柔性托盤庫的FMS系統的選型與設計
2016-08-31 06:55:44關長明賽宗勝劉殿友
制造技術與機床 2016年5期
關長明 劉 晏 賽宗勝 劉殿友 姜 立
(大連機床集團有限責任公司技術中心,遼寧 大連 116021)
?
柔性托盤庫的FMS系統的選型與設計
關長明劉晏賽宗勝劉殿友姜立
(大連機床集團有限責任公司技術中心,遼寧 大連 116021)
針對客戶多品種、中小批量的產品特點和高柔性自動化程度的要求,通過綜合分析了FMS制造系統的技術特點和其未來的發展趨勢,最終為客戶設計制造了一套精益高效的基于柔性托盤庫FMS系統,并詳述了該系統的整體方案設計流程和系統的組成。
柔性托盤庫;自動化;制造系統
隨著“中國制造2025”的提出,中國制造業面臨著轉型與升級,對加工領域的自動化制造模式提出了新的需求。傳統的自動化方式已經不能適應一些新的生產模式,以及加工信息數據和管理運營之間的交互需求。而成熟的柔性制造系統(flexibe manufacturing system,縮寫FMS)產品與應用技術,正是解決和適應這種需求的最佳模式。
基于柔性托盤庫的FMS系統適用于多品種、中小批量生產的具有高柔性且自動化程度高的制造系統,不僅能夠適應產品快速變化的要求,而且能達到穩定的產品質量。首先,柔性托盤庫結構設計緊湊,空間得到最大化利用,毛坯工件無需堆放在地面而占用地面空間;其次,機床設備自動化后可實現至少85%的利用率,幾乎不存在設定時間,受人為因素影響小,可以實現長時間無人操作;最后,采用自動堆垛機作為高柔性化的物流技術裝備,提高了FMS生產系統的運行效率,減少了操作人員數量,降低了人力成本和勞動強度,增加了企業的經濟效益。
1 以產品及產能為中心制定初步設計方案
1.1產品說明
首先,需要根據產品的外形、尺寸規格和加工內容進行分類。因為產品的數量決定了所需工裝夾具的數量。為了節省制造成本,將相同或相似的產品通過調整夾具上的零部件,以達到夾具共用的目的,同時便于產品上線管理。其次,要對產品的鑄造精度和初始基準精度提出相應的要求。因為產品是由毛坯到成品的加工,最終需要達到產品圖的各項精度要求。故產品毛坯工件在夾具內的初始定位基準則非常重要,必須要符合產品上線的要求。預加工產品技術要求內容如表1所示。
表1產品技術要求

產品數量外形尺寸材質加工要求平均加工節拍10個<400mm×400mm鑄鋁從毛坯到成品15min/件
1.2工件加工工藝的排布和夾具的設計
(1)根據10個不同產品的加工內容和加工精度,制定出單個產品由毛坯到成品的整體工藝方案。采用臥式加工中心柔性化生產,使工件的加工工序更為集中,自動化的生產工藝優化統一了產品質量。通過對這10個產品進行加工節拍的計算,獲得產品單個工序加工最短時間為8 min/件,10個產品的平均加工節拍為22 min/(件·臺),這樣僅需要2臺臥式加工中心即可以滿足15 min/件的平均加工節拍要求。
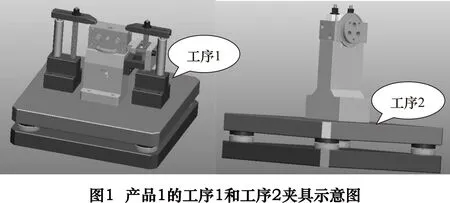
(2)根據工藝方案的排布繪制夾具簡圖。產品1的夾具示意圖如圖1所示,最終確定這10個工件所需的夾具數量為28個。
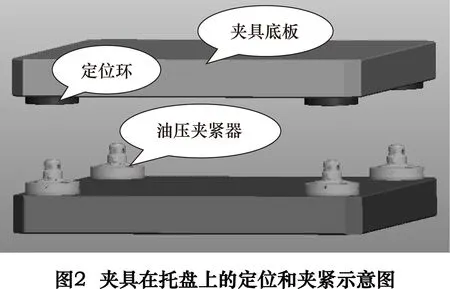
夾具全部安裝在托盤上,為避免更換夾具而產生的停機,對生產造成影響,這就需要夾具便于更換,故在夾具設計上采用隨行夾緊器定位系統,如圖2所示。其重復定位精度為3 μm,高精、高效、穩定可靠。當更換其他產品上線時只需要將夾具底板更換即可,夾具裝卸時間不超過3 min,并且具備自動找正功能。
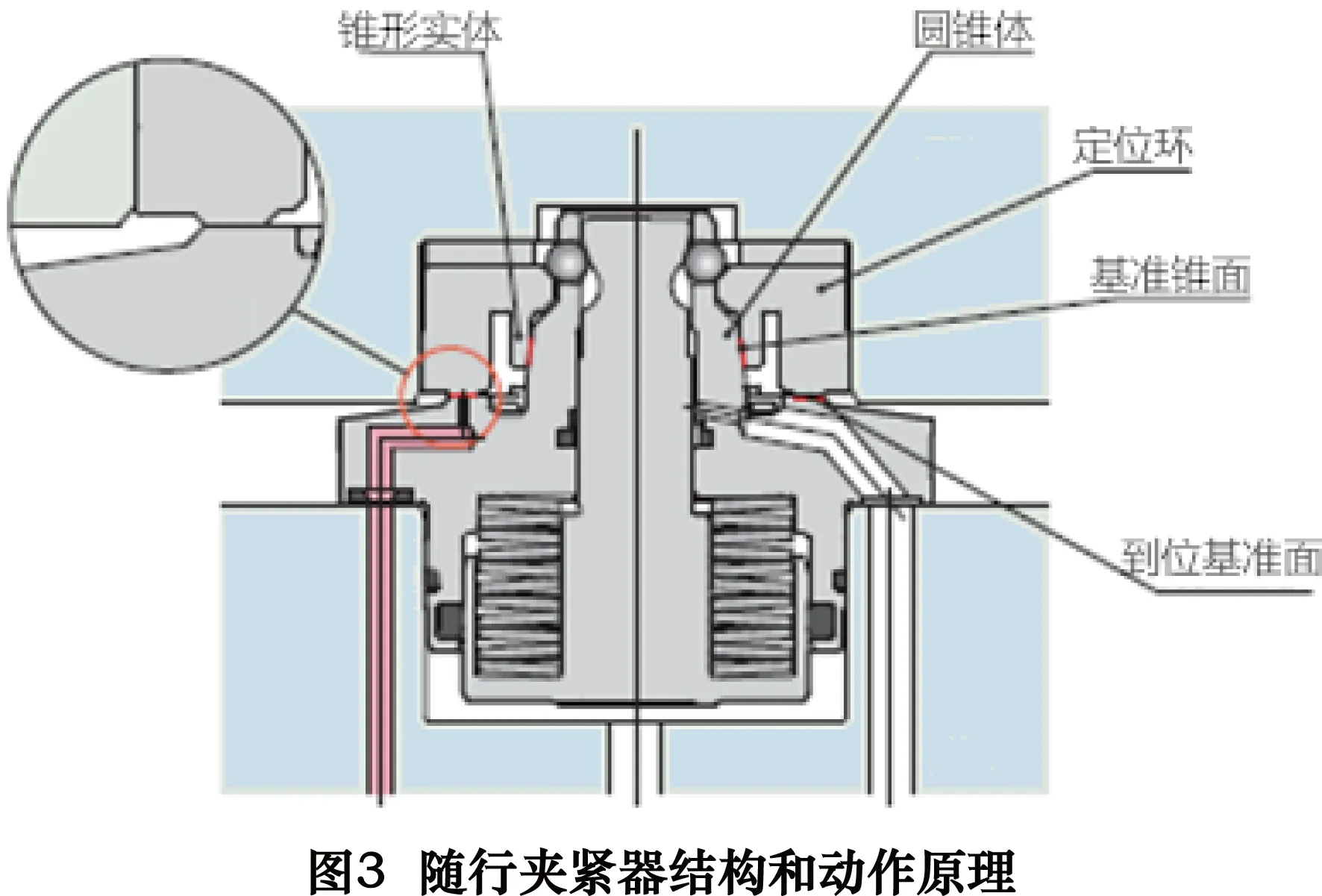
隨行夾緊器動作原理:通過對液壓油的控制,促使彈簧作用活塞桿向下移動,鋼球在活塞桿的作用下向外擴張,從而帶動定位環向下移動,移動過程中定位環在錐體部位發生彈性變形,最終完成隨行夾緊器的強力夾緊和定位。隨行夾緊器結構如圖3所示。
1.3機床選型和特殊配置的選用
1.3.1機床選型
根據產品的規格尺寸、加工精度和加工內容,選擇臥式加工中心,機床的規格和主要技術參數,如表2所示。
表2機床設備規格和主要技術參數
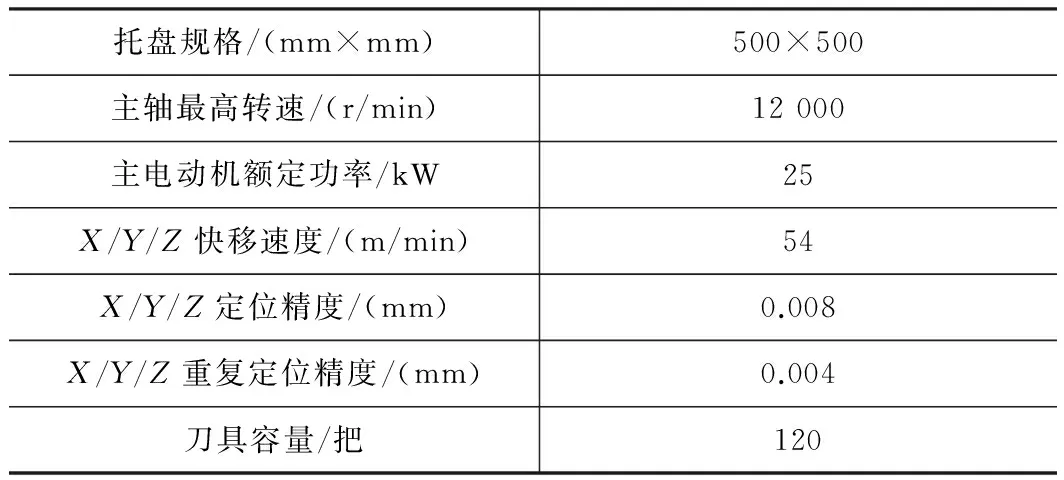
托盤規格/(mm×mm)500×500主軸最高轉速/(r/min)12000主電動機額定功率/kW25X/Y/Z快移速度/(m/min)54X/Y/Z定位精度/(mm)0.008X/Y/Z重復定位精度/(mm)0.004刀具容量/把120
1.3.2機床特殊配置
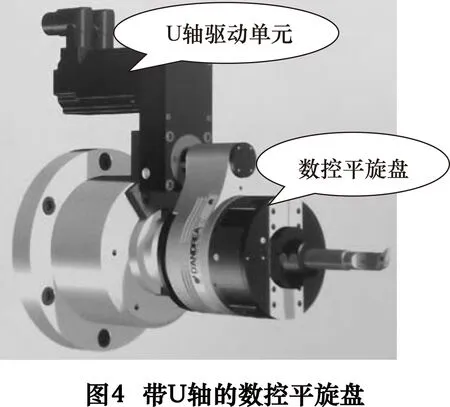
(1)帶U軸的數控平旋盤(如圖4所示):為滿足部分工件內孔和外圓徑向加工的要求,同時節省刀具成本考慮而選用。其加工能力范圍φ160~400 mm,可以在刀具旋轉的同時,通過U軸單元驅動滑板徑向進給,讓加工中心可以進行車削加工,除此之外也可以與其它數控軸聯動插補,完成錐形面和復雜形面的加工。
(2)扭矩監控裝置:為保證FMS柔性托盤庫的連續自動運轉,需要通過對機床主軸扭矩的測量,來實現對刀具和切削過程進行實時監視。
(3)Renishaw測頭:工件部分孔系或平面的加工需要重新建立坐標系,用測頭對基準孔或基準面進行檢測,保證工件的加工精度。
(4)溫度補償功能:在機床的主要位置裝有溫度傳感元件,通過數控系統分析并補償坐標的位置實現機床高精度運行。
2 基于柔性托盤庫的自動加工生產線方案的制定
2.1FMS柔性托盤庫設計方案原則
在滿足用戶產品和產能的條件下,采用低成本的初期投資,優化設計結構,且便于組合布局和擴展,實現通用的標準化和模塊化,既提高生產效率,又降低了成本。FMS柔性托盤庫不僅要具備足夠的靜態、動態、熱態剛性和穩定的精度保持性,而且要采用先進技術,保證具有良好的動態品質。重要部位設置完整的自動保護裝置,如加工單元、自動堆垛機均有托盤在位、身份識別裝置等。同時具備齊全的安全門聯鎖、安全區域檢測功能,以及良好的維修特性。
2.2基于柔性托盤庫的FMS組成
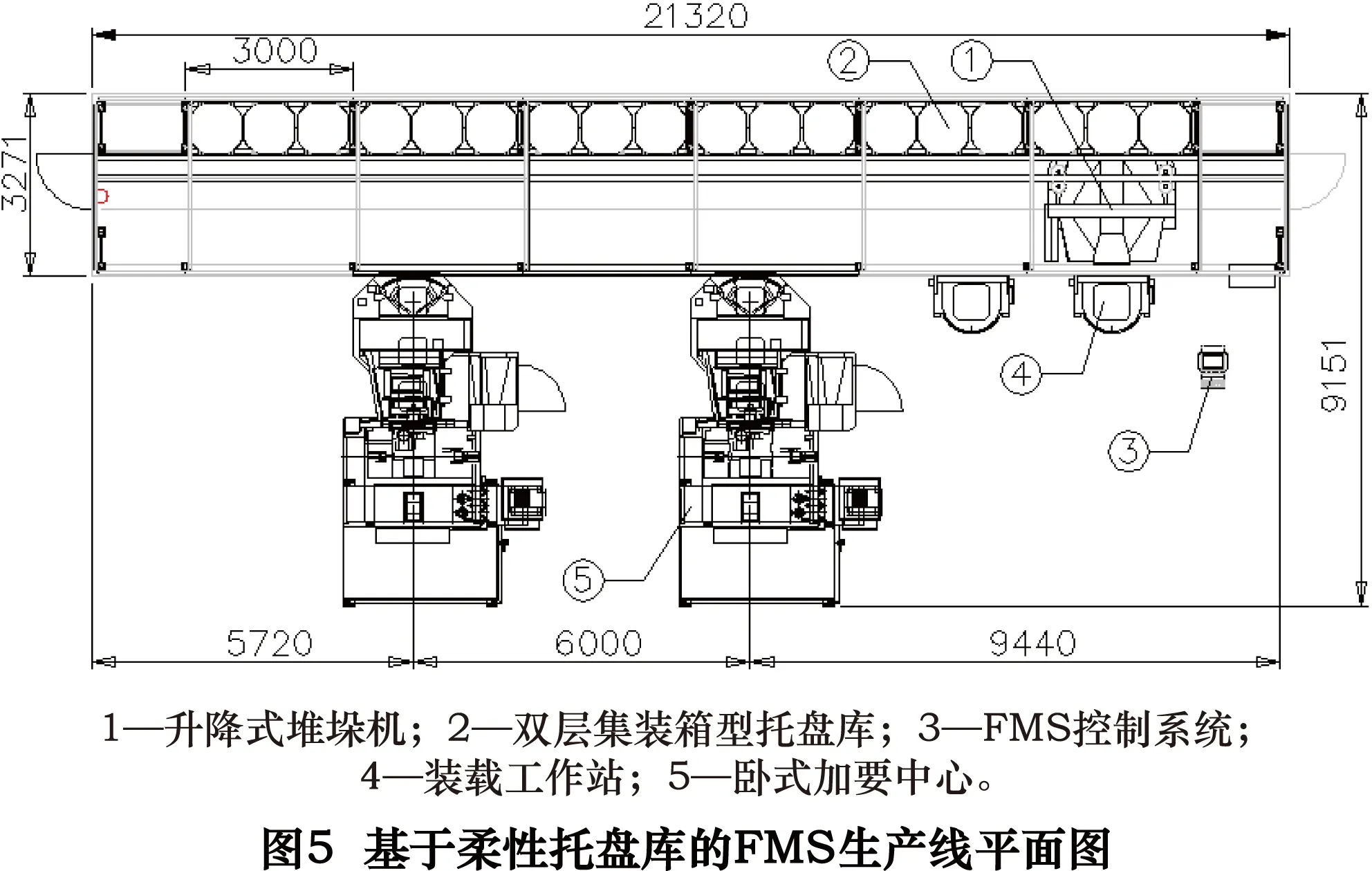
基于柔性托盤庫的生產線平面布置如圖5所示。
2.2.1升降式堆垛機
升降式自動堆垛機是整個FMS生產線系統中的中間環節,維系著物料輸送系統、CNC加工單元和儲存料架3個管理節點,其運行速度決定了可以服務機床的臺數。
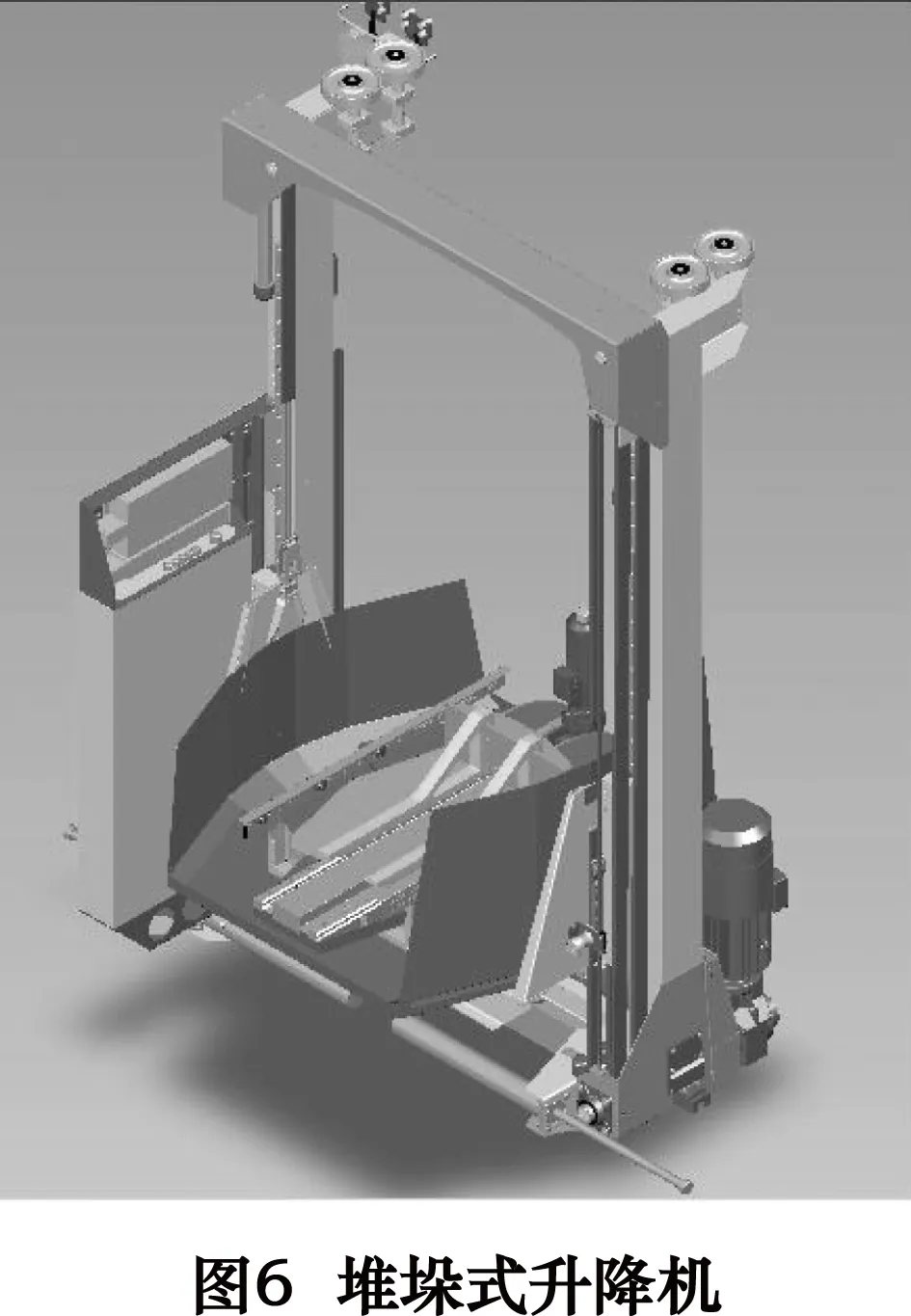
升降式堆垛機是由一臺配有4個數控軸并帶有1個鋼架的雙軌道車 (RGV)組成,如圖6所示。
X軸傳送運動:升降式堆垛機的一側安裝在倉儲架之間,另一側安裝在垂直支撐梁上。升降式堆垛機沿著一個安裝在地面上的、與倉儲架平行的運行軌道移動。倉儲架的上部支撐梁上安裝了一個上導軌,由此上導軌支撐升降式堆垛機的上部。傳動運動通過齒條傳動裝置驅動,并使用絕對編碼器測量定位。
Y軸起重傳動:升降運動是通過一臺升降車完成的,此升降車又是沿著安裝在桅上的垂直導軌移動的。升降車配備有超重和重量過輕控制器。由兩個滾子鏈進行傳動運動,使用絕對編碼器測量定位。
Z軸負載處理設備:負載處理器設備安裝在升降車上。負載處理設備包括一個可以旋轉 180°的回轉臺、一個在回轉臺頂部的直線導軌上移動的傳送車,以及安裝在傳送車上用于傳輸托盤的剛性叉車,如圖7所示。

升降式堆垛機采用高性能AC伺服電動機可大幅度減少托盤運輸的循環時間,即使是加工時間較短的工件,也能有效降低加工中心的停機時間,其性能如表3所示。為保證運行的平穩和安全,在堆垛式升降機的兩側分別配有液壓減震器和安全限位開關用于監控傳送運動。
表3堆垛式升降機性能
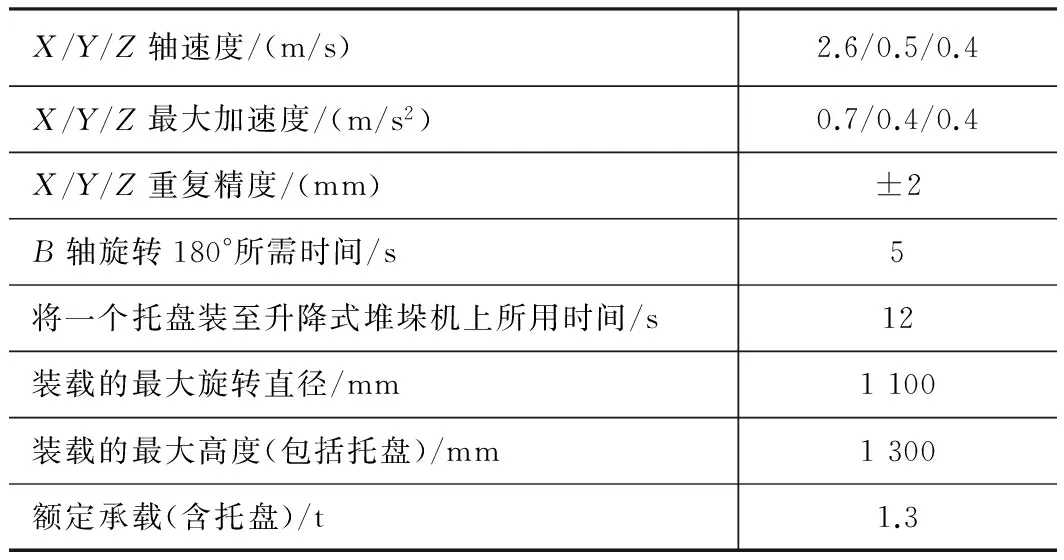
X/Y/Z軸速度/(m/s)2.6/0.5/0.4X/Y/Z最大加速度/(m/s2)0.7/0.4/0.4X/Y/Z重復精度/(mm)±2B軸旋轉180°所需時間/s5將一個托盤裝至升降式堆垛機上所用時間/s12裝載的最大旋轉直徑/mm1100裝載的最大高度(包括托盤)/mm1300額定承載(含托盤)/t1.3
FMS柔性托盤庫系統中一個托盤循環需要最多4次單傳輸。托盤通常的循環路徑為:(1)托盤從倉庫到裝載站→托盤需要卸/裝。(2)托盤從裝載站到倉庫→等待機床的已裝載托盤。(3)托盤從倉庫到機床→已裝載的托盤到機械加工。(4)托盤從機床到倉庫→已加工的托盤等待卸貨。
此系統的升降式堆垛機傳輸能力是每小時43雙傳輸(即86單傳輸),這就意味著如果堆垛機服務于2臺機床,當需要4次傳輸/循環時,一個托盤的平均加工時間必須不得少于5.6 min。
2.2.2雙層集裝箱型托盤庫
根據目前的產品數量和部分產品的增產需求,將FMS柔性托盤庫主系統中托盤位置的數量設計為42個,并采用雙層立體式結構布置。由于托盤庫采用了

通用的標準化和模塊化設計,可便于日后的增量和擴展,如圖8所示。柔性托盤庫的設計極大地提升了預備托盤的數量,并充分利用了工廠車間的面積。大容量的物料倉儲也為更長時間的、無人化自動運行具備了更好條件。
托盤作為工件交換和轉運依靠載體,以實現加工工件的交換和轉運。每個托盤設置特定的編碼,工件的裝夾按托盤編碼和工件種類進行,加工工件程序的調用同樣按托盤編碼和工件種類進行。搬運托盤的升降式堆垛機動作根據總控制臺發出的指令,可自動識別搬運托盤的正確與否,確保整套系統的正常運行。各個托盤在倉儲架上均具有一個原始位置。
冷卻液的處理:廢料傳送盤安裝在加工托盤位置下方。滴落的冷卻液通過管道被導入冷卻液回流槽中,該槽安裝在系統倉儲模塊旁且沿其整個長度敷設。冷卻液回流槽將之導入排水泵的冷卻液盤中。在通道的另外一側還有另外一個冷卻液回流槽,用于收集升降式堆垛機和上下料站滴落的冷卻液。
2.2.3FMS控制系統
FMS生產線控制器為柔性制造系統總控制中心,通過FMS柔性線控制器(計算機),進行全系統的控制,可自如地安排生產計劃,并能靈活滿足生產計劃變化的需要。作為自動化、省人化系統、FMS柔性制造系統配置必要的控制軟件完成基本功能,具有智能刀具壽命管理系統,智能生產管理與調度系統、智能監控系統等現代化生產數字控制系統。網絡接口可與用戶的計算機網絡聯網,進行加工程序、加工信息相互傳遞,整個系統能實現數據共享,數據處理傳輸高速化。同時,FMS柔性線控制器對加工和運輸過程中所需各種信息自動采集、處理、反饋,實現加工系統和物流系統的自動控制和作業協調。
FMS柔性制造系統運行過程:首先需要人工將工件安裝至上下料站的夾具上,之后由系統自動監測哪臺加工中心有對應的刀具,若其中一臺加工中心被選定,系統則會自動下載數控程序。升降式堆垛機負責自動將有負載的托盤運送到選定的機床,此時NC程序自動開啟。若兩臺機床都在使用,托盤會自行調配緩沖儲庫上,等待就緒。
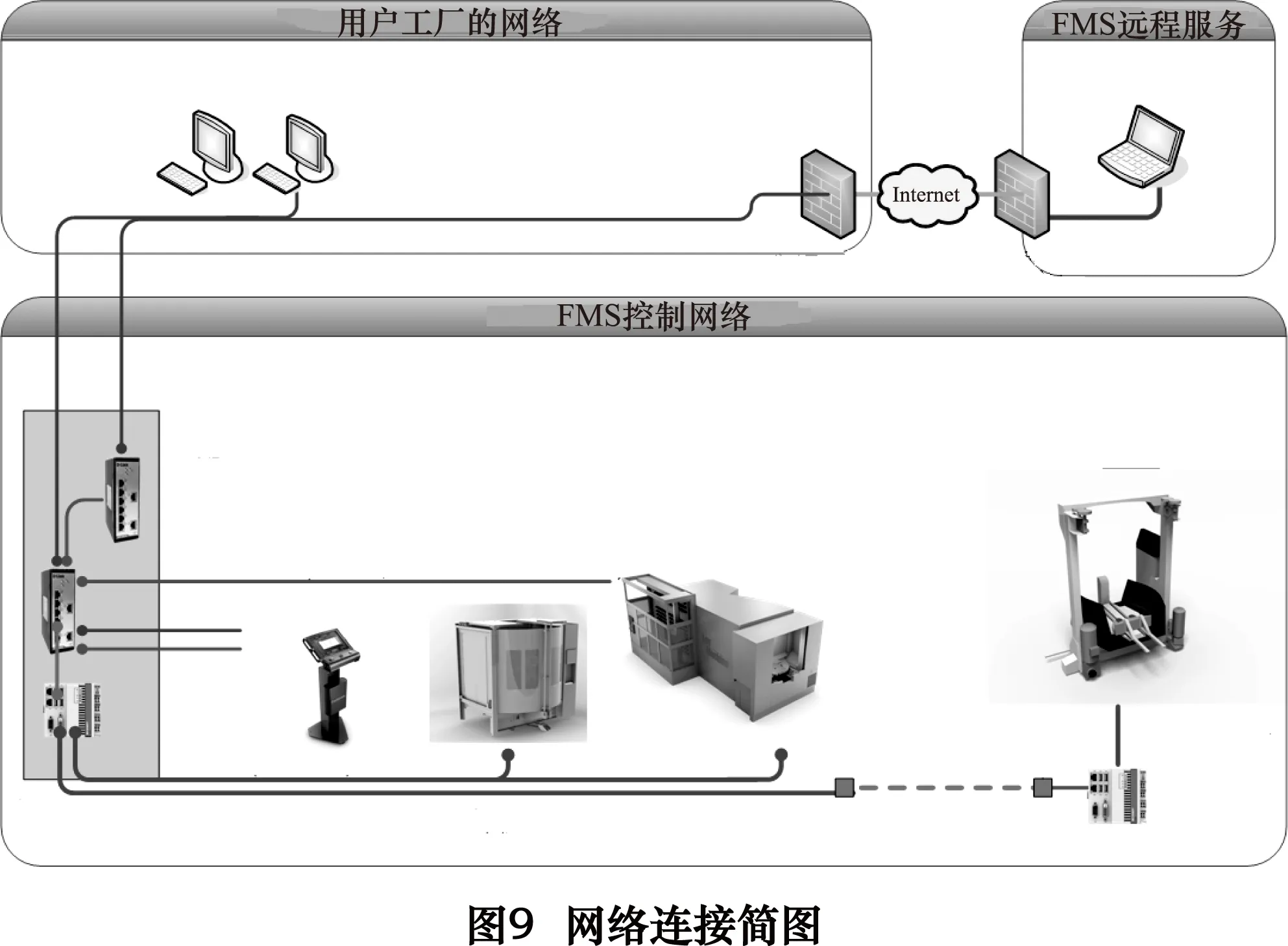
FMS柔性托盤庫生產線控制器連接工廠的IT系統 (MRP, CAD/CAM, etc.),可以采集各種你所需的生產數據和報告,供管理和分析。網絡連接簡圖如圖9所示。
3 結語
本文針對客戶的產品類型和產品特點,通過采用技術柔性化、工藝線路柔性化和生產管理柔性化三方面有機整體化的設計理念,為客戶設計了一套滿足其需求的FMS柔性托盤庫制造系統,并詳述了完整的方案設計流程。本設計方案不僅為客戶節省了地面,而且提高了設備的使用率和公司的經濟效益。采用智能化機械與人之間將相互融合,柔性地全面協調從接受訂貨單至生產、銷售這一企業生產經營的全部活動,得到了用戶的認可和高度的評價。
[1]李洪.機械加工工藝手冊[M].北京:北京出版社,1990.
[2]楊有君.數字化控制技術與數控機床[M].北京:機械工業出版社,1999.
[3]朱耀祥,浦林祥.現代夾具設計手冊[M].北京:機械工業出版社,2010.
[4]劉昌祺,董良.自動化立體倉庫設計[M].北京:機械工業出版社,2004.
[5]周耀輝.立體倉庫電控系統研究[D].哈爾濱:哈爾濱工程大學,2006.
Selection and design of FMS system based on flexible pallet magazine
GUAN Changming, LIU Yan, SAI Zongsheng, LIU Dianyou, JIANG Li
(Technical Center, Dalian Machine Tool Group Corp, Dalian 116021, CHN)
According to the requirements of customers for the multi variety and small batch product characteristics and high flexibility degree of automation,through a comprehensive analysis of the technical features of FMS flexible manufacturing system and its future development trend, and eventually for the customers design and manufacture a lean and efficient FMS system based on flexible pallet magazine, and detail the composition of the system's overall design process and system.
flexible pallet magazine; automation; manufacturing system
中國分類號:TH122B
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
