMC成型模具的設(shè)計(jì)及工藝,以及制造過(guò)程出現(xiàn)的缺陷和解決辦法。
SMC頂護(hù)蓋設(shè)計(jì);輕量化;模具;生產(chǎn)工藝;缺陷;對(duì)策
某裝載機(jī)駕駛室A、D柱有開裂現(xiàn)象,經(jīng)有限元分析,發(fā)現(xiàn)主要是鋼制頂護(hù)蓋過(guò)重引起的,駕駛室顛簸和振動(dòng)時(shí)間久了導(dǎo)致立柱疲勞開裂,駕駛室的頂護(hù)蓋輕量化成為必然。
SMC以其良好的機(jī)械性能、耐腐蝕性、密度小、高效率、工程設(shè)計(jì)靈活等特點(diǎn)在各行各業(yè)得到廣泛的應(yīng)用,例如汽車、工程機(jī)械等。裝載機(jī)工況復(fù)雜,常會(huì)遇到高空落物以及物料從鏟斗飛出落在駕駛室頂上,頂護(hù)蓋起到保護(hù)司機(jī)免受傷害的作用,因SMC優(yōu)異的隔熱性能,頂護(hù)蓋還有遮陽(yáng)隔熱的作用。經(jīng)過(guò)綜合對(duì)比分析和試驗(yàn),選擇SMC作為頂護(hù)蓋輕量化的材料。
1 裝載機(jī)駕駛室SMC頂護(hù)蓋設(shè)計(jì)
1.1 零件壁厚設(shè)計(jì)要求
SMC頂護(hù)蓋的零件壁厚設(shè)計(jì)首先要滿足零件強(qiáng)度要求,兼顧零件成本,因此零件壁厚設(shè)計(jì)為4mm。同時(shí)SMC采用的是熱固化工藝,零件壁厚差異大會(huì)導(dǎo)致固化速度不均勻,整個(gè)制品的固化時(shí)間將延長(zhǎng),生產(chǎn)效率降低,同時(shí)導(dǎo)致殘余應(yīng)力產(chǎn)生,引起縮印,因此設(shè)計(jì)零件時(shí)零件各區(qū)域的壁厚最好均勻,無(wú)法做到均勻時(shí)局部位置厚度差不要超過(guò)2.5~3.5mm。SMC頂護(hù)蓋主體壁厚為4mm,當(dāng)初考慮安裝孔處的強(qiáng)度要很大,起初特地增加SMC頂護(hù)蓋安裝孔處金屬嵌件周邊的材料厚度,厚度達(dá)16 mm(圖1),因?yàn)楹穸炔町愡^(guò)大最終導(dǎo)致頂面出現(xiàn)明顯縮印,此處的固化時(shí)間也比主體其它部分的固化時(shí)間長(zhǎng)150秒左右。改進(jìn)頂護(hù)蓋安裝孔處的結(jié)構(gòu),用六條放射狀的加強(qiáng)筋代替原來(lái)的厚結(jié)構(gòu)后(圖2),解決了縮印問(wèn)題,把固化時(shí)間減短到和頂護(hù)蓋其它主體部分的固化時(shí)間同步,提高了生產(chǎn)效率和降低生產(chǎn)成本,又滿足強(qiáng)度要求。

圖1 原結(jié)構(gòu)
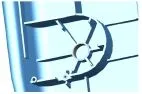
圖2 改進(jìn)結(jié)構(gòu)
1.2 脫模角度設(shè)計(jì)要求
一般來(lái)說(shuō),脫模角度過(guò)小的話,脫模阻力大且制品表面易拉傷,對(duì)于脫模而言,如果結(jié)構(gòu)允許,脫模角越大越好,頂護(hù)蓋制品深度大的地方脫模角度設(shè)計(jì)為不小于8°,深度淺的地方脫模角度設(shè)計(jì)為2~4°。
1.3 加強(qiáng)筋的設(shè)計(jì)
除了前面分析的局部厚度差異大引起縮印外,加強(qiáng)筋的厚度設(shè)計(jì)也很關(guān)鍵。與主體壁厚相比,如果加強(qiáng)筋太粗,零件表面會(huì)被強(qiáng)大的加強(qiáng)筋拉出縮印現(xiàn)象;加強(qiáng)筋太薄,材料難以流動(dòng)到模具薄腔處,造成成型不充分產(chǎn)生缺陷及筋條頂部強(qiáng)度不足。一般來(lái)說(shuō)加強(qiáng)筋的底部厚度設(shè)計(jì)為零件壁厚的3/4為佳,脫模角度單邊要求達(dá)到1°,降低脫模阻力。駕駛室頂護(hù)蓋背后設(shè)計(jì)有很多網(wǎng)格狀的加強(qiáng)筋,加強(qiáng)筋相交有三種結(jié)構(gòu):直接相交,圖3;通過(guò)圓柱結(jié)構(gòu)相交,圖4;通過(guò)管壁狀結(jié)構(gòu)相交,圖5。頂出位置設(shè)計(jì)在加強(qiáng)筋相交處,因相交處強(qiáng)度大,可防止頂出變形。

圖3

圖4

圖5
2 頂護(hù)蓋模具設(shè)計(jì)重點(diǎn)
2.1 預(yù)埋嵌件的結(jié)構(gòu)設(shè)計(jì)
SMC的樹脂固化后右脆性,安裝孔處壓力過(guò)大會(huì)使樹脂崩落,因此制品的安裝孔處要嵌入金屬嵌件,通過(guò)金屬嵌件來(lái)傳遞緊固螺栓的預(yù)緊力,由于金屬嵌件和SMC之間的粘接力不是很大,金屬嵌件容易脫出或者轉(zhuǎn)動(dòng),因此金屬嵌件應(yīng)該有防脫出結(jié)構(gòu)(圖6)和防轉(zhuǎn)動(dòng)的結(jié)構(gòu)(圖7)。
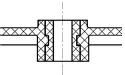
圖6 防脫的槽結(jié)構(gòu)
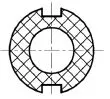
圖7 防轉(zhuǎn)的槽結(jié)構(gòu)
2.2 飛邊設(shè)計(jì)
飛邊設(shè)計(jì)應(yīng)使飛邊容易處理,處理效率高,處理后制品外觀均勻光潔。飛邊厚度設(shè)計(jì)一般在0.1~0.2mm,飛邊盡量在同一個(gè)面里的或在同一條連續(xù)的線上,錯(cuò)位的飛邊不易處理。
2.3 頂出機(jī)構(gòu)選擇
SMC模具頂出方式有油缸頂出和機(jī)械頂出兩種方式;油缸頂出方式,頂出過(guò)程同步性好,平穩(wěn),效率高,噪音低。機(jī)械頂出方式,效率低,頂出力的大小不能進(jìn)行控制。油缸頂出方式可以調(diào)節(jié)頂出力的大小。頂護(hù)蓋面積大,脫模阻力會(huì)有變化,使用油缸頂出方式能夠靈活調(diào)整頂出力,平衡頂出速度。
3 頂護(hù)蓋生產(chǎn)關(guān)鍵工藝介紹
3.1 片材計(jì)量與剪裁。首先對(duì)片材質(zhì)量和性能參數(shù)進(jìn)行檢查,然后按制品結(jié)構(gòu)形狀、加料位置決定片材剪裁尺寸,制作樣板裁料。片材剪裁成方形較容易操作,尺寸按制品表面投影面積的40%-80%。模具安裝一定要水平,確保安裝位置在壓機(jī)臺(tái)面中心,加料前要用干凈紗布將脫模劑擦勻。加料前揭去片材保護(hù)薄膜。
3.2 嵌件預(yù)埋。把嵌件依次放入模具內(nèi),確認(rèn)沒(méi)有漏放。
3.3 加料。片材裁剪好后,按工藝要求鋪放材料,鋪料時(shí)應(yīng)注意:
1)加料方式必須有利于排氣。避免SMC片材有折皺和空鼓現(xiàn)象,多層片材疊放時(shí),最好將片料按上小下大呈寶塔形疊放,否則零件內(nèi)部會(huì)形成針眼和空包,涂裝烤漆時(shí)會(huì)產(chǎn)生氣泡。
2)避免分區(qū)鋪設(shè),應(yīng)連續(xù)層疊鋪設(shè),否則塊與塊之間銜接強(qiáng)度下降。
3)在鋪料前,為增加片材的流動(dòng)性,可先用100℃進(jìn)行預(yù)熱。鋪設(shè)位置應(yīng)在模腔的中部,必須確保成型時(shí)材料流動(dòng)順暢,能夠同時(shí)達(dá)到模具成型內(nèi)腔各端部,尤其要關(guān)注制品的薄壁結(jié)構(gòu)處填充要充分。
3.4 成型。成型是一道關(guān)鍵的工序,應(yīng)重點(diǎn)控制以下三個(gè)要素:
1)成型溫度 SMC頂護(hù)蓋結(jié)構(gòu)相對(duì)簡(jiǎn)單,厚度均勻,壁厚在4mm,其成型溫度一般控制在135±5°C范圍內(nèi),型腔的溫度比型芯的溫度高5°C左右。
2)成型壓力 成型壓力的確定應(yīng)考慮的影響因素較多,如制品的結(jié)構(gòu)復(fù)雜程度、尺寸、表面質(zhì)量的要求、模具分型、模具的配合間隙等。頂護(hù)蓋結(jié)構(gòu)簡(jiǎn)單,表面粗糙度要求不是很高,其成型壓力確定在25~30Mpa范圍內(nèi)。
3)固化時(shí)間 在頂護(hù)蓋安裝孔處SMC局部很厚的地方改進(jìn)前,頂護(hù)蓋在成型溫度下的固化時(shí)間是500秒左右,在局部厚料改成放射狀筋條從而讓厚度變得均勻后,通過(guò)反復(fù)試驗(yàn),固化時(shí)間降到350秒左右。
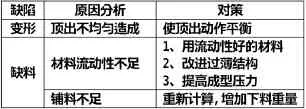
4 頂護(hù)蓋成型缺陷及對(duì)策
5 總結(jié)
頂護(hù)蓋從鋼制品改為SMC材料后,重量由50kg降到23kg,減重明顯,既保證了機(jī)械強(qiáng)度又解決了因?yàn)樘貙?dǎo)致立柱疲勞開裂的問(wèn)題,又獲得很好的隔熱性能。由于是一次模壓成型,相對(duì)金屬的拼焊結(jié)構(gòu),生產(chǎn)效率提高了很多,外觀質(zhì)量得到很大提升,成本降低30%,SMC材料取代金屬頂護(hù)蓋獲得了非常好的效果。
譚世穎,男(1970.8—),廣西柳工機(jī)械股份有限公司,主要從事裝載機(jī)駕駛室的設(shè)計(jì)開發(fā)工作。
Loader Cab SMC top cover design
Tan Shiying
(Liugong Machinery Co.,Ltd,545007)
Cab roof cover lightweight necessity.SMC because of its good performance to become the first choice to replace part of the metal material.This article describes the SMC top cover design requirements,defect SMC mold design and process, as well as manufacturing processes and emerging solutions.
SMC top cover design; lightweight;molds;production process;defects;countermeasures
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
