PLANOMAT 406型數(shù)控精平磨機床功能擴展與應用
2016-08-31 06:55:46馬俊韜魏平安
制造技術與機床 2016年5期
關鍵詞:功能
高 虹 馬俊韜 魏平安
(西安航空發(fā)動機(集團)有限公司,陜西 西安 710021)
?
PLANOMAT 406型數(shù)控精平磨機床功能擴展與應用
高虹馬俊韜魏平安
(西安航空發(fā)動機(集團)有限公司,陜西 西安 710021)
針對PLANOMAT 406型數(shù)控精密平面成形磨床設備利用率低的問題,利用西門子數(shù)控系統(tǒng)的開發(fā)性,設計制作機床立磨頭安裝機構,選配立磨頭和精密動力轉臺,開發(fā)用戶磨削界面,實現(xiàn)立式磨削主軸無級調速控制。在機床原有平面磨削功能的基礎上,擴展端面和內外圓磨削功能,提高了機床加工能力。
數(shù)控平面磨床;立磨功能;用戶磨削界面
PLANOMAT 406精密平面磨床主要用于精密拉刀的型面磨削加工,因受限于現(xiàn)場配套工作臺、磁力平臺的規(guī)格尺寸,機床只能加工長度L<300 mm的小型號拉刀,加工范圍窄、利用率較低。基于此,設計制作全封閉鋼結構箱式支架,改善立磨頭安裝結構,基于西門子810D數(shù)控系統(tǒng)的高度開放性,應用MICROMASTER變頻調速技術,實現(xiàn)機床立式磨削主軸無級調速控制;應用數(shù)控系統(tǒng)HMI用戶接口應用技術,實現(xiàn)用戶磨削加工界面的設計開發(fā)。在保證機床原有平面磨削功能的基礎上,實現(xiàn)了端面和內外圓磨削加工功能,拓展了加工范圍,解決了機床加工能力不足的問題。
1 PLANOMAT 406型數(shù)控磨床
該磨床采用西門子810D數(shù)控系統(tǒng),控制3個閉環(huán)數(shù)字伺服直線軸(X、Y、Z)和一個模擬臥式砂輪主軸SP1。工作臺縱向移動為X軸,SP1砂輪主軸可隨Y軸、Z軸上下、前后移動,工件經磁力吸附在平臺上,磁力平臺固定在工作臺上。X、Y、Z軸由西門子1FT6系列緊湊型永磁同步伺服電動機驅動,SP1由直流主軸電動機驅動,美國Parker590+直流調速器控制,機床主要技術參數(shù)見表1。
表1PLANOMAT 406數(shù)控平面磨床技術參數(shù)
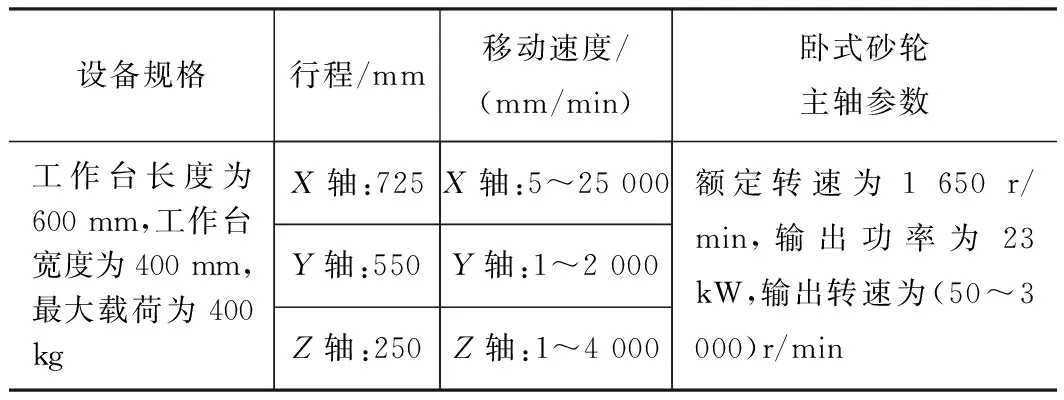
設備規(guī)格行程/mm移動速度/(mm/min)臥式砂輪主軸參數(shù)工作臺長度為600mm,工作臺寬度為400mm,最大載荷為400kgX軸:725Y軸:550Z軸:250X軸:5~25000Y軸:1~2000Z軸:1~4000額定轉速為1650r/min,輸出功率為23kW,輸出轉速為(50~3000)r/min
2 機床功能擴展
2.1硬件選型
既要保證機床原有平面磨削功能,還要實現(xiàn)端面和內外圓磨削功能,意味著既要保留機床臥磨頭機構和控制功能,還需加裝一套立磨頭機構(立磨頭和電動機)和精密動力轉臺,并實現(xiàn)相應控制功能。
2.1.1立式磨削主軸電動機
平面磨削、內外圓磨削的砂輪線速度(S)通常設定在(28~35) m/s之間,為了保證砂輪恒線速度磨削,主軸電動機轉速(n)應隨著砂輪直徑(R)變化而變化,即:砂輪磨削時因磨損直徑變小時,需相應提高主軸電動機的轉速(n),因此根據(jù)現(xiàn)有磨削主軸所安裝砂輪直徑,可計算得到主軸電動機轉速(n)的范圍。例如:砂輪直徑R=100 mm,線速度S=35 m/s,得到:n=60S/(πR)=60×35/(3.14×0.1)=6 688 r/min。考慮到內圓磨削用的砂輪直徑比較較小(Rmin=48 mm),因此確定選用西門子定制型三相交流異步電動機,型號為1LA5990-2AA95-Z,其主要參數(shù)見表2。
表2立式磨削主軸電動機的技術參數(shù)
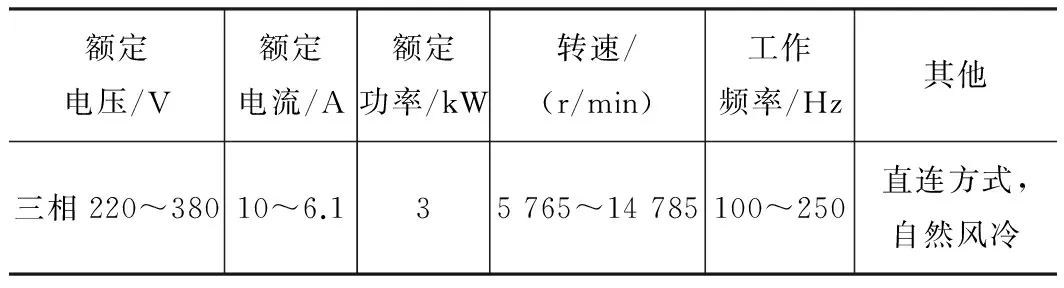
額定電壓/V額定電流/A額定功率/kW轉速/(r/min)工作頻率/Hz其他三相220~38010~6.135765~14785100~250直連方式,自然風冷
2.1.2變頻調速裝置
要滿足立式磨削主軸電動機在(5 765~14 785)r/min范圍內轉速可調,需要另外加裝變頻調速裝置。由于西門子MICROMASTER 440系列變頻器采用微處理器和IGBT大功率輸出器件,具有矢量控制和V/f控制性能以及過電壓、欠電壓、過載、過流等保護功能,完全滿足上述立式磨削主軸電動機變頻調速的要求。根據(jù)變頻器供電電壓、電動機控制方式、輸出功率等技術參數(shù)進行選型,確定變頻調裝置型號為6SE6440-2UD24-0BA1,其主要技術參數(shù)見表3。
表3變頻器的技術參數(shù)

電源電壓/V額定電流/A額定功率/kW防護等級其他三相38019.07.5IP20無濾波器
2.1.3精密動力轉臺
為了滿足環(huán)形件外圓、內孔的加工,兼顧工作臺尺寸限制,只能選配直徑在(200~300) mm之間的小型精密動力轉臺,該轉臺具有旋轉功能,不需要定位和分度。BLOHM Maschinenbau GmbH公司精密動力轉臺(型號為RES220S),采用雙速交流電動機驅動、蝸輪蝸桿傳動方式,傳動精度高、平穩(wěn)可靠,滿足現(xiàn)場使用要求。其主要技術參數(shù)見表4。
表4精密轉臺的技術參數(shù)
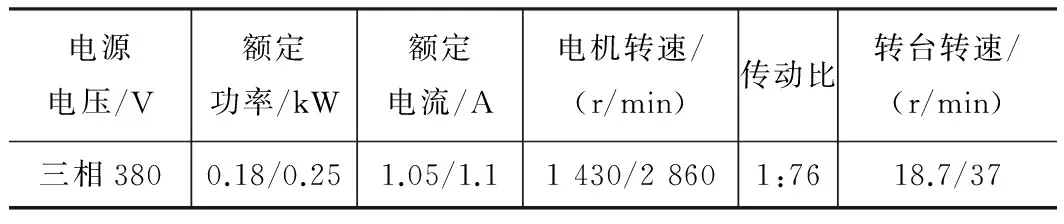
電源電壓/V額定功率/kW額定電流/A電機轉速/(r/min)傳動比轉臺轉速/(r/min)三相3800.18/0.251.05/1.11430/28601:7618.7/37
2.2方案實施
2.2.1全封閉鋼結構箱式支架設計
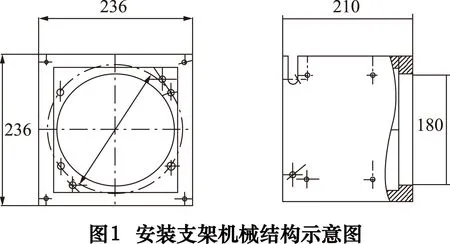
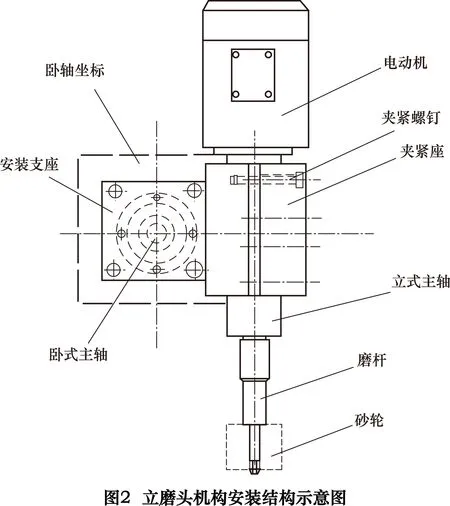
將原砂輪及護罩拆除,保留臥式主軸部分,對安裝位置進行測量,采用鋼板焊接結構,重新設計、制作全封閉式安裝支架,見圖1。該支架由4個φ10 mm螺釘固定于臥式磨削主軸端面上,其側面通過4個φ10 mm螺釘將立磨頭機構固定,并設計一個偏心銷,用于調整與工作臺垂直度,見圖2。為了避免加工中冷卻液噴濺到臥式磨削主軸上,四周設計封閉式擋板進行保護,這樣既保留了原臥磨頭,其結構強度也符合新裝立磨頭機構的安裝要求。依據(jù)磨頭結構尺寸,設計不同長度和粗細的磨桿,以適應不同規(guī)格砂輪的安裝要求,經現(xiàn)場試運行機床狀態(tài)良好。
2.2.2立式磨削主軸控制功能實現(xiàn)
原數(shù)控系統(tǒng)已配置3個數(shù)控直線伺服軸和1個臥式模擬砂輪主軸SP1,現(xiàn)在增加1個立式模擬砂輪主軸SP2,需要設置相應的NC參數(shù),例如:MD10000[4]=SP2, MD20070[4]=5,MD35000[4]=2,MD30300[4]=1,MD30310[4]=1,MD35100[0]=12000,MD35110[0]=10800。
修改機床PLC程序實現(xiàn)主軸SP2的轉速控制功能。在西門子810D系統(tǒng)中,CNC主軸轉速指令通常通過2種途徑送到PLC:一是通過NCK通道信號DB21或進給軸/主軸信號DB3*讀取;二是通過PLC功能塊FB2(Read GET NC variable)讀取,相比而言,采用第一種方法讀取轉速指令并進行處理較方便。方法如下:由PLC直接讀取DB35.DBD88,與MCP面板主軸倍率進行運算處理后,調用帶形參數(shù)的功能塊FC106,在0~10 800 r/min轉速之間進行規(guī)范化處理,轉化為PLC模擬輸出模塊需要的0~27 648之間的16位整數(shù),再經SM332模擬輸出模塊的QW35以單極性模擬電壓(0~10 V)輸出,送到變頻器的模擬輸入通道1(端子3、4),作為變頻器頻率給定信號。其中對SP2轉速指令進行運算、規(guī)范化處理的部分PLC程序及說明如下:
AN DB11.DBX6.2(自動、MDI方式)
JNB _002
L DB35.DBD88(讀取SP2轉速指令)
T MD204
_002:NOP 0
A(
A(
A(
L MD204
L MD224(讀取的SP2主軸倍率)
*R
T MD212(運算MD212=MD204×MD224)
AN OV
SAVE
CLR
A BR
)
JNB _013
L 100
T MD216(賦值MD216=100)
SET
SAVE
CLR
_013:A BR
)
JNB _014
L MD216
DTR
T MD228(將MD216轉化為實數(shù))
SET
SAVE
CLR
_014:A BR
)
JNB _015
L MD212
L MD228
/R
T MD220(運算MD220=MD212÷MD216)
_015:NOP 0
A M0.0
=L0.0
BLD 103
A M0.1
A M111.0(立磨方式)
JNB _017
CALL FC106(規(guī)范化功能塊)
IN0:=MD220
IN1:=1.080000e+004(主軸轉速上限)
IN2:=0.000000e+000(主軸轉速下限)
IN3:=L0.0
RET_VAL:=MW102
OUT4:=QW35(SP2轉速指令送到模擬輸出模塊QW35)
上述工作完成后,需要設置MM440變頻器參數(shù)。在BOP上按照SP2主軸電動機銘牌上電壓、電流、頻率、轉速等參數(shù)(見表2)設置電動機參數(shù)P304~P311,設置頻率給定源P1000=2(選擇模擬輸入通道1),命令給定源P700=2(端子控制方式),P701=1(端子5為啟/停控制);模擬輸入1設置P756=0(選擇ADC類型為單極性電壓0~10 V),設置P758=0、760=100對應于0%~100%的標度。
2.2.3用戶磨削界面的開發(fā)
西門子810D數(shù)控系統(tǒng)人機界面PCU50.3為用戶開發(fā)特殊功能、專用界面提供了較好的開放性平臺。為了滿足該機床內外圓磨削特點和工藝要求,需開發(fā)專用用戶磨削、修整界面。經分析可采用以下3種途徑開發(fā):(1)在系統(tǒng)標準界面上通過用戶擴展接口功能開發(fā);(2)通過西門子Wincc Flexible組態(tài)軟件編程實現(xiàn);(3)利用其他外部HMI開發(fā)軟件。考慮到該機床磨削和修整畫面嵌套并不復雜,決定采用第1種。
用戶擴展接口是系統(tǒng)自帶的文本結構的編譯器,通過編寫ASCII文件配置來實現(xiàn)。具體來講,在系統(tǒng)HMI Advanced操作界面中,定義窗體內空白操作軟鍵(水平或者垂直)的顯示文本和圖形標簽,當按下軟鍵時,系統(tǒng)會自動調用相應的組態(tài)文件(COM文件),通過組態(tài)文件內部的編程,形成用戶個性化的界面,并顯示在HMI界面上。本次開發(fā)針對“加工JOG”頁面,其對應的組態(tài)文件為MA_JOG.COM,在該文件里編寫畫面程序,利用擴展頁面第6水平空白鍵可以調用用戶磨削畫面,還可以實現(xiàn)畫面/窗體的設計和相互切換。該機床立式磨削用戶界面包含“裝載位置”、“砂輪參數(shù)設置”、“磨削位置”和“修整位置”4個畫面,畫面調用結構示意見圖3。
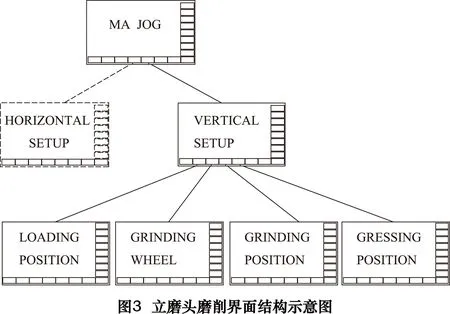
(1)LOADING POSITION:設置工件裝載位置(X、Y、Z),加工完成后機床回到該位置。
(2)GRINDING WHEEL:設置砂輪T號(T1~T10)、D號(D1~D10)、砂輪半徑、砂輪寬度、最大線速度。
(3)GRINDING POSITION:設置砂輪對刀點位置(X、Y、Z)。
(4)DRESSING POSITION:設置修整器的修整位置。
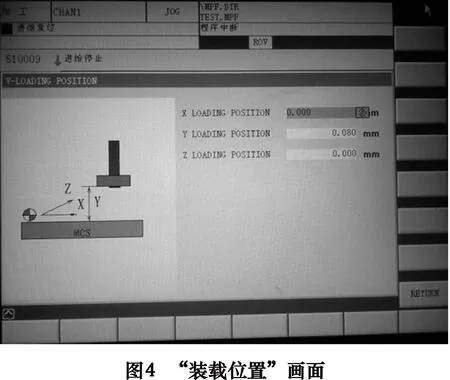
下面僅以“LOADING POSITION”頁面的組態(tài)程序為例進行說明,見圖4。
//M(FORM11/"V-LOADING POSITION"/"LOADING.BMP")(定義窗體,窗體名,插入圖片名)
DEF LOAD_XP=(R3///,"X LOADING POSITION","mm"/WR2//"MYMR[30]"/250,50,300/400,50,120)(定義變量,可讀寫,R30,在窗體中的位置)
DEF LOAD_YP=(R3///,"Y LOADING POSITION","mm"/WR2//"MYMR[39]"/250,80,300/400,80,120)(定義變量,可讀寫,R39,在窗體中的位置)
DEF LOAD_ZP=(R3///,"Z LOADING POSITION","mm"/WR2//"MYMR[38]"/250,110,300/400,110,120)(定義變量,可讀寫,R38,在窗體中的位置)
VS8=("RETURN")(定義“返回”軟鍵)
PRESS(VS8)
LM("FORM10")(調用“FORM10”窗體)
END_PRESS
//END(窗體結束)
3 結語
本次應用,通過功能開發(fā)與技術改進,在機床原有磨削功能基礎上,成功實現(xiàn)了端面、內外圓及圓弧磨削功能,解決了機床加工范圍有限、效能低的問題。經過一段時間的現(xiàn)場使用,基本滿足生產現(xiàn)場環(huán)形件外圓、內孔、圓弧的加工要求。
實踐證明,設備維修技術人員通過不斷學習新技術、新知識并持續(xù)改進,改善機床結構,開發(fā)系統(tǒng)軟件功能,挖掘設備潛能,能夠提升設備加工能力,不斷適應航空產品快速發(fā)展的需求。
(編輯汪藝)
如果您想發(fā)表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
·名詞解釋·
外圓磨床外圓磨床是使用的最廣泛的,能加工各種圓柱形和圓錐形外表面及軸肩端面的磨床。萬能外圓磨床還帶有內圓磨削附件,可磨削內孔和錐度較大的內、外錐面。基本的磨削方法有兩種:縱磨法和橫磨法。前者在磨削時,工件作圓周進給運動,并隨工作臺作往復縱向進給,橫向進給運動為周期性間歇進給,當每次縱向行程或往復行程結束后,砂輪作一次橫向進給,磨削余量經多次進給后被磨去。縱磨削的磨削效率低,但能獲得較小的表面粗糙度;而橫磨削又稱切入磨法,磨削時,工件作圓周進給運動,工作臺不作縱向進給運動,橫向進給運動為連續(xù)進給。砂輪的寬度大于磨削表面,并作慢速橫向進給,直至磨到要求的尺寸。橫磨削的磨削效率高,但磨削力大,磨削溫度高,必須供給充足的冷卻液。不過外圓磨床的自動化程度較低,只適用于中小批單件生產和修配工作。
重結晶退火應用于平衡加熱和冷卻時有固態(tài)相變(重結晶)發(fā)生的合金。其退火溫度為各該合金的相變溫度區(qū)間以上或以內的某一溫度。加熱和冷卻都是緩慢的。合金于加熱和冷卻過程中各發(fā)生一次相變重結晶,故稱為重結晶退火,常被簡稱為退火。這種退火方法,相當普遍地應用于鋼。重結晶退火也用于非鐵合金。
“高檔數(shù)控機床與基礎制造裝備”國家科技重大專項課題:伺服驅動及電機測試規(guī)范、標準研究與測試平臺(2012ZX04001051)
Functional extension and application of PLANOMAT 406 numerical precision flat grinding machine
GAO Hong, MA Juntao, WEI Ping’an
(Xi’an Aero-Engine(Group)Ltd., Xi’an 710021, CHN)
To the problem of low utilization rate of the equipment of the PLANOMAT 406 type numerical control precision flat grinding machine, use openness of SIEMENS numerical control system, design and make vertical grinding installation mechanism, select vertical grinding head and precision power turntable, develop user grinding interface, realize stepless speed regulation control for vertical grinding spindle. Based on the original plane grinding function, extend end face and internal and external cylindrical grinding function, improve the processing ability.
numerical horizontal surface grinding machine; vertical grinding function; user grinding interface
TG582
B
高虹,女,1966年,高級工程師,從事設備管理與維護工作,已發(fā)表論文2篇。
2015-11-10)
160552
猜你喜歡
鐘表(2023年5期)2023-10-27 04:20:44
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2021年21期)2022-01-19 02:00:26
中學生數(shù)理化(高中版.高考數(shù)學)(2020年1期)2020-02-20 13:23:44
經濟技術協(xié)作信息(2018年11期)2019-01-14 03:07:20
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造技術與機床(2017年3期)2017-06-23 08:11:33
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國中醫(yī)藥現(xiàn)代遠程教育(2014年22期)2014-03-01 04:32:55
