高速齒輪軸斷齒原因分析
2016-09-01 03:16:26王長健
表面技術 2016年6期
關鍵詞:裂紋
王長健
(四川建筑職業技術學院,四川 德陽 618000)
近年來中國的風電產業蓬勃發展,2011年全國新增裝機容量18 GW,居世界第一,但我國風機技術水平同歐美發達國家還存在明顯的差距,尤其是關鍵零部件的先進制造技術水平。風力發電機組一般安裝在荒郊、野外、山口、海邊等風能較大且周圍無遮擋物之處,發電機、齒輪箱等安裝在機組塔架之上狹小的機艙內,距地面幾十米高,常年受酷暑、嚴寒和極端溫差的影響,工作環境極其惡劣。據世界風力發電網數據,齒輪箱失效占風電裝備失效的12%。因此高速齒輪箱系統作為整個風機系統的核心部件,因使用環境極其復雜,其關鍵零部件(高速齒輪軸、軸承)等制造技術水平是影響風機裝備故障的主要因素[1—2]。
材質為17Cr2Ni2MoA的1.0 MW風電齒輪箱高速齒輪軸,質量為71.6 kg,共生產5件,其中4件在安裝裝配后進行試車試驗時發現有斷齒現象,導致高速齒輪軸報廢,同時導致整個風電齒輪箱的安裝調試工作停滯。該齒輪軸的生產工序流程為:煉鋼→鍛造成坯→第一次機械加工(粗加工)→預備熱處理(正回火熱處理)→超聲波探傷檢驗→第二次機械加工(半精加工)→滲碳淬火熱處理→第三次機械加工(精加工)→安裝裝配→試車試驗。為此,本文通過化學成分分析、齒面宏觀外貌觀察分析、宏觀斷口、宏觀金相、微觀金相、有效硬化層深度測試、掃描電鏡試驗分析等一系列的理化試驗,對該高速齒輪軸斷齒原因進行了分析。
1 試驗方法
斷裂高速齒輪軸原始形貌見圖1。對斷裂高速齒輪軸斷齒的斷口面進行清洗,觀察斷齒宏觀斷口形貌,并對斷齒的齒面進行觀察分析。將斷口碎片用掃描電鏡進行斷口微觀形貌分析,在斷齒高速齒輪軸上切取兩件橫向宏觀金相試片,觀察高速齒輪軸橫向宏觀金相組織形貌以及裂紋宏觀形態。在宏觀金相試片的裂紋處切取兩件微觀金相試樣,對裂紋的微觀形態進行分析,對鍛件齒面滲碳質量進行檢驗,并對齒面、齒根、齒頂的有效硬化層深度進行測試。同時切取化學成分分析試樣,對高速齒輪軸進行化學成分分析。
2 檢驗結果
2.1 化學成分檢驗結果
按ASTM E415—2008 碳素鋼和低合金鋼光學放射真空光譜測定分析的試驗方法,用德國OBLF QSN750型光電直讀光譜儀進行高速齒輪軸化學成分分析,分析結果見表1。該高速齒輪軸化學成分均符合產品技術要求。
2.2 高速齒輪軸外觀檢查分析結果
經現場情況調查以及對斷裂高速齒輪軸的外觀形貌進行觀察分析,該高速軸斷齒主要有三個特征:斷齒主要集中出現在高速齒輪軸某一相鄰部位;幾乎所有斷齒均起源于齒根;其余未斷齒上的裂紋大部分也起源于齒根。見圖2。
2.3 宏觀斷口形貌分析結果
對高速齒輪軸斷齒碎片斷口進行清洗后觀察,碎片斷口宏觀形態主要分為兩種類型。第一種斷口類型僅一塊,其斷口形貌見圖 3,斷裂源在齒根,斷裂源區光滑光亮,斷裂擴展區發現有較為明顯的疲勞貝紋線,約占整個斷口面積的60%,瞬時斷裂區呈較為粗糙的結晶狀斷口,約占整個斷口面積的30%。其余碎片斷口均為第二種斷口類型,其斷口形貌見圖4,為多源斷裂,斷裂源主要位于齒面次表層,同時整個斷口面光滑明亮,斷裂擴展區也有較為明顯的疲勞貝紋線。
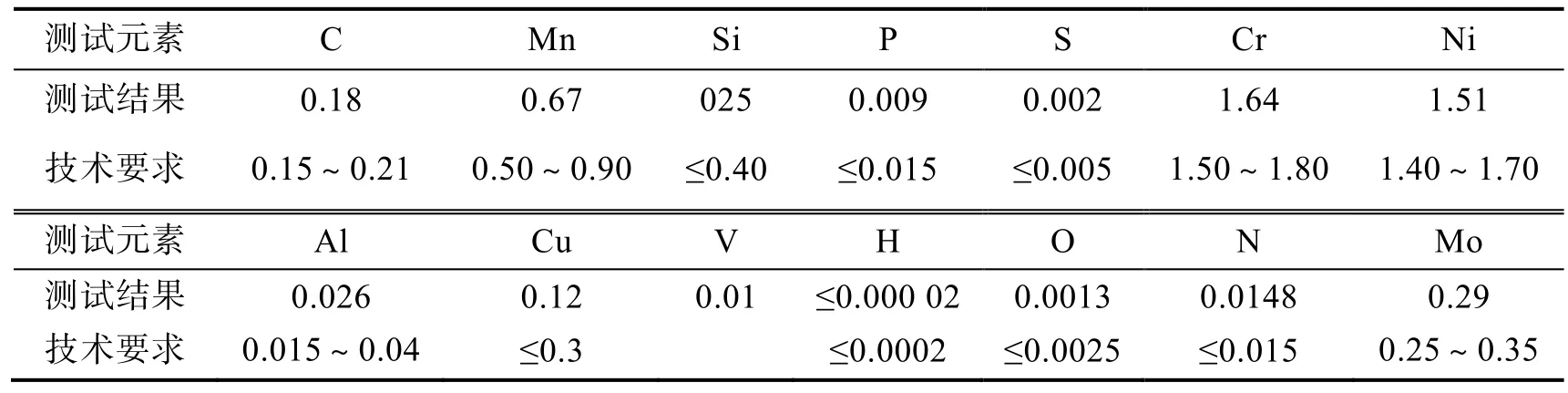
表1 高速齒輪軸化學成分(質量分數)Tab.1 Chemical composition of the high speed gear shaft %
2.4 齒面觀察分析結果
對圖 3中的第一種斷口類型的斷齒齒面進行觀察,發現齒面有明顯的擠壓痕跡,見圖5,對擠壓痕跡在顯微鏡下觀察,擠壓痕跡內有擠壓凹坑和裂紋。
2.5 宏觀金相檢驗結果
兩件橫向宏觀金相試片經50%(質量分數)的鹽酸水溶液熱酸腐蝕后,觀察其宏觀金相組織形貌。宏觀金相組織心部均細致,無明顯的疏松以及偏析缺陷,除部分斷齒外,齒部有裂紋。裂紋主要有兩種類型,第一種裂紋起源于齒根,另一種裂紋起源于齒面節圓處。宏觀金相組織形貌見圖6—7。
2.6 微觀金相檢驗結果
磨制切取的兩件微觀金相試樣,未經腐蝕在德國徠卡 DMI5000型光學金相顯微鏡下觀察,該高速齒輪軸非金屬夾雜物極少,按ASTM E45—2013標準[3]進行評定,各類非金屬夾雜物級別均未超過1.0級。齒根處裂紋微觀形貌見圖8,裂紋兩側及附近均未見非金屬夾雜物,但裂紋內均有呈白亮色的球形物。試樣經4%(質量分數)硝酸酒精溶液腐蝕后觀察,裂紋兩側未見氧化脫碳現象,裂紋附近顯微組織為回火馬氏體,裂紋內的白亮色球狀物均不受腐蝕,見圖9。按JB 6141.3—1992標準[4]對高速齒輪軸齒面滲碳組織進行評定,表層馬氏體及殘余奧氏體級別、表層碳化物級別、芯部鐵素體組織級別均為2級,符合產品的技術要求。按ASTM E112—2012標準[5]對高速齒輪軸的斷齒部位進行晶粒度級別評定,為7級,也符合產品的技術要求。
2.7 有效硬化層深度測試結果
采用顯微維氏硬度法,按ISO 2639—2002標準,加載載荷為1 kg,加載時間12 s,對斷齒的齒頂、齒根、齒面滲碳層的有效硬化層深度進行檢測,齒頂有效硬化層深度為1.79 mm,齒根有效硬化層深度為1.67 mm,齒面有效硬化層深度為1.60 mm,均超過技術要求0.8~1.3 mm,其中齒根硬度分布圖見圖10。
2.8 掃描電鏡分析結果
將第一種斷口類型斷齒碎片進行掃描電鏡分析(儀器為日本電子 JSM-5900LV型掃描電鏡),斷裂源區未見非金屬夾雜物及疏松孔洞等缺陷,斷口擴展區發現有疲勞輝紋形態,見圖 11,斷裂瞬斷區為準解理形貌。微觀金相試樣裂紋內的白色球狀物微區成分與基體成分接近,基本一致,僅Mo元素有一定差異,基體成分見圖 12,白色球狀物微區成分見圖13。
3 討論
從高速齒輪軸的使用時間來看,在試車時即已斷齒,使用時間極短。從斷齒的宏觀斷口形貌來看,無論是第一類齒部掉塊,還是第二類齒部掉塊,斷面上存在明顯的貝紋線,可以確定該高速齒輪軸是典型的快速疲勞斷裂[6—12]。
從高速齒輪軸的化學成分分析結果來看,該高速齒輪軸化學成分均合格,材質正常。從微觀金相檢驗結果來看,高速齒輪軸非金屬夾雜物較少;從宏觀金相檢驗結果來看,該高速齒輪軸內部組織細密,未見明顯的疏松,以及偏析、孔洞、白點等冶金缺陷。結果說明,該高速齒輪軸的冶金質量好,高速齒輪軸的快速疲勞斷裂與高速齒輪軸的冶金質量無關。
該高速齒輪軸表面進行滲碳熱處理,其目的是提高齒部表面含碳量,使得表面形成一層硬的、耐磨的硬化層,從而使齒部彎曲強度提高。表面滲碳硬化層深度過低,因齒面承受高的接觸應力與彎曲應力,齒面容易發生磨損、點蝕、剝落等破壞。表面滲碳硬化層深度過高,則可能促使高速齒輪軸齒頂破壞,齒根彎曲疲勞強度降低,工件熱處理生產成本增加,生產周期增長。從金相檢驗結果來看,高速齒輪軸表面滲碳組織中的表層馬氏體及殘余奧氏體級別、表層碳化物級別、芯部鐵素體組織級別均為2級,屬正常現象。從有效硬化層深度測試結果來看,該高速齒輪軸表面滲碳層的有效硬化層過深,無論是齒面、齒頂還是齒根,均超過了產品技術條件的要求。滲碳層過深,特別是齒根滲碳層過深,將增大齒根的馬氏體脆性,從而導致齒根所能承受的彎曲疲勞強度降低[13—15]。而該高速齒輪軸在運行試車過程中,齒根部位所承受的彎曲應力最大[13],當所承受的彎曲應力超過材料的彎曲疲勞強度時,必然在試車運行過程中齒根部位形成顯微裂紋,從而沿齒根形成快速疲勞開裂,即形成第一類齒部掉塊。事實表明,由于高速齒輪軸滲碳熱處理時表面滲碳層深度過深導致齒根脆性增大,所能承受的彎曲應力減小,是導致高速軸形成快速疲勞斷裂的關鍵原因。
當第一類齒部掉塊形成后,高速齒輪軸在試車運行時,剩余未斷的齒將承受所有的應力,因此,未斷齒部的受力將明顯增加,再加上未斷齒自身齒根、齒面、齒頂的表面滲碳層深度過深,因此剩余未斷齒的致裂因素是多重的,從而形成多源疲勞斷裂,即第二類齒部掉塊。在齒面的外貌檢查過程中,發現有明顯的擠壓麻點、麻坑,這進一步證實第一類斷齒后剩余未斷齒的受力環境發生較大變化,齒面的受力明顯增加所致。
從裂紋微觀形態分析發現,裂紋內部有白色的球狀物,疑似為工件內部的冶金缺陷,但從掃描電鏡微區成分分析得知,白色球狀物和基體成分一致,即白色球狀物不是外來物,而是高速齒輪軸在疲勞斷裂時殘存在裂紋內部的基體物質,任何物質在形成時均遵從最小能量原則,因此白色球狀物在高速齒輪軸疲勞開裂過程中形成球狀是正常的。
4 結語
該高速齒輪軸斷齒性質為快速疲勞斷裂,其形成原因是高速齒輪軸滲碳熱處理時齒根滲碳層深度過深所致。高速齒輪軸在熱處理生產過程中,應嚴把熱處理質量檢驗關,包括滲碳熱處理組織檢驗和有效硬化層深度測試,測試不合格堅決不使用,以避免后期質量事故發生。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38