急冷風速對建陶輥道窯急冷段內氣體流動影響的數值模擬
2016-09-03 07:11:58童劍輝
陶瓷學報 2016年2期
童劍輝,馮 青
(景德鎮陶瓷大學,江西 景德鎮 333403)
急冷風速對建陶輥道窯急冷段內氣體流動影響的數值模擬
童劍輝,馮 青
(景德鎮陶瓷大學,江西 景德鎮 333403)
本文采用計算流體動力學(CFD)Fluent軟件,構建了輥道窯急冷段三維物理模型,并采用非結構化四面體網格對模型進行網格劃分,選擇標準K- 兩方程湍流模型,設置邊界條件,對輥道窯急冷段內氣體流動進行數值模擬,研究了急冷風速對急冷段內氣體流動的影響。結果表明:增加急冷風速可減小管內風速和噴風小孔風速各自沿管長方向的差別,從而使管內急冷風溫度沿管長方向分布更趨近均勻,同時也使沿管長方向相應各處的溫度更低。適當增加急冷風速有助于加強磚坯與急冷風之間的對流換熱,提高磚坯的冷卻速率。但急冷風速增加過大時,會使氣流速度沿窯寬方向相差較大,導致窯內寬兩側有較大溫差,極可能使制品產生風裂或色差等燒成缺陷。
輥道窯急冷段;急冷風速;速度分布;溫度分布;數值模擬
0 引 言
輥道窯是建筑陶瓷生產工業中最重要的工藝設備之一,對建筑陶瓷的產量、質量及成本起到關鍵性的作用。輥道窯的冷卻帶由急冷段、緩冷段和快冷段三部分組成。其中從燒成最高溫度至800 ℃左右為急冷段,制品在此溫度段由于液相的存在而具有塑性,因此可以進行急冷[1]。這不僅可以加快制品冷卻速度,縮短燒成周期,還可防止制品過度析晶,提高燒成質量。目前輥道窯急冷段普遍采用在窯內輥上下布置一定數量的橫貫窯斷面的急冷風管,急冷風通過急冷風管上的數個小孔以較高的流速噴出,對制品上下均勻噴冷風,達到急冷效果。由于急冷段內制品與空氣之間的傳熱主要為對流傳熱,因此制品的冷卻速度和冷卻效果主要取決于急冷風速和急冷段內氣流速度的分布。因此對輥道窯急冷段內氣體流動的研究,對掌握氣體流動及其與制品之間的對流換熱,提高制品冷卻效果具有重要的實踐指導意義。
近年來,隨著計算機模擬技術的飛速發展,許多研究者采用數值模擬法對輥道窯各帶內的氣體流場和溫度場進行了廣泛的研究,取得了大量的研究成果[2-12]。這些研究成果不僅豐富了輥道窯內氣體流動與傳熱的理論知識,還為輥道窯的結構優化和熱工操作提供了理論依據。在上述有關輥道窯內氣流的數值模擬研究中, 目前對輥道窯急冷段內氣體流動的研究工作開展依然較少。在文獻[8]中,筆者對輥道窯急冷段內氣流流動作了初步的數值模擬研究。之后,筆者采用該法還研究了急冷風管上的噴風小孔與磚坯之間的夾角對急冷段內氣體流動的影響[9]。為了進一步研究急冷風速對急冷段內氣體流動的影響,本文亦通過數值模擬法,采用FLUENT流體計算軟件,對不同急冷風速下急冷段內氣流的速度場和溫度場進行計算與分析。
1 物理模型及其網格劃分
本文選取某輥道窯急冷段一節窯體作為研究對象,其有關結構尺寸如下:
(1)窯體結構尺寸:長×內寬×內高(輥上、下高相同)=2000×2600×800 (mm)。
(2)輥上、輥下急冷管布置在同一斷面, 離磚坯上、下表面的垂直距離均為200 mm。
(3)急冷風管管徑為60 mm;急冷管上噴風小孔孔徑為10 mm,小孔間距為50 mm。
由于急冷風管上的噴風小孔尺寸較急冷風管和窯體尺寸小得多,且急冷段一節窯體上一般設有4-6對急冷管,因此對窯體進行網格劃分時,必然導致網格數量巨大,一般計算機無法進行計算。考慮到上述情況,同時又使物理模型具有一定的合理性和計算機能承受模型的網格數量,本文中急冷風管只在急冷段窯體中間位置輥上、輥下同一斷面上各布置一根。
另外,由于窯內磚坯厚度較窯體結構尺寸都很小,因此將其簡化為一塊厚度為0 mm的平板,磚坯離窯內壁兩側的距離根據文獻[1],取100 mm。最后簡化的計算模型如下圖1。
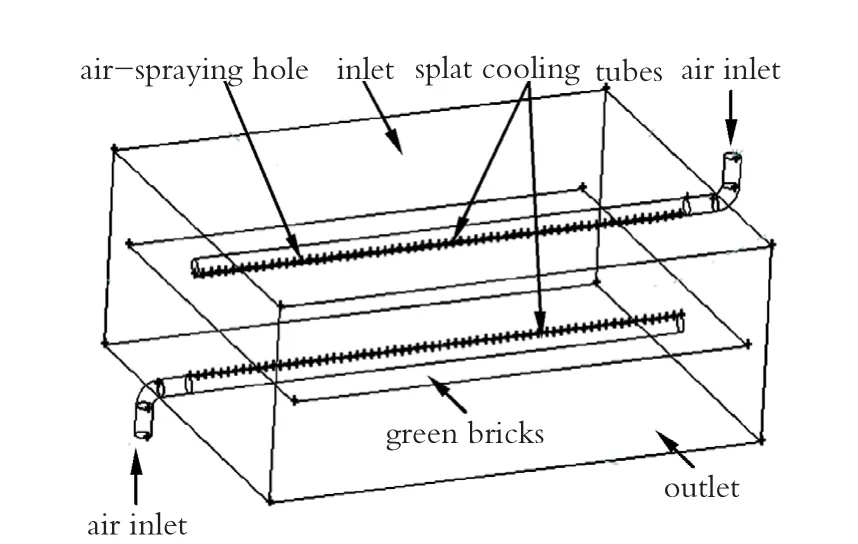
圖1 計算物理模型Fig.1 The computational physical model
采用Fluent軟件包的前處理軟件Gambit對構建的物理模型進行網格劃分。由于物理模型結構比較復雜,故采用非結構化的四面體網格對物理模型進行網格劃分,最后生成的網格總數為760013個。圖2為模型網格圖。
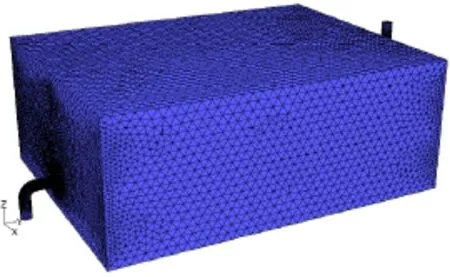
圖2 模型網格Fig.2 Mesh of the computational physical model
2 控制方程與邊界條件
2.1控制方程
從急冷風管小孔噴出的高速急冷風對窯內氣體產生強烈的擾動,使氣體流態為強烈的湍流,因此數值模擬中選用應用廣泛且成熟的標準κ-ε湍流模型[2-12]作為描述該段窯內氣體湍流流動。另外,描述急冷風管內氣體與急冷段內氣體流動的控制方程還包括連續性微分方程、動量方程和能量方程。所有控制方程如下:
① 連續方程:
② 動量方程:

③ 湍動能(K)方程:

④ 湍動能耗散率(ε)方程:

2.2邊界條件
沿窯長方向的熱氣體進出口斷面分別為壓力進口和壓力出口,急冷風管的急冷風進口端面為速度進口,各邊界條件的具體輸入參數及其大小如表1所示。
固體壁面包括窯墻、窯頂、窯底、急冷風管壁(包括伸出窯體部分和窯內部分)和磚坯。現代輥道窯采用較好的輕質隔熱耐火材料和伸出窯體的急冷風管壁面積相對較小,因此這兩種壁面向外散熱均很小,故本文中這兩種壁面均設為絕熱邊界條件。由于磚坯上下表面和窯內急冷風管內外壁均為流體,因此選擇Fluent軟件中提供的耦合(couple)熱邊界條件作為它們各自的熱邊界條件。另外,模擬計算中材料的物性參數如表2。
3 結果分析與討論
圖3為不同急冷風速時過急冷風管窯橫斷面窯內氣流速度(a)和溫度(b)分布。從圖3(a)中的氣流速度分布可以看出,急冷風管內的風速與從噴風小孔噴出的風速均沿管長方向不斷減小,且這種變化特征并未因進口急冷風速的改變而改變。這主要是因為進入急冷管內的急冷風在管內流動的過程中,越來越多的冷風從沿管長方向布置的小孔噴入窯內,造成急冷風量(即體積流量)沿管長方向不斷減少,進一步導致從小孔噴出的風量沿管長方向也不斷減小,而風管的斷面積和各噴風小孔的面積沿管長均未發生變化,根據Q(體積流量)=v(流速)·A(斷面積)這一關系式,便知風管內風速和噴風小孔風速沿管長方向分布的特征。急冷風管內風速沿管長方向的這一分布特征直接影響了管內急冷風溫度沿管長方向的特征。由于急冷風管內的冷風與窯內急冷段的熱氣流之間有很大溫差,因此急冷風管內的冷風在流動過程中不斷通過管壁與窯內高溫氣流發生間壁換熱。由于沿管長方向冷風流量越小,管內冷風升溫越快,同時冷風在管內流動的距離越長,被加熱的時間也越長,因此圖3(b)中管內空氣溫度分布呈現出沿管長方向不斷增加的特征。

表1 邊界參數Tab.1 Boundary parameters

表2 材料的物性參數Tab.2 Physical parameters of materials
比較圖3(a)中不同急冷風速條件下管內風速和噴風小孔風速沿管長方向的變化特征,發現隨著進口急冷風速的不斷增大,管內風速和噴風小孔風速沿管長減小的幅度減小,即這兩種風速沿管長方向的差別均有減小的趨勢。進一步比較圖3(b)相應的急冷管內空氣溫度分布發現,管內空氣溫度沿管長的差別也隨著風速的增加不斷減小,且溫度也越低。這是由于隨著進口急冷風速的增加,一方面使得冷風在管內加熱的時間變短,導致管內急冷風沿管長方向加熱時間差別減小;另一方面使得沿管長方向急冷風量的差別減小,導致沿管長方向管內各處的急冷風的升溫速度也相差更小。

圖3 急冷風速對急冷段內沿窯寬方向中心截面上氣流速度(a)和溫度(b)分布的影響Fig.3 Influence of air-splat cooling velocity on both velocity and temperature distributions of gas-flow in the section crossing the center of kiln body along width
進一步比較分析圖3(a)中窯內急冷段橫斷面上的氣流速度分布發現,隨著急冷風速的增加,風管(尤其是靠近風管封閉端)與磚坯上表面之間熱氣流速度越大,且影響的范圍也越大。這對于增強高溫磚坯與急冷風之間的對流換熱,加快磚坯的冷卻速率是有益的。但也應注意,由于各噴風小孔噴出的急冷風速與風管的夾角沿管內急冷風流動方向不斷增大,使得急冷風與窯內熱氣流的混合沿此方向也不斷加強,即動量、能量交換不斷加強,結果導致風管與磚坯上表面之間的熱氣流速度沿窯內寬方向有一定的差別。從圖3(a)中可進一步看出,當管內急冷風速不斷增加時,從噴風小孔噴出的急冷風速越大,結果這一區域的熱氣流速度相差越大,進一步導致沿窯內寬方向上的溫差越大(如圖3(b)所示),即窯寬一側(急冷風入口一側)的溫度較另一側的溫度高,容易使制品產生風裂或色差等燒成缺陷。
4 結 論
本文利用計算流體動力學(CFD)Fluent軟件,以建陶輥道窯急冷段內氣體為研究對象,建立了物理模型及其網格劃分,然后對其進行數值模擬計算,得到了不同噴流速下急冷段(包括急冷管)內氣體的速度場和溫度場,并對計算結果進行了分析,所得結論如下:
(1)急冷風管內的風速與從噴風小孔噴出的風速均沿管長方向不斷減小,而管內急冷風溫度沿管長方向增加,且這種變化特征并不隨進口急冷風速的改變而改變。
(2)增加急冷風速可減小管內風速和噴風小孔風速各自沿管長方向的差別,從而使管內急冷風得溫度沿管長方向分布更趨近均勻,同時也使沿管長方向相應各處的溫度更低。
(3)適當增加急冷風速有助于加強磚坯與急冷風之間的對流換熱,提高磚坯的冷卻速率,但急冷風速增加過大時,會使窯寬斷面上的氣流速度在窯寬方向上相差較大,導致窯寬兩側有較大溫差,容易使制品產生風裂或色差等燒成缺陷。
[1] 胡國林. 建筑陶瓷工業輥道窯[M]. 北京:中國輕工業出版社, 1998: 81-82.
[2] 張柏清, 盧立用, 黃志誠. 氣燒明焰輥道窯燒嘴的三維數值模擬[J]. 陶瓷學報, 2005, 26(3): 15-157.
ZHANG Baiqing, et al. Journal of Ceramics, 2005, 26(3): 15-157.
[3] 馮青, 李柯, 宮小龍, 等. 輥道窯擋火板開度對預熱帶氣流影響的數值研究[J]. 中國陶瓷, 2006, 42(4): 26-29.
FENG Qing, et al. China Ceramics, 2006, 42(4): 26-29.
[4] 張柏清, 龍小軍, 朱凌. 輥道窯燒成帶火焰空間的三維數值模擬[J]. 中國陶瓷, 2007, 43(2): 34-37.
ZHANG Baiqing, et al. China Ceramics, 2007, 43(2): 34-37.
[5] 王雪瑤,劉 石等. 陶瓷輥道窯高溫帶流場的數值模擬研究[J].中國陶瓷, 2007, 43(5): 29-32.
WANG Xueyao, et al. China Ceramics, 2007, 43(5): 29-32.
[6] 黎水平, 吳武輝. 基于數值方法的陶瓷輥道窯溫度場模擬研究[J]. 武漢理工大學學報, 2008, 30(9): 101-103, 142.
LI Shuiping, et al. Journal of Wuhan University of Technology, 2008, 30(9): 101-103, 142.
[7] 徐婷, 馬曉茜. 輥道窯燒成帶富氧燃燒及火焰空間數值模擬[J]. 中國陶瓷, 2009, 45(3): 40-43.
XU Ting, et al. China Ceramics, 2009, 45(3): 40-43.
[8] 童劍輝, 汪和平. 建陶輥道窯急冷段內氣體流動特征模擬研究[J]. 陶瓷學報, 2009, 30(1): 96-100.
TONG Jianhui, et al. Journal of Ceramics, 2009, 30(1): 96-100.
[9] 童劍輝, 馮 青. 輥道窯急冷噴風小孔與制品夾角對急冷段內氣體流動的影響[J]. 中國陶瓷, 2010, 46(2): 38-40.
TONG Jianhui, et al. China Ceramics, 2010, 46(2): 38-40.
[10] 魏延軍, 馮 青,潘小勇. 輥道窯不同輥下高度氣體流場與溫度場的數值模擬[J]. 中國陶瓷, 2012, 48(3): 40-43.
WEI Yanjun, et al. China Ceramics, 2012, 48(3): 40-43.
[11] 童劍輝. 設有噴風裝置的輥道窯預熱帶內氣流速度分布特征[J]. 陶瓷學報, 2014, 35(6): 644-648.
TONG Jianhui. Journal of Ceramics, 2014, 35(6): 644-648.
[12] 張任平, 孫健, 汪和平, 等. 輥道窯內陶瓷制品燒成過程動態熱響應特性的數值模擬[J]. 陶瓷學報, 2015, 36(2): 172-177.
ZHANG Renping, et al. Journal of Ceramics, 2015, 36(2): 172-177.
Numerical Simulation of Influence of Air-splat cooling Velocity on Gasflow in Splat Cooling Zone of Roller Hearth Kiln
TONG Jianhui, FENG Qing
(Jingdezhen Ceramic Institute, Jingdezhen 333403, Jiangxi, China)
For the numerical simulation study on the influence of air-splat cooling velocity on gas-flow in the splat cooling zone of roller hearth kiln, the 3D physical model was constructed and meshed with tetrahedral grid by using CFD Fluent software. The standard K- twoequation turbulent flow model was selected and the boundary conditions were set. The results show that increasing air-splat cooling velocity contributes to reduced difference of the velocity of air-splat cooling in tube as well as of air spraying from tiny holes along the length of tubes, which makes the temperature distribution of air-splat cooling in tube more even and the temperature of the corresponding location along the length of tubes lower. The appropriate increase of air-splat cooling velocity also can enhance the convection heat transfer between green bricks and air-splat cooling and further increase the cooling rate of green bricks, while an unreasonable rise in air-splat cooling velocity can cause the more serious difference in gas-flow velocity distribution along the width of kiln. Consequently, the more difference in temperature between both sides of kiln width occurs, which probably leads to several firing defects such as crack in brick, body tint and unevenness, etc.
splat cooling zone of roller hearth kiln; air-splat cooling velocity; velocity distribution; temperature distribution; numerical simulation
date: 2015-07-15. Revised date: 2015-09-10.
TQ174.6
A
1000-2278(2016)02-0195-05
10.13957/j.cnki.tcxb.2016.02.016
2015-07-15.。
2015-09-10。
通信聯系人:童劍輝(1977-),男, 博士, 副教授。
Correspondent author:TONG Jianhui(1977-), male, Doc., Associate professor.
E-mail:tjhgst@sina.com
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
電機與控制應用(2021年12期)2021-02-28 07:55:52
計算機應用(2021年1期)2021-01-21 03:22:38
海洋通報(2020年5期)2021-01-14 09:26:54
西南交通大學學報(2016年4期)2016-06-15 20:29:37
電測與儀表(2015年8期)2015-04-09 11:50:06
電機與控制應用(2015年7期)2015-03-01 03:50:15