2219鋁合金攪拌摩擦焊接頭缺陷補焊
2016-08-31 02:39:45劉朝磊常志龍吳會強馮吉才孟凡新
航空材料學報 2016年1期
周 利, 韓 柯, 劉朝磊, 黃 誠,常志龍, 吳會強, 馮吉才,, 孟凡新
(1.哈爾濱工業大學(威海) 山東省特種焊接技術重點實驗室, 山東 威海 264209; 2.哈爾濱工業大學 先進焊接與連接國家重點實驗室, 哈爾濱 150001; 3.北京宇航系統工程研究所, 北京 100076; 4.天津航天長征火箭制造有限公司, 天津 300462)
?
2219鋁合金攪拌摩擦焊接頭缺陷補焊
周利1,2,4,韓柯2,劉朝磊1,黃誠3,常志龍3,吳會強3,馮吉才1,2,孟凡新4
(1.哈爾濱工業大學(威海) 山東省特種焊接技術重點實驗室, 山東 威海 264209; 2.哈爾濱工業大學 先進焊接與連接國家重點實驗室, 哈爾濱 150001; 3.北京宇航系統工程研究所, 北京 100076; 4.天津航天長征火箭制造有限公司, 天津 300462)
對2219鋁合金攪拌摩擦焊接頭中出現的未焊透和孔洞缺陷進行一次、二次攪拌摩擦補焊實驗。結果表明:在合適的補焊工藝參數下,可有效消除接頭原有缺陷,獲得成形美觀,性能良好的接頭;隨補焊次數的增加,接頭軟化區域顯著增加;含有上述兩種缺陷接頭一次補焊后拉伸性能顯著提高,二次補焊接頭相比于一次補焊接頭拉伸性能有所降低;含有缺陷的原始接頭拉伸時均于缺陷處起裂導致接頭塑性較低,補焊后接頭都斷裂于后退側熱影響區與熱機影響區交界處,呈韌性斷裂模式。
2219鋁合金;攪拌摩擦焊;缺陷;補焊
攪拌摩擦焊(Friction stir welding,FSW)作為一種新型固相連接技術在鋁合金焊接方面正獲得廣泛應用,但FSW過程中由于工藝參數不當、板厚不均等原因可能會形成溝槽、隧道、孔洞、未焊透等焊接缺陷[1-4]。其中,未焊透及孔洞缺陷屬于接頭內部典型缺陷,一旦形成會嚴重影響接頭的力學性能,因而對上述兩種缺陷的修復就顯得異常重要[5-6]。
采用傳統熔化焊修復攪拌摩擦焊接頭缺陷會造成接頭性能顯著惡化,通過攪拌摩擦補焊方法不僅可以很好的修復原有缺陷,而且修復后接頭保持了固相連接的優點。另一方面,采用這種修補工藝還可大大減少修復時間,降低生產成本[7-10]。劉會杰[11]和Martin等[12]分別采用FSW對不同鋁合金攪拌摩擦焊溝槽及未焊透缺陷進行了修復研究,但國內外相關研究總體較少。本研究選用航空航天領域廣泛應用的2219鋁合金為研究對象,對其攪拌摩擦焊接頭未焊透及孔洞兩種缺陷進行FSW修復,研究補焊前后接頭成形、微觀組織及力學性能的變化,為攪拌摩擦補焊方法工程應用提供試驗依據。
1 實驗材料及方法
實驗材料采用2219-T87鋁合金板材尺寸為300mm×150mm×6mm,化學成分和力學性能如表1所示。焊前采用金相砂紙對板材對接面進行輕輕打磨后再用丙酮清洗,以清除表面氧化物、油污等。

表1 2219鋁合金化學成分與力學性能Table 1 Chemical composition and mechanical properties of 2219 Al alloy
焊接實驗在龍門式攪拌摩擦焊設備上進行,攪拌頭采用錐形螺紋攪拌針。為模擬工程上多種不確定因素導致的焊接缺陷,現依據相關研究經驗制定獲得缺陷及其補焊工藝參數如表2所示,其中兩次補焊均采用相同的焊接方向和參數。焊接完成后,沿試樣橫截面制備金相試樣,金相打磨、拋光后使用Keller試劑(4ml HF+6ml HCl+10ml HNO3+190ml H2O)進行腐蝕,采用光學顯微鏡觀察焊接接頭的微觀組織。按照GB/T 2649—1989,GB/T 228—2002沿垂直于焊接方向將焊接接頭切成標準試樣,每組實驗三個試樣,在Instron 1186電子力學性能試驗機上進行拉伸試驗,加載速率為3mm/min,采用掃描電子顯微鏡對拉伸斷口進行掃描。采用MICRO-586型顯微硬度計在板厚中部水平方向對接頭的各個區域進行顯微硬度測試:硬度測試點間距1mm,加載載荷200g,加載時間10s。
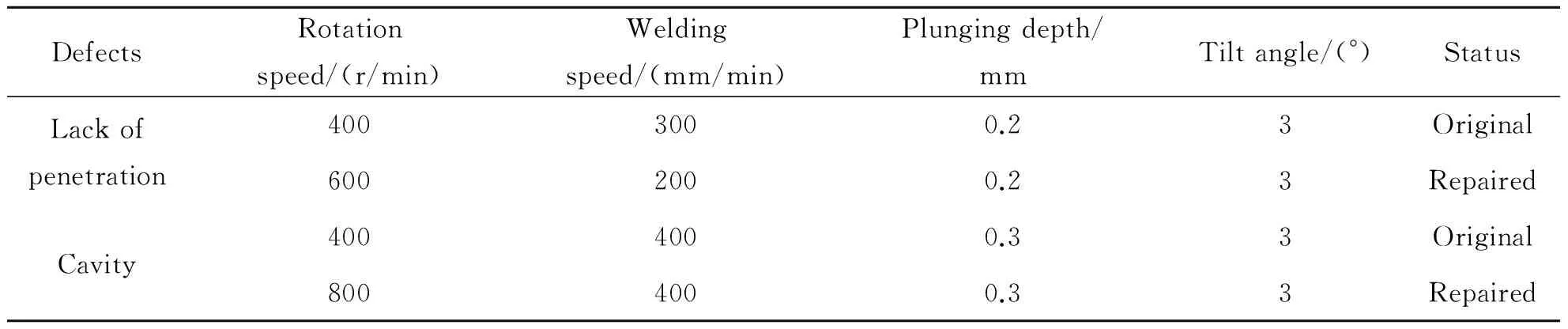
表2 含缺陷原始接頭及其補焊接頭工藝參數Table 2 Welding process parameters for initial joints with defects and repaired joints
2 結果與分析
2.1補焊前后接頭成形
原始焊縫及其補焊焊縫外觀如圖1所示,可以看到所有情況下焊縫表面成形良好,弧紋清晰,匙孔處無可見缺陷,但隨著補焊次數的增加飛邊有所增多。飛邊主要出現在焊縫后退側(Retreating side,RS),前進側(Advancing side,AS)飛邊相對較少。
圖2、圖3分別為含未焊透及孔洞缺陷原始接頭和補焊接頭截面形貌,受焊接過程中熱-力共同作用焊縫呈上寬下窄形態,且經過一次、二次補焊后各區域尺寸有所增大;未焊透缺陷是指在接頭底部形成不完全連接或未形成連接而出現的“裂紋狀”缺陷,如圖2(a)所示;孔洞缺陷則是指由于攪拌摩擦焊接時內部材料未形成完全封閉流動而在焊核區(Nugget zone, NZ)留下的較小空腔[13,14]。在所選擇的補焊工藝條件下進行一次、二次補焊后,原始接頭中的未焊透及孔洞缺陷被消除,分別如圖2(b),(c)和圖3(b),(c)所示。
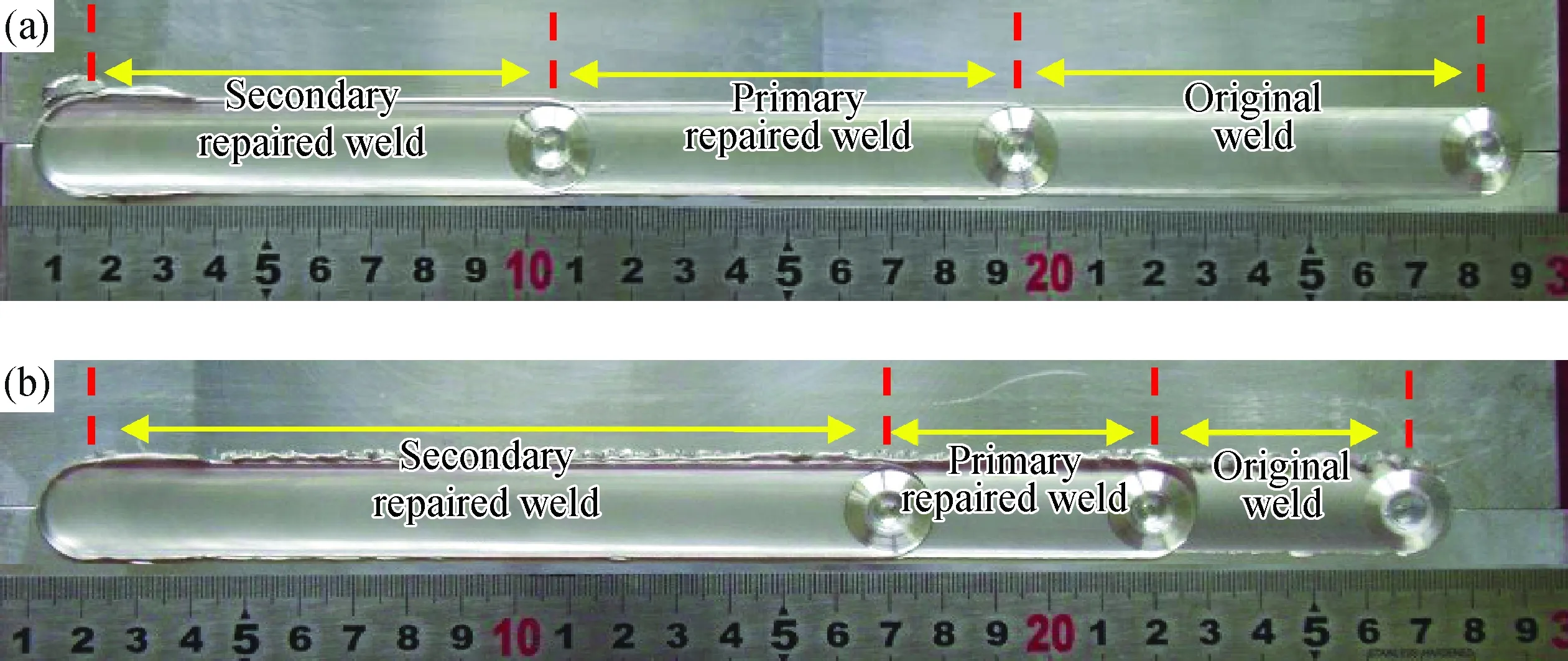
圖1 含未焊透、孔洞缺陷接頭補焊前后焊縫表面形貌(a)未焊透;(b)孔洞Fig.1 Surface appearance of weld in joints with defect of lack of penetration(a) and cavity (b)

圖2 含未焊透缺陷原始及補焊接頭截面形貌(a)原始接頭;(b)一次補焊接頭;(c)二次補焊接頭Fig.2 Cross-section of original joints with lack of penetration and repaired joints(a)original joint;(b)primary repaired joint;(c)secondary repaired joint

圖3 含孔洞缺陷原始及補焊接頭截面形貌(a)原始接頭;(b)一次補焊;(c)二次補焊Fig.3 Cross-section of original joints with cavity and repaired joints(a)original joint;(b)primary repaired joint;(c)secondary repaired joint
2.2補焊前后接頭組織
由于軸肩下壓量不足、攪拌頭轉速過低或焊速過快,使原始對接面未受到充分的攪拌和擠壓作用,導致接頭底部焊接熱輸入不足而未形成可靠連接[15-16]。由圖4所示含未焊透缺陷接頭補焊前后微觀組織可知,補焊前原始接頭未焊透缺陷周圍仍然保留著原始母材的軋制組織,未焊透長度約為0.5mm,如圖4(a)所示;經一次、二次補焊后,未焊透缺陷均被完全消除,如圖4(b),(c)所示,同時焊縫根部粗大的母材組織也變成細小的等軸晶。
孔洞缺陷也是由焊接熱輸入不足,塑性材料流動不充分而形成,通常位于接頭前進側的中下部或者表面附近[17],孔洞直徑約為0.15mm,如圖5(a)所示。由圖5(b),(c)可知,采用合適工藝參數進行一次、二次補焊后,孔洞缺陷得到消除,且其周圍細小裂紋也隨之消失。
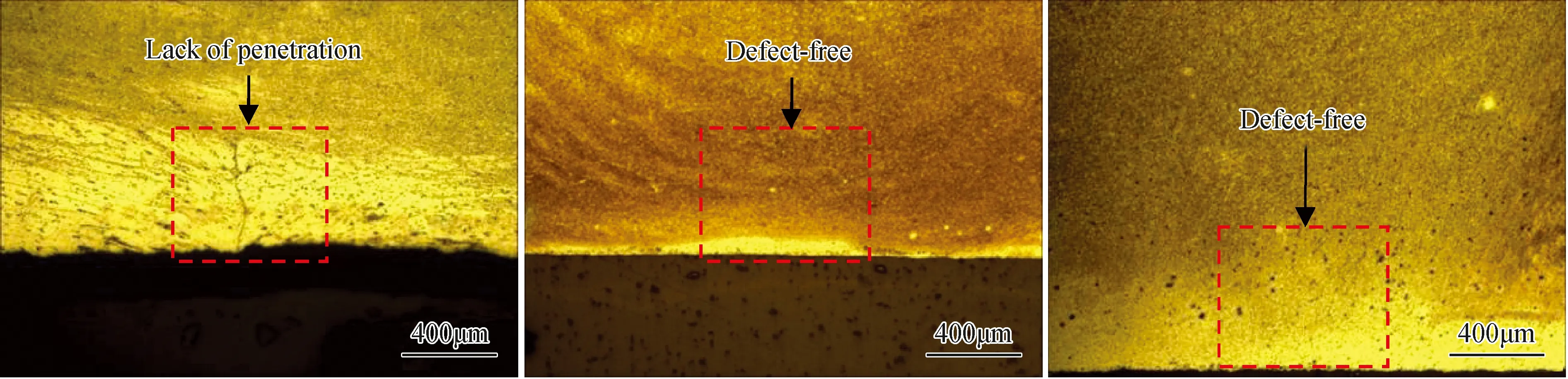
圖4 含未焊透缺陷接頭補焊前后微觀組織(a)原始接頭;(b)一次補焊接頭;(c)二次補焊接頭Fig.4 Microstructures of the joints with lack of penetration before and after repair welding(a)original joint;(b)primary repaired joint;(c)secondary repaired joint
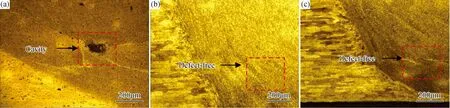
圖5 含孔洞缺陷部位補焊前后微觀組織(a)原始接頭;(b)一次補焊接頭;(c)二次補焊接頭Fig.5 Microstructures of the joints with cavity before and after repair welding(a)original joint;(b)primary repaired joint;(c)secondary repaired joint
2.3補焊前后接頭力學性能
2.3.1顯微硬度
由圖6和圖7所示含缺陷接頭補焊前后顯微硬度分布可知,含上述兩種缺陷接頭補焊前后均發生了不同程度的軟化,其中母材區硬度值最大,焊縫區硬度最小,這是由于該區域發生再結晶軟化及過時效所導致[18-19];隨補焊次數的增加,焊接熱輸入增大導致接頭進一步軟化,且軟化區域明顯擴大。
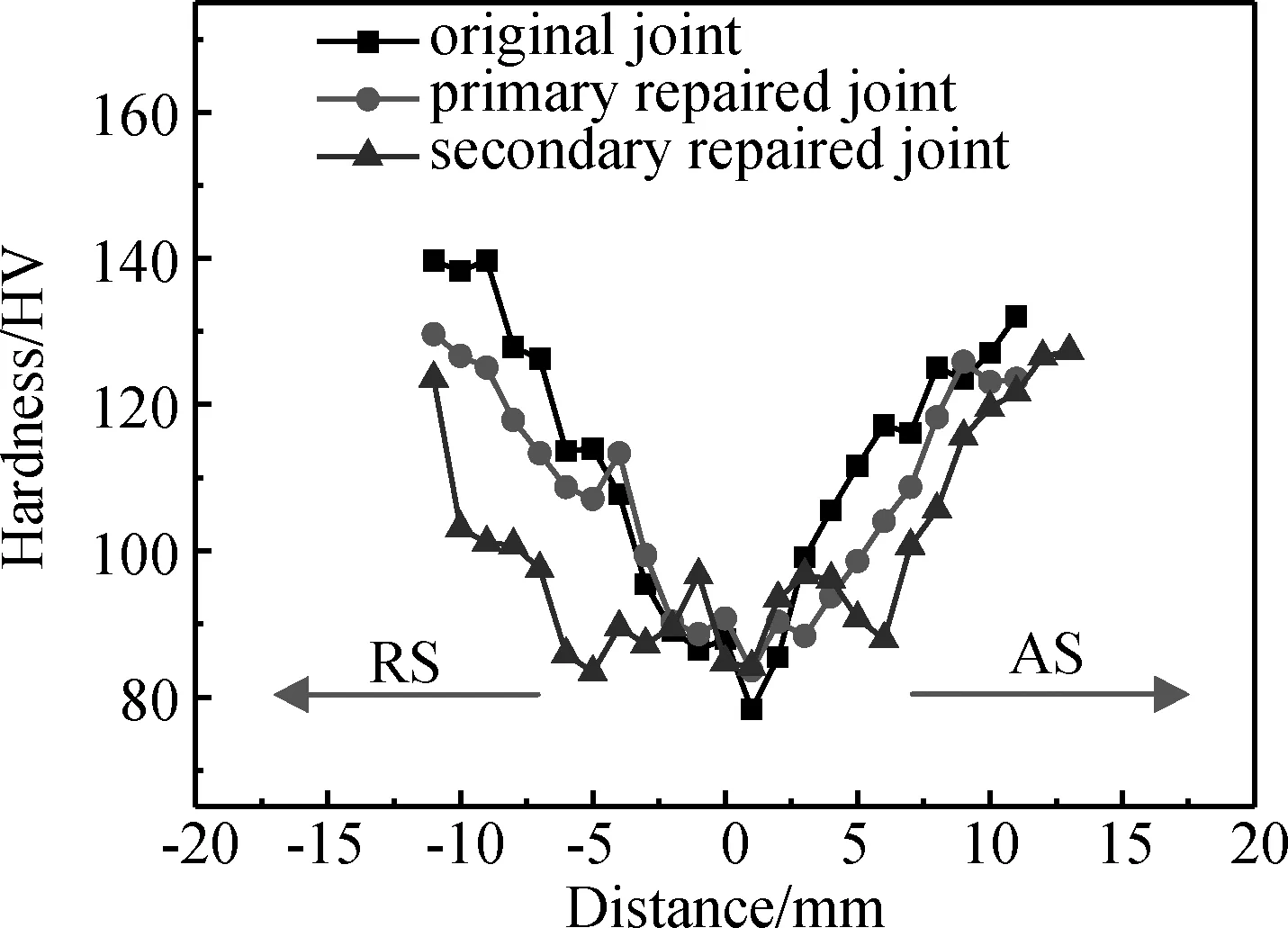
圖6 含未焊透缺陷接頭補焊前后顯微硬度分布Fig.6 Micro-hardness distribution of joints with lack of penetration before and after repair welding
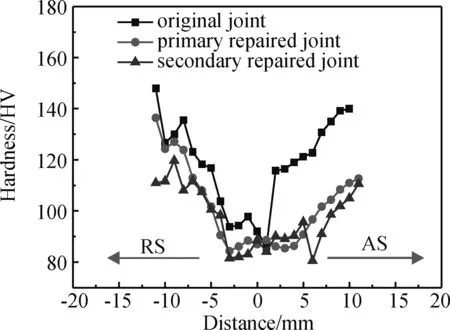
圖7 含孔洞缺陷接頭補焊前后顯微硬度分布Fig.7 Micro-hardness distribution of joints with cavity before and after repair welding
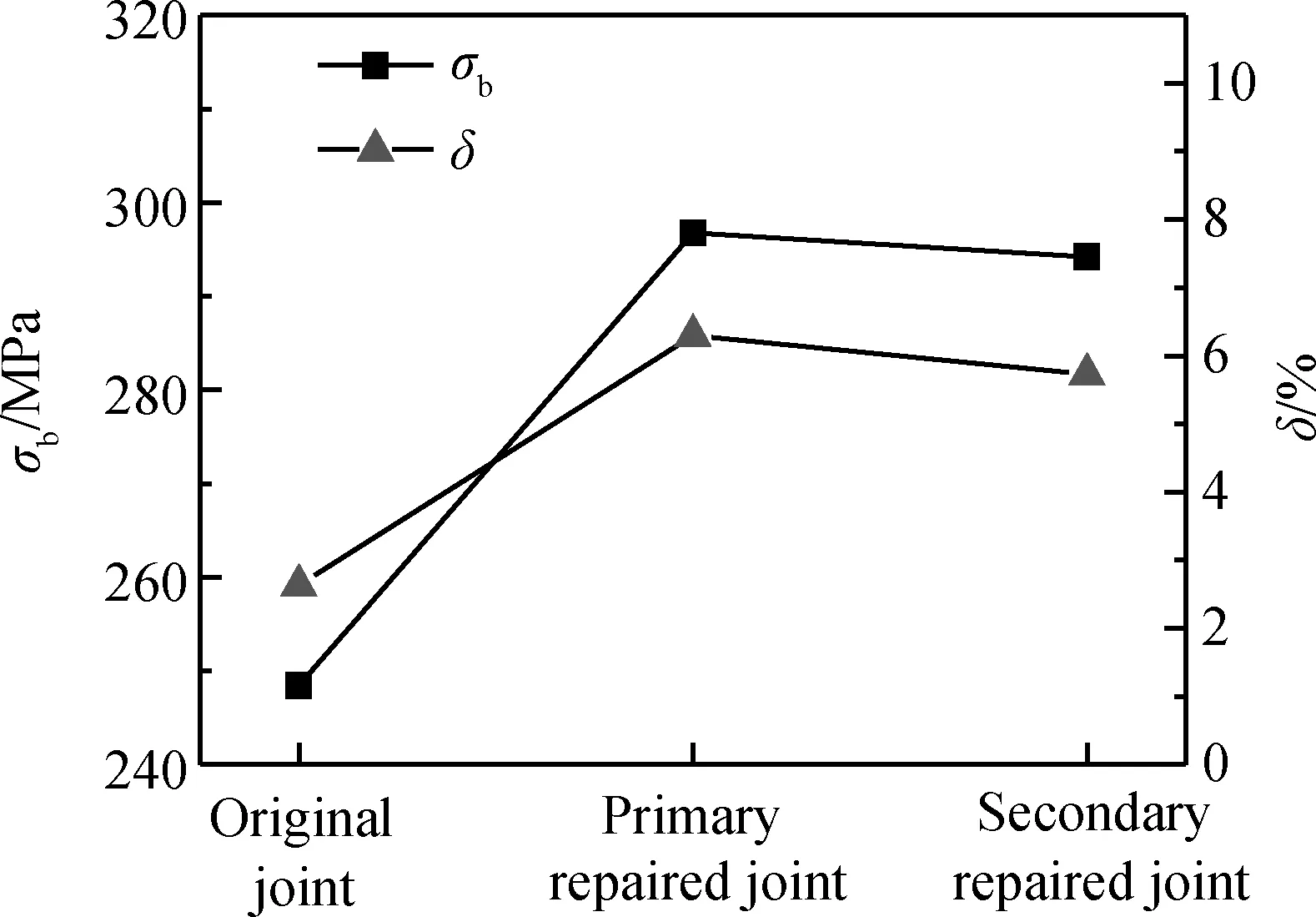
圖8 含未焊透缺陷接頭補焊前后拉伸性能Fig.8 Tensile properties of joints with lack of penetration before and after repair welding
2.3.2拉伸性能
圖8為含未焊透缺陷接頭補焊前后拉伸性能,可以發現含未焊透缺陷原始接頭的抗拉強度為248MPa,伸長率為2.6%,接頭系數為56%;而經一次、二次補焊后,接頭抗拉強度分別達到296.7MPa,294.2MPa,伸長率分別增至6.3%,5.73%。這是由于補焊前接頭根部存在未焊透缺陷,當接頭承受拉應力時,裂紋首先從根部缺陷處擴展,進而發生斷裂,造成接頭力學性能大幅下降;一次補焊后接頭根部未焊透消除,同時根部粗大的母材組織得到充分細化,因此接頭力學性能升高;而經過二次補焊后,接頭的進一步軟化及熱影響區附近晶粒的粗化使接頭力學性能有所降低。
由圖9所示含孔洞缺陷接頭補焊前后拉伸性能可知,一次、二次補焊接頭抗拉強度由235MPa分別達到332MPa,326MPa,接頭系數均達到74%以上,伸長率分別增至6.2%,5.6%。補焊前,由于接頭中存在孔洞缺陷,使得焊核區材料不連續,因此在拉應力作用下發生應力集中,接頭首先從此處斷裂;補焊后,孔洞消失,雖然接頭各區晶粒尺寸有所增大,但抗拉強度有很大提高;接頭伸長率隨焊接次數的變化規律與抗拉強度保持一致。
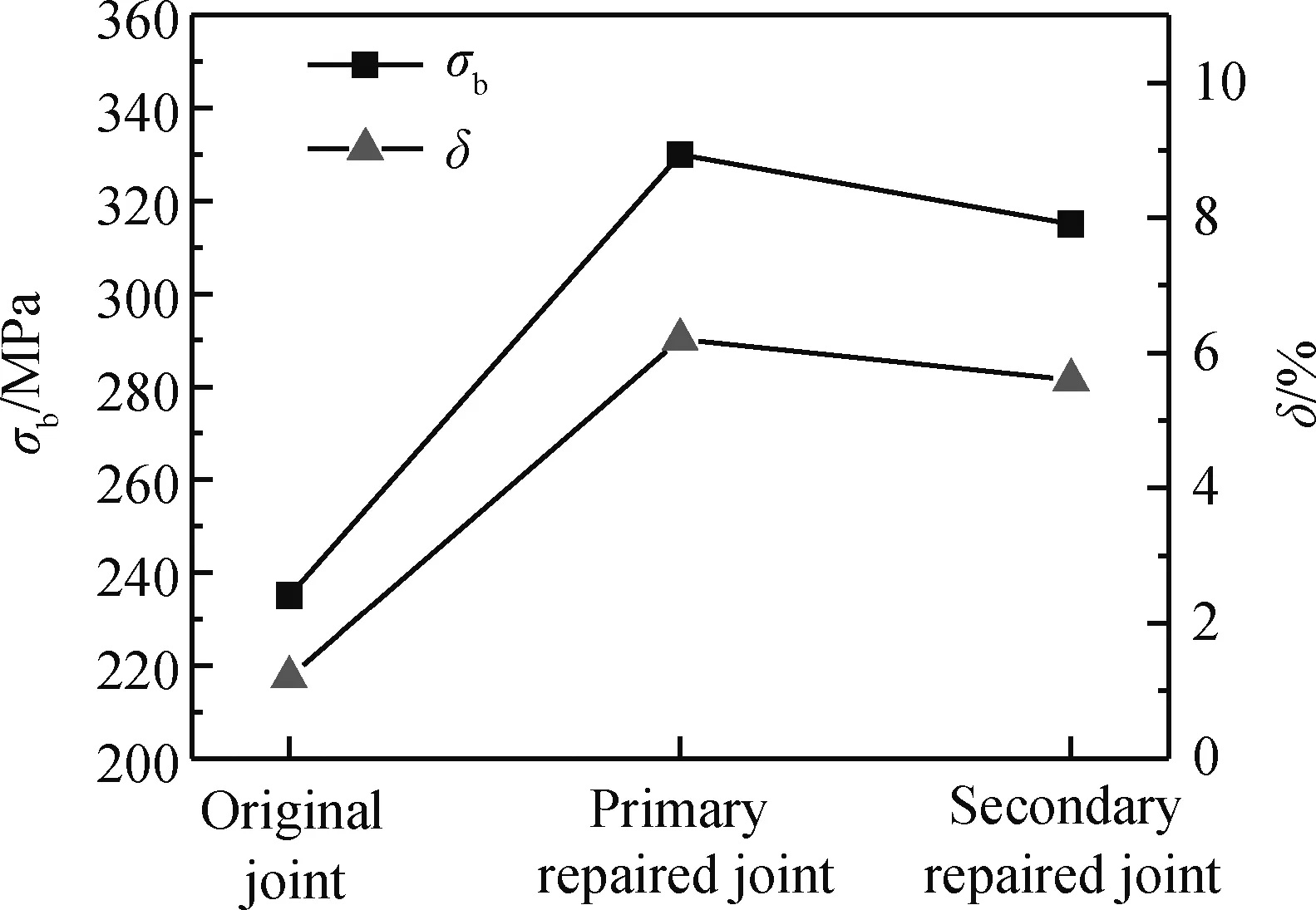
圖9 孔洞缺陷接頭補焊前后拉伸性能Fig.9 Tensile properties of joints with cavity before and after repair welding
由圖10含未焊透缺陷接頭補焊前后拉伸斷裂位置圖可看出,含未焊透缺陷原始接頭拉伸時于缺陷位置處起裂并擴展至焊核區;一次及二次補焊接頭拉伸斷裂位置在接頭后退側熱機影響區與熱影響區交接處,并且斷裂方向與焊縫表面呈45°。
圖11為含孔洞缺陷接頭補焊前后拉伸斷裂位置。由圖可知,補焊前接頭拉伸斷裂位置位于焊縫中部偏向于前進側的缺陷處;經一次、二次補焊后,接頭斷裂位置均位于焊縫后退側熱機影響區與熱影響區交界處,通過對比硬度分布可知此處為整個接頭的薄弱區。
2.3.3拉伸斷口分析
圖12和圖13分別為含未焊透缺陷、孔洞缺陷接頭補焊前后拉伸斷口形貌,可知兩種情況下原始接頭缺陷處斷口均無明顯韌窩特征,尤其孔洞處斷口存在大量光滑剪切平面,為典型的脆性斷裂,接頭整體均為分層混合型斷裂。經一次、二次補焊后接頭拉伸斷口上均布滿大量韌窩和撕裂棱,呈韌性斷裂模式。

圖10 未焊透缺陷接頭補焊前后拉伸斷裂位置(a)原始接頭;(b)一次補焊接頭;(c)二次補焊接頭Fig.10 Fracture location of joints with lack of penetration before and after repair welding(a)original joint;(b)primary repaired joint;(c)secondary repaired joint

圖11 含孔洞缺陷接頭補焊前后拉伸斷裂位置(a)原始接頭;(b)一次補焊接頭;(c)二次補焊接頭Fig.11 Fracture location of joints with cavity before and after repair welding(a)original joint;(b)primary repaired joint;(c)secondary repaired joint
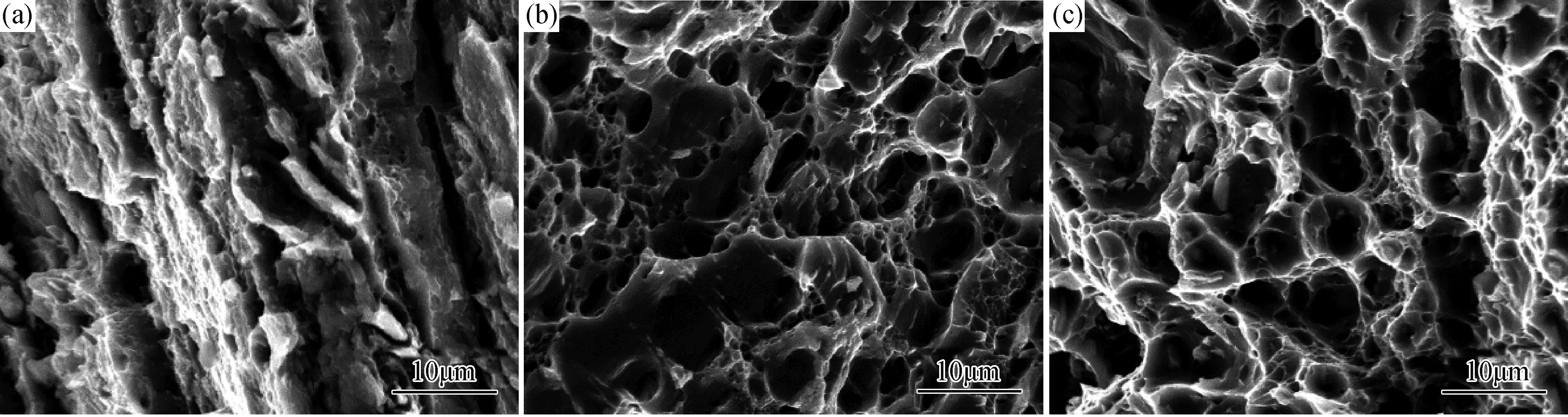
圖12 含未焊透缺陷接頭補焊前后拉伸斷口形貌(a)原始接頭缺陷處;(b)一次補焊;(c)二次補焊Fig.12 SEM image of fracture morphology of joints with lack of penetration before and after repair welding(a)defect location of original joint;(b)primary repaired joint;(c)secondary repaired joint
圖13 含孔洞缺陷接頭補焊前后拉伸斷口形貌(a)原始接頭缺陷處;(b)一次補焊;(c)二次補焊Fig.13 SEM image of fracture morphology of joints with cavity before and after repair welding(a)defect location of original joint;(b)primary repaired joint;(c)secondary repaired joint
3 結論
(1)采用合適焊接工藝參數對含未焊透和孔洞缺陷接頭進行攪拌摩擦補焊后,能夠獲得表面光滑美觀、成形良好的接頭。補焊后,焊縫飛邊增大、減薄明顯,接頭橫截面各區域寬度有所增大;一次、二次補焊后由于焊接熱輸入量的增加,材料流動性變好,缺陷均被完全消除;此外,除焊核外其它各區晶粒有一定程度的長大。
(2)補焊前后,接頭硬度均呈現出母材區最大,焊縫區最小的特征;隨著補焊次數的增加,熱輸入量
隨之增加,接頭軟化傾向加劇,且軟化區域增加;一次補焊后接頭抗拉強度可以達到母材的67%以上,但二次補焊導致接頭力學性能有所下降。
[1] KIM Y G, FUJII H, TSUMUA T,etal. Three defect types in friction stir welding of aluminum die casting alloy[J]. Materials Science and Engineering(A), 2006, 415(1): 250-254.
[2] 趙衍華,林三寶,吳林. 2014 鋁合金攪拌摩擦焊接頭缺陷分析[J].焊接,2005(7):9-12.
(ZHAO Y H, LIN S B, WU L,etal. Ansys of friction stir welding defects in 2014 aluminum alloy[J]. Welding & Joining, 2005(7): 9-12.)
[3] 蘇瑤, 吳素君, 晉會錦. 焊后時效處理對 2219 鋁合金 VPTIG 接頭微區組織和顯微硬度的影響[J]. 航空材料學報, 2015, 35(3): 49-54.
(SU Y, WU S J, JIN H J,etal. Effects of aging treatments on microstructure and micro-hardness of 2219-T87 welds[J]. Journal Of Aeronautical Materials, 2015, 35(3): 49-54.)
[4] 王凡, 房湛, 徐琛, 等. 異種高強鋁合金間攪拌摩擦焊接頭組織與性能研究[J]. 航空材料學報, 2015, 35(1): 33-38.
(WANG F, FANG Z, XU C,etal. Microstructure and mechanical properties of FSW joints between dissimilar high-strength aluminum alloys[J]. Journal of Aeronautical Materials, 2015,35(1):33-38.)
[5] 劉朝磊, 周利, 常志龍, 等. 裝配條件對 2219 鋁合金攪拌摩擦焊接工藝的影響[J]. 航空材料學報, 2015, 35(2): 34-42.
(LIU C L, ZHOU L, CHANG Z L,etal. Effects of workpiece mating variations on 2219 al alloy friction stir welding process[J]. Journal of Aeronautical Materials, 2015,35(2):34-42.)
[6] LEONARD A J, LOCKYER S A. Flaws in friction stir welds[C]//4th International Symposium on Friction Stir Welding. Park City, Utah, USA, 2003, 16.
[7] 王磊,謝里陽,李兵. 鋁合金攪拌摩擦焊焊接過程缺陷分析[J].機械制造,2008,46 (2):5-9.
(WANG L, XIE L Y, LI B,etal. Analysis of Defects in Friction Stir Welding of Aluminum Alloy[J]. Machine Design & Manufacturing Engineering, 2008, 46(2): 5-9.)
[8] CHEN H B, YAN K, LIN T,etal. The investigation of typical welding defects for 5456 aluminum alloy friction stir welds[J]. Materials Science and Engineering(A), 2006, 433(1): 64-69.
[9] IORDACHESCU M, IORDACHESCU D, OCANA J L,etal. FSW-Characteristic flaws in aluminium alloys joints[J]. Metalurgia International, 2009, 14: 135-138.
[10]李京喜. 2A70 鋁合金攪拌摩擦補焊與點焊研究[D].哈爾濱:哈爾濱工業大學,2010.
[11]劉會杰,張會杰,黃永憲,等. 攪拌摩擦焊接缺陷的補焊方法[J].焊接學報,2009(1):2-3.
(LIU H J, ZHANG H J, HUANG Y X,etal. Study of repair technology of friction stir welding defects[J]. Transactions of the China Welding Institution, 2009(1): 2-3.)
[12]王春炎,曲文卿,姚君山,等. 2219-T87鋁合金攪拌摩擦焊接頭組織與力學性能[J].焊接學報,2010(10):77-80.
(WANG C Y, QU W Q, YAO J S,etal. Microstructures and mechanical properties of friction stir welded 2219-T87 aluminum alloy joints[J]. Transactions of the China Welding Institution, 2010(10): 77-80.)
[13]徐愛杰,劉鴿平,李程剛,等. 攪拌摩擦焊缺陷補焊工藝及性能分析[J].宇航材料工藝,2008(增刊1):93-95.
(XU A J, LIU G P, LI C G,etal. Overlaying welding research and property analysis of friction stir welding[J]. Aerospace Materials & Technology, 2008(Suppl 1): 93-95.)
[14]鄭波. 攪拌摩擦焊缺陷分析及其無損檢測現狀[J].黑龍江科技信息,2012 (24): 44-45.
[15]潘慶. 2219鋁合金攪拌摩擦焊缺陷特征及接頭力學性能研究[D].哈爾濱:哈爾濱工業大學,2007.
[16]LIU H J, ZHANG H J. Repair welding process of friction stir welding groove defect[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(3): 563-567.
[17]KADLEC M, RUZEK R, NOVAKOVA L. Mechanical behaviour of AA 7475 friction stir welds with the kissing bond defect[J]. International Journal of Fatigue, 2015, 74: 7-19.
[18]張聃, 陳文華, 孫耀華, 等. 焊接方法對2219鋁合金焊接接頭力學性能的影響[J]. 航空材料學報, 2013, 33(1): 45-49.
(ZHANG D, CHEN W H, SUN Y H,etal. Analysis of Mechanical Properties about the Welding Joints of 2219 Aluminum Alloy[J]. Journal of Aeronautical Materials, 2013, 33(1): 45-49.)
[19]邢麗,柯黎明,劉鴿平,等. 鋁合金LD10的攪拌摩擦焊組織及性能分析[J].焊接學報,2002,23(6):55-58.
(XING L, KE L M, LIU P G,etal. Microstructure and mechanical properties of a friction stir welded LD10 aluminum[J]. Transactions of the China Welding Institution, 2002, 23(6): 55-58.)
Repair Welding of Defects in 2219 Al Alloy Friction Stir Welded Joints
ZHOU Li1,2,4,HAN Ke2,LIU Chaolei1,HUANG Cheng3,CHANG Zhilong3,WU Huiqiang3,FENG Jicai1,2,MENG Fanxin4
( 1.Shandong Provincial Key Laboratory of Special Welding Technology, Harbin Institute of Technology at Weihai, Weihai 264209, Shandong China; 2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China;3. Beijing Institute of Astronautical Systems Engineering, Beijing 100076, China; 4. Tianjin Aerospace Long March Rocket Manufacturing Co., Ltd, Tianjin 300462)
The primary and secondary friction stir repair welding experiments had been untaken for the lack of penetration and cavity of 2219 aluminum alloy joints welded by friction stir welding. The results show that the original defects can be removed with proper welding process parameters and thus we can achieve joints with smooth appearance and good properties. But the area of joint softened zone is increased dramatically by the increase of repair welding times. The tensile properties of primary repaired joints are satisfactory and better than that of secondary repaired for both lack of penetration and cavity defects. In the original joints, fractures all are started in the defects which led to a low ductility. However, after repair, joints fractured show a ductile fracture character at the interface of heat-affected zone and thermal-mechanical affected zone in retreating side.
2219 aluminium alloy;friction stir welding;defect;repair welding
2015-06-09;
2015-08-02
山東省自主創新及成果轉化專項(2014CGZH1003);威海市產學研合作創新示范工程資助計劃項目(2014CXY02);威海市科技發展計劃項目(2014DXGJ17);先進焊接與連接國家重點實驗室開放課題研究基金資助項目(AWJ-M13-11)
周利(1982—),男,博士,副教授,主要從事攪拌摩擦焊等先進連接技術研究,(E-mail)zhouli@hitwh.edu.cn。
10.11868/j.issn.1005-5053.2016.1.005
TG456.9
A
1005-5053(2016)01-0026-07
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
