某航空彎管零件的五軸數控加工
2016-08-31 07:11:43顧春光曹著明孫紅梅郭家田
制造技術與機床 2016年8期
關鍵詞:工藝
顧春光 曹著明 孫紅梅 郭家田
(①北京電子科技職業學院,北京 100176;②山東科技職業學院,山東 濰坊 261053 )
?
某航空彎管零件的五軸數控加工
顧春光①曹著明①孫紅梅①郭家田②
(①北京電子科技職業學院,北京 100176;②山東科技職業學院,山東 濰坊 261053 )
介紹了某型號衛星中的連接件——彎管的五軸加工數控編程中的關鍵技術。設計的彎管裝夾工藝臺實現了一次裝夾完成工件內孔和兩端的加工;在彎孔曲面的“可變輪廓銑”刀路設計過程中,通過優化朝向點設置,一方面避免欠切削,同時最大程度地發揮刀具的切削速度,提高加工效率和表面質量;在底座表面刀軌設置過程中通過刀具側傾90°,實現立銑刀的側刃加工,提高工件的表面質量。經試制采用該工藝方案和編程技術,加工出的工件達到設計和精度要求。
彎管;五軸加工;精密;制造;研究
彎管零件廣泛應用于航空航天、石油天然氣、核電等領域,其加工精度將直接影響整個設備的運行安全,在核電、航空航天設備中的彎管零件的尺寸精度和表面質量要求較高,傳統的鍛造、鑄造技術很難達到相關設備的使用要求。因此對于加工精度要求較高的彎管零件,在鍛壓、鑄造后還需要進行機械加工。
數控銑削加工技術在提高彎管零件加工效率、表面質量等方面具有很強的優勢,其中的五軸數控加工技術在加工彎管內外曲面時,不僅能很好地解決加工干涉問題,同時能提高工件的表面質量。因此,五軸加工技術廣泛應用于彎管等工件的精加工過程中。其五軸加工技術的主要優勢是:一方面通過調整刀軸矢量避免刀具主軸與工件及工裝的干涉,另一方面刀具相對于工件的位置角可以靈活調整,保證刀具切削時處于最佳模式,提高加工工件的表面質量,同時使表面誤差分布均勻,保證表面質量的一致性。
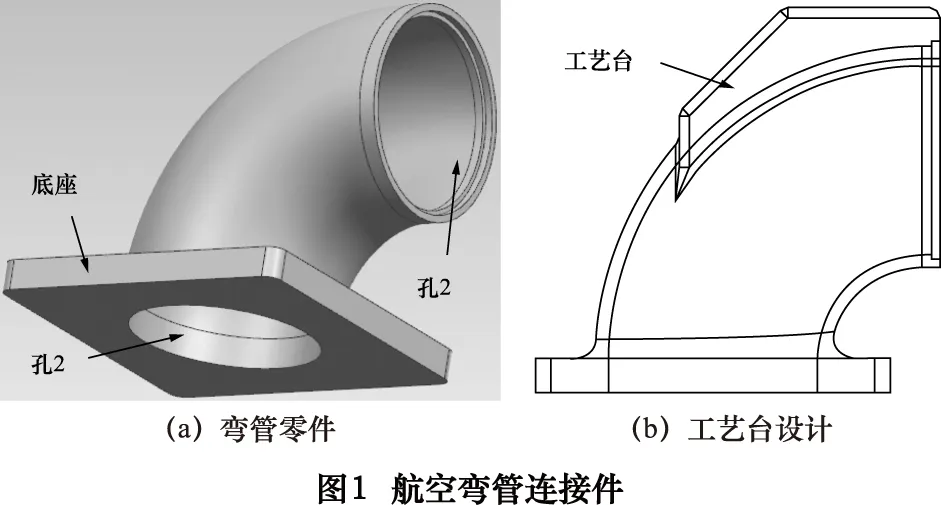
本文介紹的彎管工件為某型號航天衛星裝置中的連接件,如圖1a所示,材料為鈦合金,內外表面粗糙度為Ra3.2 μm,要求的精度和表面質量較高;同時由于工件屬于單件小批量生產,不適宜設計模具進行毛坯的鑄造,所以毛坯采用實體長方體。該工件要求去除的加工余量大,需進行內外表面的粗、精加工,工藝工裝較復雜;同時由于管道內孔彎曲90°,底座與彎管連接為一體,導致彎管側壁加工過程中易產生干涉,加工難度較大,需在五軸聯動加工中心中完成加工制造;同時工件兩端各有一個圓柱孔;工件最小壁厚1.5 mm;

1 工藝工裝方案設計
1.1粗加工工藝工裝設計
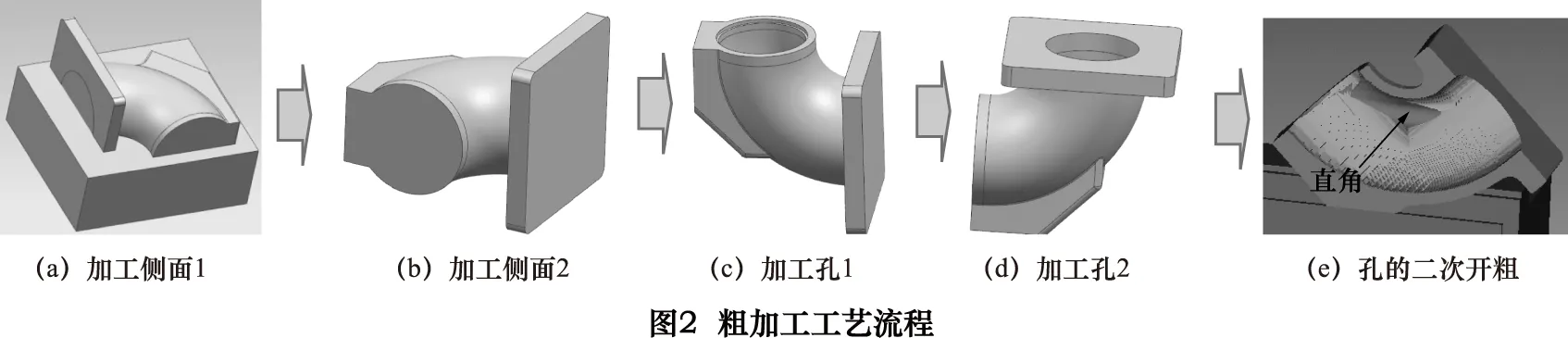
根據工藝方案,該工件毛坯采用長方體,先對工件兩側面進行開粗,然后對兩端的孔及底座進行加工;為提高加工效率,在彎管“背部”設計輔助裝夾面—工藝臺,如圖1b所示,實現裝夾工藝臺后,能一次完成彎管兩端孔及底座輪廓的粗精加工。粗加工共有5次裝夾,留1 mm的加工余量,如圖2所示,最后一道粗加工工藝是在五軸加工中心上完成的,然后在該工裝的基礎上繼續完成精加工。粗加工中選用平口鉗夾具,加工外表面時用φ8 mm的立銑刀,加工內孔時采用φ10 mm的立銑刀。工藝方案為首先先對彎管兩側面進行開粗,然后對上下孔進行粗加工。由于兩端孔加工后,在彎管拐彎處留有“直角”殘余毛坯,所以需要對彎管內孔進行二次開粗,切除“直角”,本文采用在五軸聯動加工中心上,用“3+2”軸的加工模式,從孔的兩端進刀,分兩次加工切除“直角”殘余毛坯,如圖2e所示,加工工藝如表1所示。
1.2精加工工藝工裝設計
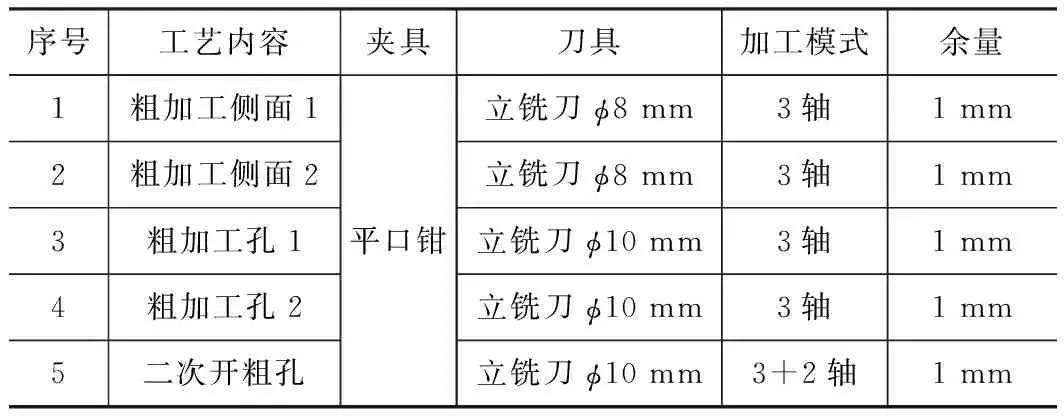
在彎管進行精加工之前,應先進行熱處理,去除應力及改善切削性能。精加工分為兩次裝夾,在五軸加工中心上首先用平口鉗夾工藝臺,完成彎管內孔、兩個端面以及底座輪廓的加工;然后用四爪卡盤夾著底座輪廓面完成彎管外部特征的加工,包括管壁外壁、圓角、底座上表面,精加工過程如圖2所示。
在裝夾工藝臺時,由于零件從新裝夾,需從新設計程序原點,為便于對刀,取底座對稱面中水平和豎直線的交點為對刀原點(編程原點),如圖3a所示;用四爪裝夾底座時,編程原點為底座端面的圓心。半精和精加工彎孔曲面時,刀具需分別從孔的兩端面進入加工,同時需設計加工重疊區域,避免接痕的出現;進行彎管外表面半精加工、側壁二次開粗及精加工彎管側壁時,分別從彎管的兩側進行90°臥式加工;圓角精加工屬于4+1軸模式加工,刀軸相對于底座上表面向上傾斜20°;底座上表面精加工時采用臥式加工模式,利用立銑刀的側刃加工,提高表面質量,精加工工藝流程如表2所示。
表1工藝表——粗加工
序號工藝內容夾具刀具加工模式余量1粗加工側面12粗加工側面23粗加工孔14粗加工孔25二次開粗孔平口鉗立銑刀?8mm3軸1mm立銑刀?8mm3軸1mm立銑刀?10mm3軸1mm立銑刀?10mm3軸1mm立銑刀?10mm3+2軸1mm
2 彎管五軸編程關鍵技術
2.1管道內孔曲面五軸加工程序設計
根據零件特征,加工彎孔時刀具需從兩端孔分別進入加工;同時由于彎孔的彎曲角度為90°,加工時需采取五軸聯動模式才能完成拐彎曲面的加工,本文采用的是UG9.0中的mill-multi-axis中的可變輪廓銑。首先提取彎孔內曲面,然后利用兩個圓柱孔的交面將彎孔曲面分成兩部分,然后再將曲面的截斷處再延伸5 mm。再設計刀路時,關鍵要完成驅動方法、投影矢量和刀軸3個參數的設置。驅動方法選擇相應的曲面為驅動面,切削模式采用螺旋,步距選擇殘余高度0.005 mm;投影矢量選擇垂直于驅動體。
表2工藝表——精加工
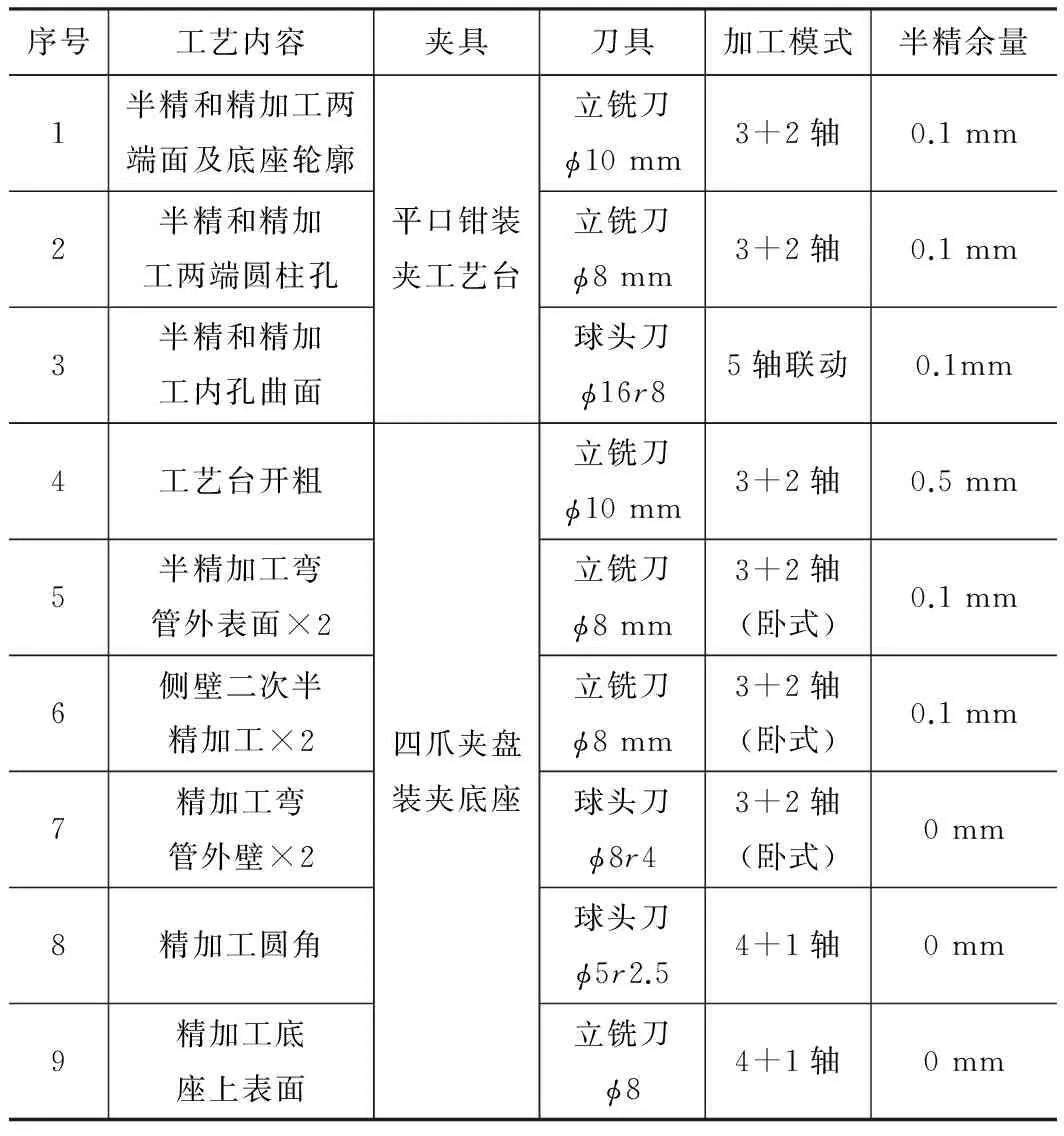
序號工藝內容夾具刀具加工模式半精余量1半精和精加工兩端面及底座輪廓2半精和精加工兩端圓柱孔3半精和精加工內孔曲面平口鉗裝夾工藝臺立銑刀?10mm3+2軸0.1mm立銑刀?8mm3+2軸0.1mm球頭刀?16r85軸聯動0.1mm4工藝臺開粗5半精加工彎管外表面×26側壁二次半精加工×27精加工彎管外壁×28精加工圓角9精加工底座上表面四爪夾盤裝夾底座立銑刀?10mm3+2軸0.5mm立銑刀?8mm3+2軸(臥式)0.1mm立銑刀?8mm3+2軸(臥式)0.1mm球頭刀?8r43+2軸(臥式)0mm球頭刀?5r2.54+1軸0mm立銑刀?84+1軸0mm
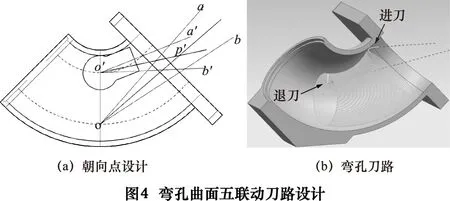
刀軸的朝向點位置選擇很關鍵,既要保證刀具能切削到曲面各位置,又要使切削接觸點距離刀具軸線垂直距離盡可能大,以提高切削速度和表面質量。本文解決刀軸朝向點的方法是,先將刀具銑削曲面最深處位置o和位置o′的刀軸范圍求出,分別是∠aob和∠a′o′b′,然后取它們的角平分線的交點——P為刀軸朝向的點(刀具不管加工任何位置,刀軸矢量都會通過該點)如圖4a所示。進退刀及安全平面設置時,進刀選擇圓弧相切逼近,退刀選擇線性-沿矢量,方向豎直向下,距離5 mm,安全平面設置為與底座端面平行,距離20 mm的平面,如圖4b所示。用同樣的方式完成彎孔另一端刀路的設置。
2.2管道外側半精加工刀路設計
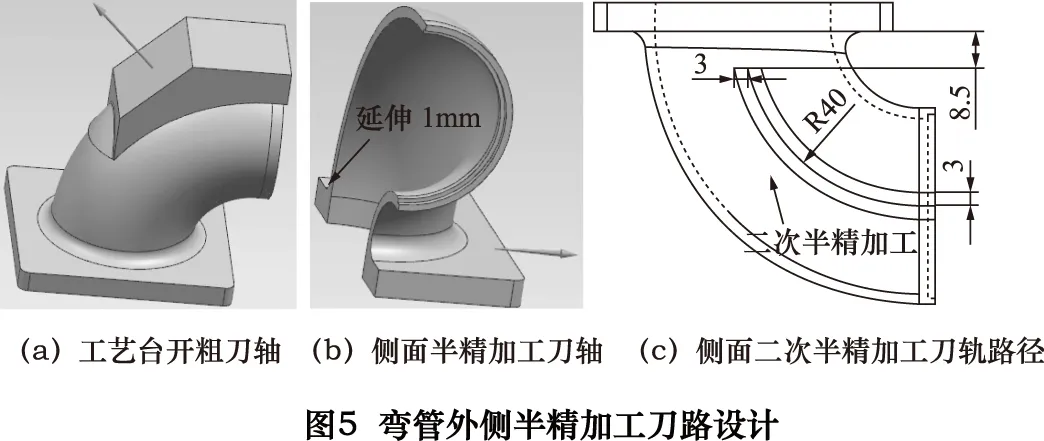
根據彎管加工的工藝流程,對彎管外部加工時,首先采用五軸定位模式(UG9.0中的CAVITY_MILL策略,刀軸垂直于工藝臺倒角面,如圖5a所示)對工藝臺進行開粗,為提高刀軌計算速度,可僅設計工藝臺為毛坯,彎管外壁為切削區域,設計切削模式為跟隨周邊,每層切削深度為1 mm。
彎管外側半精加工采用3+2定軸(臥式)銑削,因此需將彎管在對稱面剖切成兩部分,為避免加工中出現接刀痕,須將剖切面外延1 mm,如圖5b所示。彎管外側半精加工分為兩次,首先對側壁、圓角、底座上表面整體進行半精加工(采用UG9.0的MILL-ZLEVEL_PROFILE工序),由于圓弧的曲率,在彎管側壁中間區域會產生欠切削,所以需要對彎管側壁進行二次半精加工,加工部位為彎管側壁中間區域,如圖5c所示。
在進行側壁二次半精加工時,采用PLANAR_PROFILE(平面輪廓銑削),刀具沿著已做好的草圖(草圖平面平行于彎管的對稱面同時與彎管側壁曲面相切)曲線進行銑削。草圖為彎孔軸線的投影線,同時雙向偏移3 mm,草圖上端距離底座上表面8.5 mm(避免與圓角干涉)。在設置該刀路時,加工底面設計為草圖平面,邊界平面設在草圖上方1 mm處,每層切深0.2 mm。
2.3管道外側精加工刀路設計
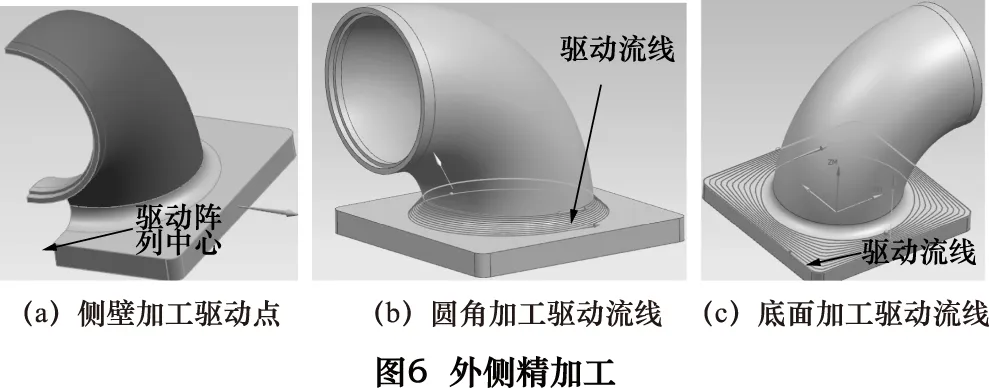
彎管側壁精加工采用φ8R4球頭刀,在UG9.0的FIXED_CONTOUR(固定輪廓銑)策略下完成刀路設置。在刀路設置時選擇被剖切的部件為幾何體,彎管側壁曲面為加工區域,刀軸方向垂直于剖切面。驅動方法選擇區域銑削,在區域銑削中將非陡峭切削模式設為徑向往復,陣列中心為彎孔圓弧軸線的圓心,如圖6a所示,刀路方向向內,切削方向順銑,步距恒定,最大距離0.05 mm。
圓角精加工采用φ5R2.5球頭刀,在UG9.0的VARIABLE_CONTOUR(可變軸輪廓銑)中完成刀路設置。如圖6b所示,驅動方法采用圓角曲面上邊界為流線進行驅動;在驅動設置中刀具位置選擇相切,切削模式選擇螺旋,步距數設為20;投影矢量選擇垂直于驅動體;刀軸設置為相對于矢量,前傾角為0,側傾角為70°;進刀退刀選擇圓弧-平行于刀軸;安全區域設置為圓柱,圓心為底座中心,半徑為80 mm。
底座上表面精加工刀路設置同圓角精加工一樣,采用VARIABLE_CONTOUR(可變軸輪廓銑),切削區域選擇底座上表面。如圖6c所示,驅動流線選擇底座上表面的外輪廓線,同時將刀具調整為φ8 mm立銑刀,側傾角調整為90°,實現臥式銑削,利用刀具的側刃加工底座上表面。
3 仿真驗證與實際加工
在CAD/CAM軟件完成刀路設置后,先在VERICUT軟件中完成仿真加工,仿真加工無誤后再導入到數控機床中加工。由于采用的機床是DMU 60 MONOBLOCK五軸聯動加工中心是B+C結構的,所以對刀時采用從組件/B到組件/STOCK(能順利撲捉到編程原點的情況下)。由于該工件的加工需多次裝夾,編程原點多次變化,仿真時在平口鉗上建立一個“平口鉗坐標系”,則能通過該坐標系順利找到各種裝夾模式下“編程原點”的坐標,為此在“程序零點”設置時可采用從組件/B到坐標原點/“平口鉗坐標系”,如圖7a,有了“平口鉗坐標系”,則能通過模型尺寸和測量工具等方式,找出各種裝夾方式下編程原點的坐標。當工件翻轉裝夾時,可通過在CAD/CAM軟件建立夾具和零件的模型,計算出翻轉后程序工點(編程原點)相對于“平口鉗坐標系”原點的坐標。

試制過程中,采用DMU 60 MONOBLOCK五軸聯動加工中心進行試切,如圖7b所示,試切效果如圖7c所示。裝夾工件時應盡可能將工件放置在工作臺中央,保證臥式銑削時機床行程充足;同時應通過專用夾具將工件墊高,避免臥式銑削時主軸頭與工裝碰撞;同時應配齊刀具,精確測量刀具長度;精加工彎孔時采用圓柱刀代替球頭刀,提高刀具的切削效率。由于加工程序中有螺旋循環旋轉切削,所以需考慮后處理文件與數控系統“最短距離”參數設置的匹配,避免由359.99°到0°時,刀具不是旋轉0.01°到0位置,而是朝反方向轉359.99°返回0,這樣極有可能發生撞刀。經試制采用該工藝方案和編程技術,加工出的零件達到設計和精度要求,如圖7c所示。
4 結語
本文介紹了某型號衛星中的連接件——彎管的五軸加工工藝過程及數控編程中的關鍵技術。該零件形狀復雜,需要加工的面較多,本文設計的“工藝臺”解決了多次裝夾的問題,實現一次裝夾完成工件內孔及兩端面的加工,避免重復定位的誤差,為后續工序加工出了基準面。同時本文介紹的內孔曲面五軸聯動加工程序——可變輪廓銑削策略,通過優化朝向點位置設計,一方面避免欠切削,同時最大程度地發揮刀具的切削速度,提高切削效率和工件的表面質量。在加工底座表面時選用底座輪廓線為驅動流線,設置側傾角為90°,實現利用端銑刀的側刃加工底座表面,大大提高工件加工效率和表面質量。同時本文還介紹了固定輪廓銑、平面輪廓銑削、型腔銑加工策略的編程技巧及多軸加工中的相關參數的定義及設置方法。
[1]曾豪華.基于UGNX6.0的整體葉輪加工工藝及數控編程[J].煤礦機械,2011(10):145-148.
[2]劉厚林,莊宿國,俞志君,等.jw200-100-315型離心泵誘導輪設計[J].華中科技大學學報,2011(12):14-17
[3]畢俊喜,鄧幼英,王麗琴,等.基于UG/PostBuilder的DMU100五軸聯動加工中心后處理器研究[J].機床與液壓,2012(23):54-57.
[4]陳光明.基于數控加工的工藝設計原則及方法研究[J].制造業自動化,2005,27(9):54-59,72.
[5]王先逵.現代制造技術及其發展趨向[J].現代制造工程,2008(1):1-8.
[6]曾強,張志森,肖輝進.整體螺旋誘導輪五軸聯動數控加工研究[J].制造技術與機床,2012(7):138-140.
[7]郭凱,劉獻禮,程耀楠,等.開式整體葉輪加工關鍵工藝技術研究[J].航空精密制造技術,2008(3):34-40.
[8]孫建立.彎管內外表面數控銑削試驗與內表面加工裝置設計[D].大連:大連理工大學,2012.
[9]李超.五軸數控加工程序設計研究[J].機械設計與制造,2009(1):60-62.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
The five-axis high precision manufacturing research of some air pipe bending parts
GU Chunguang①,CAO Zhuming①,SUN Hongmei①,GUO Jiatian②
(①Beijing Polytechnic, Beijing 100176,CHN;②Shandong Vocational College of Science& Techology, Weifang 261053,CHN)
This article describes the five-axis NC programming process a certain type of satellite connection——elbow in key technologies. This part of the profile to be processed more require multiple setups, this design elbow clamping process station clever solution to the problem of multiple setups parts to achieve a fixture hole completed in parts and machining at both ends; in "variable contour milling" toolpaths design curved surface in the hole by optimizing toward point settings, on the one hand to avoid under-cutting, while minimizing play cutting tools, improve processing efficiency and surface quality; the seating surface toolpaths the setup process via the tool roll 90 °, to achieve the side edge end mill processing, improve the surface quality of parts. After trial program using the technology and programming techniques, machined parts and precision to meet the design requirements.
elbow;five-axis machining; precision;manufacturing;research
TH164
A
10.19287/j.cnki.1005-2402.2016.08.027
顧春光,男,1965年生,研究生,高級工程師,研究方向為數控技術。
(編輯孫德茂)(2016-04-19)
160838
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
