斜床鞍異型砂輪專用數控車床的設計制造
2016-08-31 07:11:23李新強徐瑞霞
制造技術與機床 2016年8期
李新強 徐瑞霞
(①濟南鍋爐集團有限公司膜式壁分廠,山東 濟南 250023;②山東職業學院鐵道機車與機電裝備系,山東 濟南 250014)
?
斜床鞍異型砂輪專用數控車床的設計制造
李新強①徐瑞霞②
(①濟南鍋爐集團有限公司膜式壁分廠,山東 濟南 250023;②山東職業學院鐵道機車與機電裝備系,山東 濟南 250014)
通過研究機床總體結構、主軸結構、砂輪的裝夾、進給系統設計、導軌的密封、機床總體防護及吸塵,刀具的選擇及相關切削參數等,設計一種異型砂輪加工專用數控車床,既可以提高砂輪加工的靈活性,還能保證加工質量、提高加工效率,降低加工成本。
斜床鞍;異型砂輪;專用;數控車床
磨削加工,在機械加工隸屬于精加工,加工量少、精度高,在機械制造行業中應用比較廣泛。砂輪是磨削加工中最主要的一類磨具,是在陶瓷磨料中加入結合劑,經壓坯、干燥和焙燒而制成的多孔體。大部分的砂輪是圓柱形的。而現階段隨著社會對各類工業及民用產品形狀的要求越來越高,各種非圓柱形異型砂輪的需求量也越來越多。傳統異型砂輪的加工通常是利用金剛石磨輪或金剛石筆,利用成型加工設備手動控制修磨,加工精度、靈活性和效率都不高,對于型面為自由曲線的砂輪來說,手動修磨更是無法完成其加工。大部分砂輪加工企業急需一套能加工多種異型砂輪的自動化設備,既能滿足砂輪加工的靈活性,還要保證加工質量、提高加工效率、降低加工成本,減輕工人勞動強度,并將工人從高污染高危害的加工環境中解脫出來。
現階段數控技術已經非常成熟,數控機床在加工靈活性、高質量和高效率等各方面較普通機床都有很大的優越性。所以數控機床在金屬加工行業應用非常普及。砂輪同車削類工件相同,都是回轉體零件,所以在理論上砂輪可以用數控車床進行加工。但是因為砂輪自身的特殊材質、機床導軌等部位的密封和總體防護吸塵、砂輪的切削工藝和切削參數以及裝夾方式等各方面同金屬加工不同,所以現階段所有機床廠生產的數控車床都不能直接用來車削砂輪。
本文旨在設計一種異型砂輪加工專用數控車床,研究機床床身結構、主軸結構、砂輪(工件)的裝夾、進給系統設計、導軌的密封、機床總體防護及吸塵、刀具的選擇,并研究相關切削參數等,既可以提高砂輪加工的靈活性,還能保證加工質量、提高加工效率,降低加工成本,減輕工人勞動強度和對身體健康的危害,并在一定程度上減少室內粉塵。本文將以CKZ630A斜床鞍異型砂輪專用數控車床為例來展開介紹,此設備是筆者公司為某世界知名磨料磨具制造公司設計制造的。
1 機床總體結構設計
機床的總體結構與通用金屬加工數控車床類似,主要由主軸單元、主軸箱底座、床身、橫向X軸伺服進給裝置、縱向Z軸伺服進給裝置、斜床鞍、工件裝夾裝置、動力刀架、刀具測量系統、數控車床電氣控制系統、自動間歇潤滑泵以及鈑金防護等部分組成,光機結構如圖1所示,床身、主軸箱底座、斜床鞍和進給滑座等部件均采用HT250灰鑄鐵,經多次退火時效處理,高剛性及高穩定性的床身為整機的高精度提供了有力保證。

根據砂輪圖紙的一般加工要求,選擇常州宏數控設備公司生產的LD4B-CK6163型四工位立式電動刀架,該刀架為上刀架體免抬起轉位,換刀時可避免砂輪屑進入刀架體內部,以免損壞刀架體內部運動部件,可以滿足用戶的日常加工需要。切削砂輪時刀具磨損較快,為保證加工精度,需要經常停機進行手動對刀,為了提高加工效率和精度,結構上增加了數控車床自動對刀儀,可根據刀具的磨損情況自動對刀具進行對刀和補償。工件的裝夾采用氣動夾緊方式,為保證足夠的夾緊力,選用大直徑雙活塞回轉氣缸,夾緊動作快捷、可靠且清潔,并配置壓力檢測開關,與數控系統聯鎖,在氣壓突降的情況下可迅速停機,保證加工過程中設備和操作人員的安全。
2 主軸單元的設計
主軸系統的設計首先要根據刀具的允許切削線速度、工件的直徑等因素來計算主軸的轉速,基本計算公式為:
(1)
式中:n為主軸轉速,r/min;v為切削速度,m/min;d為工件直徑,mm。
目前陶瓷砂輪的車加工一般選用PCD聚晶金剛石刀片作為加工刀具,此種刀具具有高硬度和極好的耐磨性、熱導性,摩擦系數小。現根據國產株洲鉆石切削刀具股份有限公司的PCD聚晶金剛石刀片牌號為YCD511刀片推薦切削用量如表1所示,以工件最大直徑630 mm,根據式(1),可計算出主軸轉速范圍為10~160 r/min左右。為了節約設計與制造成本,選用通用車床主軸箱,并根據以上計算數據來驗證是否適合加工砂輪,通過參數比較,最終確定選擇CK6150三檔變速主軸箱,選用7.5 kW變頻電動機經皮帶通過齒輪變速箱帶動主軸旋轉,三檔齒輪有級變速配合檔內變頻無極調速,主軸軸端為C-6形式,主軸轉速范圍0~1 600 r/min。配置主軸編碼器,配合數控系統可實現螺紋切削,以及更為復雜的變螺距切削因砂輪加工產生的粉塵對機床主軸危害很大,所以必須加強對主軸前端密封的設計。本主軸系統采用內置骨架油封,外置多級迷宮密封,保證了主軸的密封性能。改進后完全滿足對砂輪加工的使用要求。
表1推薦切削用量
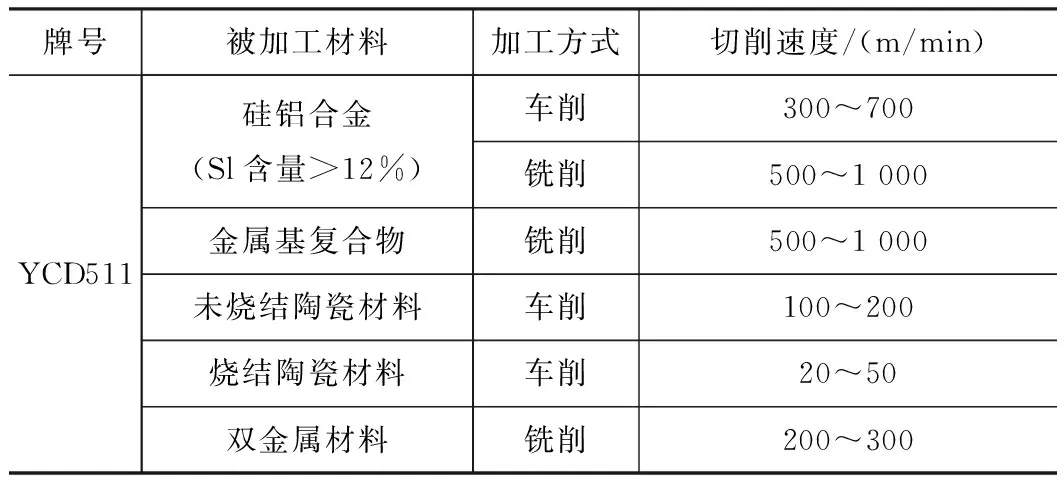
牌號被加工材料加工方式切削速度/(m/min)YCD511硅鋁合金(Sl含量>12%)金屬基復合物未燒結陶瓷材料燒結陶瓷材料雙金屬材料車削300~700銑削500~1000銑削500~1000車削100~200車削20~50銑削200~300
3 進給系統設計
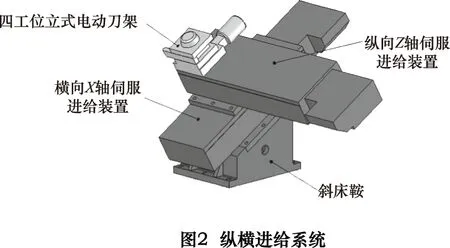
因加工工件材質的特殊性,本設備對橫向X軸和縱向Z軸伺服進給裝置部分的要求極高,主要表現在進給的精度,運動部件的剛性和穩定性,特別是整個運動副的防塵密封性能,如果防塵密封性不好,將無法保證整臺機床的長期穩定運行,所以此處的密封是極為關鍵的,也是本設備的設計難點。如圖2所示,縱向Z軸伺服進給裝置與橫向X軸伺服進給裝置垂直疊放,分別由交流伺服電動機驅動,通過無間隙聯軸器直聯滾珠絲杠,滑座與固定座之間為直線導軌,帶動四工位立式電動刀架,可自動選刀,由數控系統控制兩軸的插補運動實現數控加工,對于伺服進給部分的扭矩和進給力等的相關計算本文不再贅述。
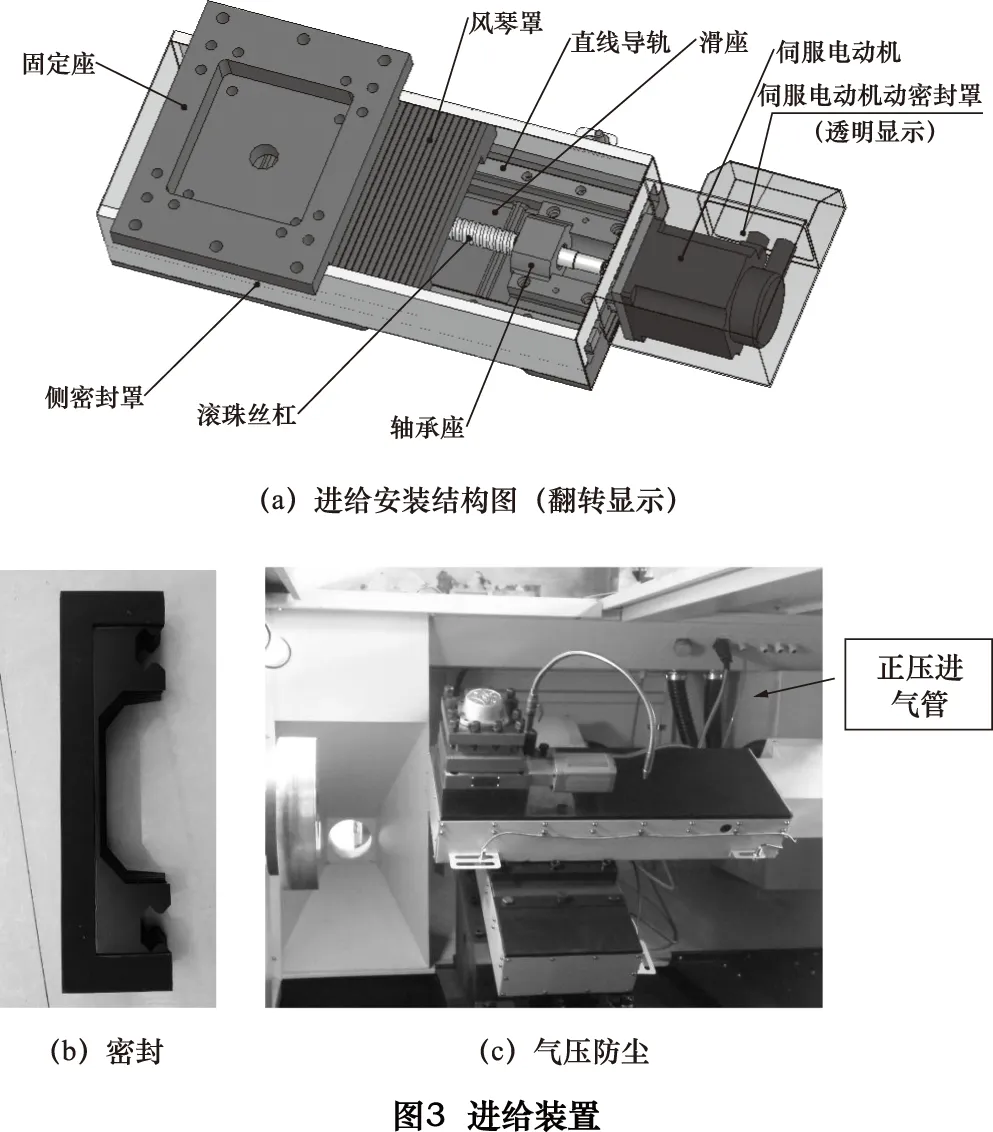
橫向X軸和縱向Z軸伺服進給裝置的內部結構是相同的,如圖3a所示。為了達到防塵密封的要求,將導軌滑座在上安裝,螺母固定座在下安裝固定,見圖3a(圖中為了便于觀察內部結構,特翻轉顯示),滾珠絲杠、直線導軌和滑座一起移動,導軌滑塊與螺母固定座不動,整個導軌副和絲杠副結構均為倒置安裝,滾珠絲杠內置,使用專門設計的風琴罩封住直線導軌和滾珠絲杠,如圖3b,同時兩側增加鈑金側密封罩,底部帶有鈑金翻邊,對風琴罩有導向和保護作用,同時也可抵制砂輪屑進入內部空間。另外為了提高防塵能力,向兩個獨立滑座里面通壓縮空氣,使滑座內部空間建立起正壓(圖3c),這樣滑座外部微細的灰塵也不容易通過各縫隙進入內部,可保證精密部件長期穩定運行。正壓進氣管通徑8 mm,進氣壓力調節在0.1~0.2 MPa。
4 工件夾持裝置設計
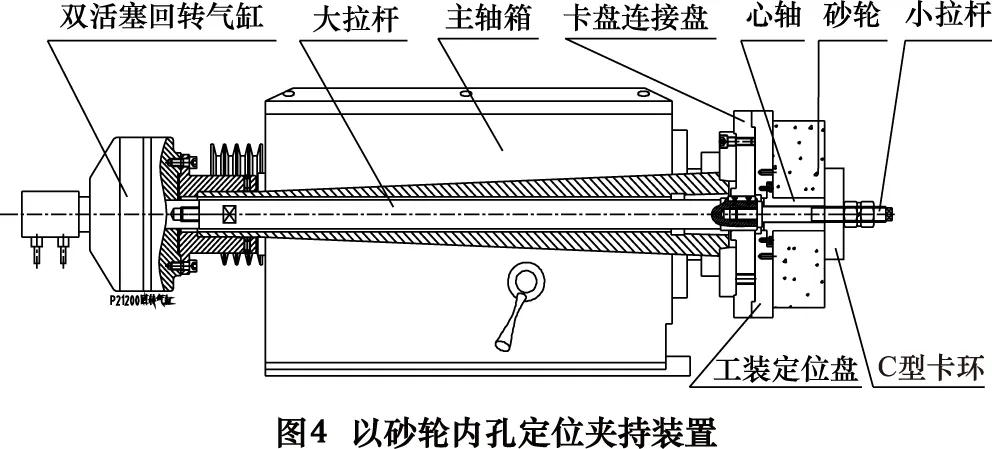
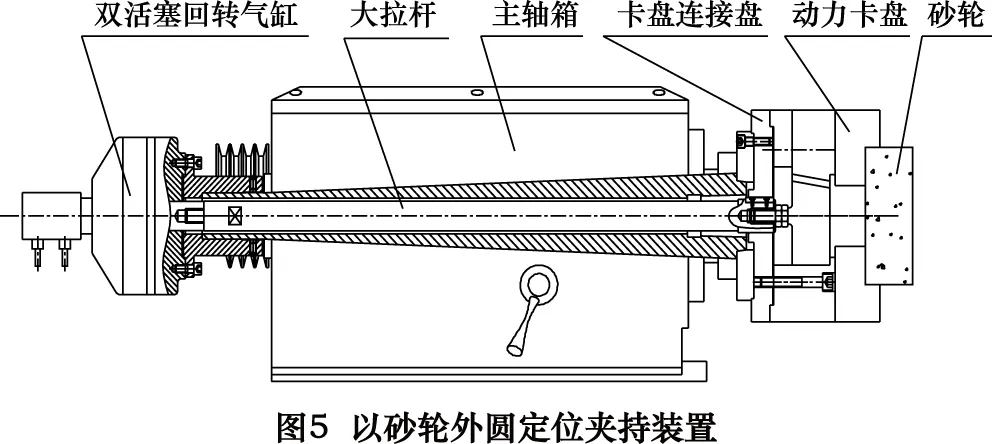
針對砂輪的加工要求,設計了兩種典型的裝夾方式:以砂輪內孔定位和以砂輪外圓定位。如圖4所示是以砂輪內孔定位的心軸夾持方式,將砂輪套在心軸上,回轉氣缸拉動大拉桿,繼而拉動小拉桿,利用C型卡環,將砂輪牢牢地壓緊在工裝定位盤上;如果以砂輪外圓定位夾持的話,只需將工裝定位盤、心軸組件和小拉桿從卡盤連接盤上卸掉,然后將標準動力卡盤安裝到卡盤連接盤上,如圖5所示,即可實現對砂輪以外圓定位夾緊。兩種方式可方便地互換。
其他部分的設計可參考通用金屬數控車床來設計,而且技術也相當成熟,在此不再贅述。
5 使用結果
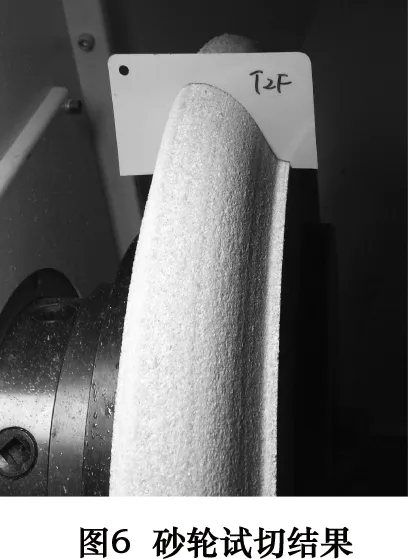
該設備全套部件裝配完畢后,經過精度和電氣調試并試車成功,通過對加工完畢試件的檢驗測量,試件完全符合圖紙要求,如圖6所示,砂輪試件曲線輪廓與檢測樣本完全符合。
實踐證明,整臺設備運行穩定可靠,加工精度高,防塵性能好,達到了預期的設計目的。
[1]《現代實用機床設計手冊》編委會.現代實用機床設計手冊[M].北京:機械工業出版社, 2006.
[2] 徐宏海.數控機床機械結構與電氣控制[M].北京:化學工業出版社, 2011.
[3] 西門子(中國)有限公司.SINUMERIK 808D_調試手冊[Z].2012.
[4]西門子(中國)有限公司,SINUMERIK808D 編程與操作步驟(車削)[Z].2012.
(編輯汪藝)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Design and manufacture of special numerical control lathe with oblique bed saddle for the special-shaped grinding wheel
LI Xinqiang①, XU Ruixia②
(①JiNan Boiler Group Co., Ltd., Jinan 250023, CHN;②Department of Electrical and Mechanical Equipment, Shandong Polytechnic, Jinan 250014, CHN)
By studying the overall structure of machine tools, the main structure of the spindle, the feeding system design, the sealing of the feed system, the overall protection of the machine tool, the selection of the machine tool, the relative cutting parameters, the special numerical control lathe is designed, which can improve the flexibility of the grinding wheel, and can guarantee the processing quality, improve the processing efficiency and reduce the processing cost.
oblique bed saddle; special-shaped grinding wheel; special; numerical control lathe
TH69
A
10.19287/j.cnki.1005-2402.2016.08.012
李新強,男,1979年生,廠長,主要從事自動化生產設備的研發、制造等。
2016-01-05)
160823
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
制造技術與機床(2019年12期)2020-01-06 03:17:48
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
制造技術與機床(2017年4期)2017-06-22 11:18:05
Coco薇(2017年5期)2017-06-05 08:53:16
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
機械職業教育(2014年9期)2014-02-28 02:09:18
