新型引錠燕尾槽連接件在小方坯連鑄機上的應用
2016-09-02 10:24:53郭江增李冰朱躍克段占生
河南冶金 2016年1期
關鍵詞:焊縫
郭江增 李冰 朱躍克 段占生
(河南濟源鋼鐵(集團)有限公司)
?
新型引錠燕尾槽連接件在小方坯連鑄機上的應用
郭江增李冰朱躍克段占生
(河南濟源鋼鐵(集團)有限公司)
通過改進連鑄小方坯引錠燕尾槽連接件的加工工藝,實現一次冷墩成型,減少應力脆點。同時優化連接件材質,提高抗交變應力強度。有效解決了連接件在使用過程中斷裂問題。提高鋼坯成才率和生產效率,降低了工人勞動強度。
應力點拉斷冷墩成型
0 前言
小方坯連鑄機起步開澆是事故率最高的環節[1-2],影響因素多且偶然性極大,直接影響到起步成功率、作業效率、鋼坯質量等,如果出現拉脫、拉斷,處理不當甚至會造成人身傷害事故。分析開澆拉脫事故主要原因有兩個:一、引錠桿燕尾槽與連接件固定不牢固;二、連接件自身質量不達標異常開焊或斷裂。本文針對因連接件質量因素造成的拉脫事故展開分析,并研究實施改進方案,以期減少事故,提高生產效率。
1 濟源鋼鐵小方坯連鑄裝備情況及起步操作
河南濟源鋼鐵集團公司第二煉鋼廠有兩臺四機四流小方坯連鑄機,澆注斷面分別為:150 mm×150 mm和200 mm×200 mm。其中3#連鑄機以150 mm斷面生產建筑用鋼為主。3#機平均拉速2.6 m/min,年產能在80 萬t。起步開澆拉速設置為1.5 m/min,然后盡快提高到正常拉速。
其中連鑄引錠桿裝置包括引錠桿、引錠桿存放裝置、脫引錠桿裝置。引錠桿由引錠頭和引錠桿本體兩部分組成,引錠頭的外形呈鉤子形,其作用是在開澆之前,將結晶器的下口堵住,起到底板的作用。以便澆入的鋼水有足夠的時間在結晶器里形成與引錠桿頭成掛鉤似的活連接的凝固坯頭,當引錠頭通過拉矯機后,專門的脫引錠裝置使引錠頭與鑄坯自動脫開。引錠桿本體上端連接引錠頭,下端被拉輥咬合,開始澆注時將鑄坯拉出。其中在引錠和坯頭之間起關鍵連接作用的就是連接件。
送引錠準備工作:將引錠桿送入二冷室,將連接件頭部卡入引錠頭燕尾槽內并用木銷固定。為保證引錠頭與結晶器壁的密封,同時防止引錠頭與鋼坯頭部粘接影響脫坯,在引錠頭部用耐高溫石棉布覆蓋,手動操作緩慢送入結晶器下口。然后從結晶器口部在連接件周圍加入鋼水冷卻料并分布均勻,送引錠準備工作結束。
2 連接件存在問題分析
原來引錠頭燕尾槽所使用連接件為自行加工焊接,材質為普通螺紋鋼。連接件如圖1所示。
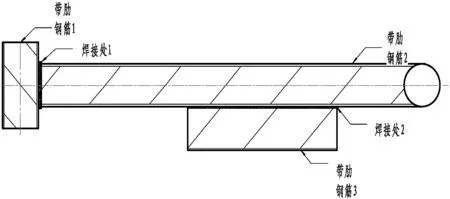
圖1 普通螺紋鋼連續焊接
由于是自行加工焊接,且所使用螺紋鋼多為剪切廢材。不僅焊接工藝無法保證穩定合格,螺紋鋼質量及強度也未能嚴格驗收。2013年前,3#機曾頻繁出現連接件從1處開焊造成拉脫事故。2013年出現爆發性趨勢,最多1月出現3次拉脫事故,造成長時間缺流拉鋼和過熱度升高,生產穩定性受到極大威脅。
2.1連接件開焊跟蹤分析
經過現場生產跟蹤,同時對連接件和開焊件反復對比,最終確定造成連接件開焊的原因主要由三點:1)連接件材質是普通螺紋鋼,所使用焊條是普通Q235焊條。在焊接成功后長時間未用或使用時瞬間高溫下,存在膨脹收縮不均勻,在焊縫中間出現應力點(斷裂的連接件焊縫中有明顯的孔洞);2)由于起步設定拉速比較高,拉矯機瞬間拉力較大,造成焊縫處薄弱應力點斷裂;3)由于是人工焊接,存在焊接質量差、焊接面積小、焊縫不飽滿等不可避免因素。
2.2引錠桿連接件承受的拉力理論計算[3]
2.2.1引錠桿在二冷區內承受的阻力
F1=R×A×Y(u+1)
式中:A——引錠桿的斷面積 ,cm2; Y——引錠桿的比重,取Y=0.0785(N/ cm3); u——引錠桿在二冷室的摩擦系數,取u=0.3。
已知A=150 mm×150 mm,連鑄機的外弧半徑R=8 m,帶入數據計算得出F1=13777 N。
2.2.2拉矯機各運動部件摩擦阻力
拉矯機正常拉坯阻力一般為二冷區阻力的1/3,所以
F2=F1/3=4592 N
2.2.3引錠桿連接件承受的總拉力
引錠桿連接件承受的總拉力可由下式計算:
F= F1+ F2=18369 N
連接件焊縫長度為15 mm, 根據計算,承受的最大拉力約為19950 N。與理論計算連接件承受的拉力幾乎相同。焊接質量及焊縫長度、拉坯阻力稍有波動,極易產生焊縫拉開斷裂事故。
3 改進方案
由于小方坯連鑄以生產普鋼為主,開澆快速起步是保證產量和生產穩定的主要因素。開澆拉速不可能調整太低。綜合前面原因分析,如果能夠在材質改善的基礎上,連接件1和2處能避免焊縫連接,實現一體成型,將徹底解決連接件斷裂問題。由于連接件體積較大,實施起來難度較大。經過反復查找,根據鐵路枕木鐵釘的原理,大膽提出連接件使用鐵釘的一次冷墩成型的制作工藝設想,并逐步開始實施。
為了提高連接件強度,經過比對,決定采用45鋼作為連接件材質。45鋼抗拉強度為600 Mpa,直徑15 mm的45鋼連接件,如果能夠一次冷墩成型,約可承受600000 N的拉坯阻力,是理論計算拉坯阻力的30倍,安全系數能得到極大提高。經過積極聯系供應商技術人員,論證一次成型的可能性并討論加工工藝。最終確定流程為拉絲—冷鐓—彎曲—調質—拋光—焊接附件—檢驗出廠。 改進后一體成型如圖2所示。
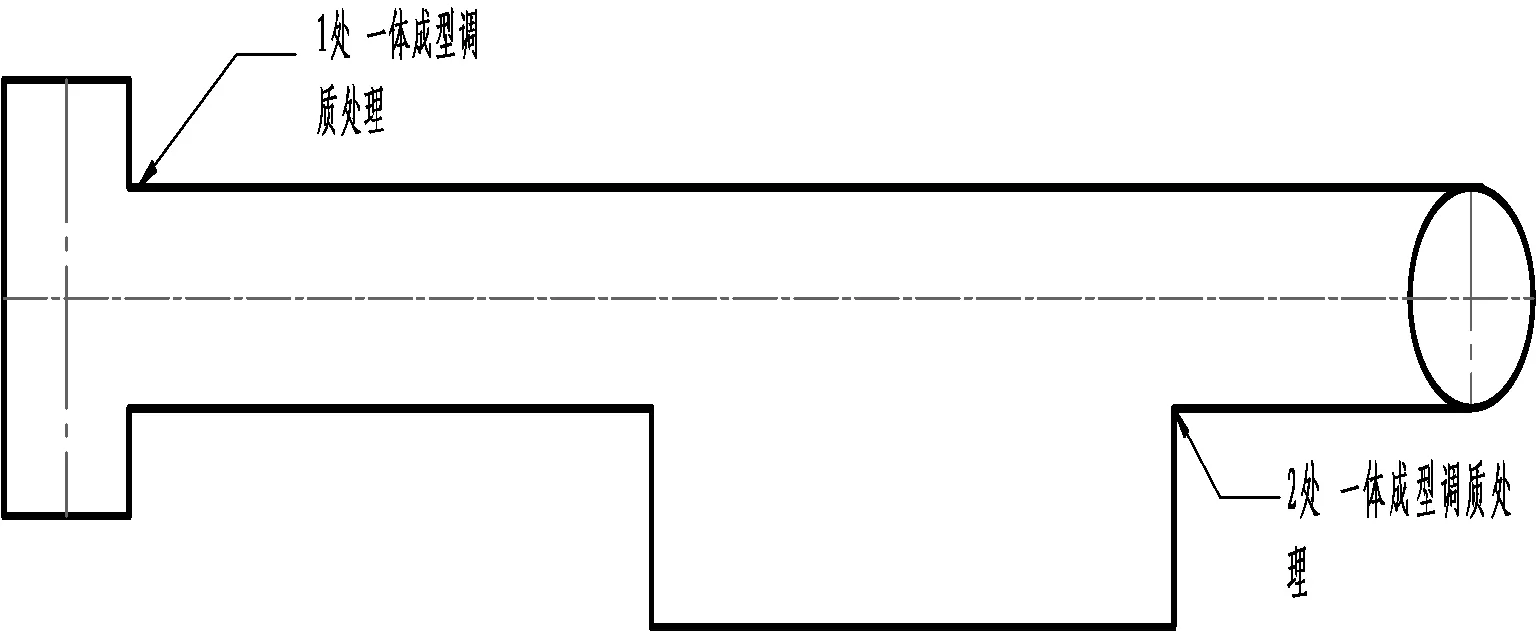
圖2 改進后一體成型
4 連接件改進后效果對比
2013年5月,第一批冷墩成型連接件100件到貨并跟蹤投入試用。試用30個中包,在原來拉速設定參數下,全部一次開澆拉坯成功,徹底結束了連接件斷裂的問題,2012年~2015年由于連接件斷裂造成拉脫事故對比見表1,改進前與改進后消耗對比見表2。

表1 2012年~2015年由于連接件斷裂造成拉脫事故對比
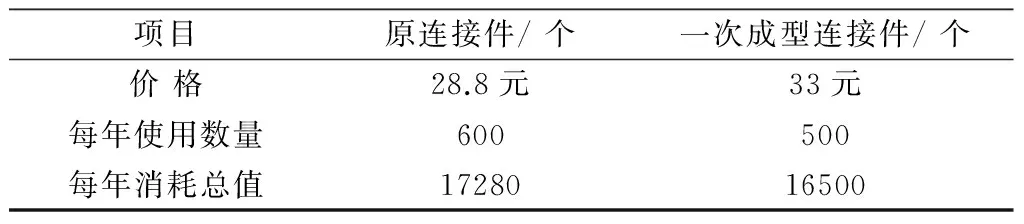
表2 改進前與改進后消耗對比
從表1可以看出,使用改進連接件后,拉脫事故為零。
5 結束語
1)經過重新研究和理論計算,大膽改進連接件材質和加工工藝,小方坯連鑄起步事故率達到有效控制。
2)事故率降低后,連接件消耗大大降低。改進后連接件單耗雖然價格比原來高,但是每年消耗總值反而下降,使生產工藝件費用得到了有效可控。
[1]周漢全.降低小方坯連鑄起步事故率的實踐[J].柳鋼科技,2000,16(1):7-10.
[2]孫曉屏.方坯連鑄起步事故的分析與控制[J].南鋼科技與管理,2005(3):23-26.
[3]李憲奎,許志強.連鑄拉矯機的拉坯阻力及功率的計算[J].冶金設備,1986(4):29-35.
APPLICATION OF A NEW DUMMY DOVETAIL GROOVE FITTINGS IN SMALL BILLET CASTER
Guo JiangzengLi BingZhu YuekeDuan Zhansheng
(Henan Jiyuan Iron and Steel (Group) Co.,LTD)
Through improving the processing technology of the dummy dovetail groove fittings used in small billet continuous caster, a cold pier molding is achieved, stress brittle point is reduced. Meanwhile, fitting material is optimized, the stress strength is improved. It effectively solves the fitting fracture problems in using process. Thus the success rate of the billet and the production efficiency are promoted while the labor intensity of workers is reduced.
stress pointssnapcold forming
聯系人:郭江增,工程師,河南.濟源(459000),河南濟源鋼鐵公司第二煉鋼廠;2015-12-15
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07