一種圓錐面過盈裝配的工藝方法與工藝裝備
2016-08-26 00:47:00姚建榮吳正球湘潭電機股份有限公司電機事業部湖南湘潭411101
大電機技術 2016年4期
關鍵詞:工藝
姚建榮,吳正球(湘潭電機股份有限公司電機事業部,湖南 湘潭 411101)
一種圓錐面過盈裝配的工藝方法與工藝裝備
姚建榮,吳正球
(湘潭電機股份有限公司電機事業部,湖南 湘潭 411101)
本文的目的旨在提供一種適應范圍廣,圓錐面過盈裝配的工藝方法與工藝裝備。此工藝裝備包括:軸向推力油缸、壓架、百分表和徑向油泵接頭;為承受高壓油,特別在錐軸的小端和錐套組件的大端設有特種密封圈。采用本文的工藝方法與工藝裝備,在某發電機生產使用后,效果非常好,操作方便,省力,安全可靠。本文設計的工藝裝備屬于一種通用機械加工裝備,尤其適應于圓錐面大過盈裝配,具有非常廣大的推廣前景。
圓錐面過盈裝配;軸套組件;錐軸;液壓
0 引言
目前比較通用的兩種過盈裝配的方法:
(1)壓入法,過盈配合表面容易擦傷,削弱了連接的緊固性,同時只適用于過盈量小和尺寸較小的機械結構。
(2)溫差法,包容件加熱,被包容件冷卻,但包容件和被包容件有些結構特點是無法加熱與冷卻[1]。
以上兩種過盈裝配方法的特點是包容件與被包容件拆卸十分困難,甚至無法拆卸。針對以上兩種傳統方法的缺點,本論文將提供一種適應范圍廣,圓錐面過盈裝配的工藝方法與工藝裝備。為實現上述目的,本論文通過以下工藝裝備和工藝方法來實現。
1 工藝裝備
本工藝裝備如圖1所示,包括8軸向推力油缸,9徑向油泵接頭、6壓架、1百分表,油缸內設有軸向推力頭,錐軸小端和錐套組件的大端設有特種密封圈 4和特種密封圈5,特種密封圈中設有高壓保護擋圈2-2,2-3,如圖2所示。圓錐面過盈裝配時,油缸設置固定在錐軸端部,通過徑向油泵接頭將高壓油注入錐軸與錐套組件之間使其錐套組件內徑平緩增大,同時油缸注油加壓使軸向推力頭通過壓架將錐套組件平穩裝配到位。根據百分表讀數的變化,來調整軸向推力油缸的壓力和圓錐面的徑向壓力,從而實現錐軸與錐套組件在過盈裝配過程中的圓錐面光滑和無痕[2]。
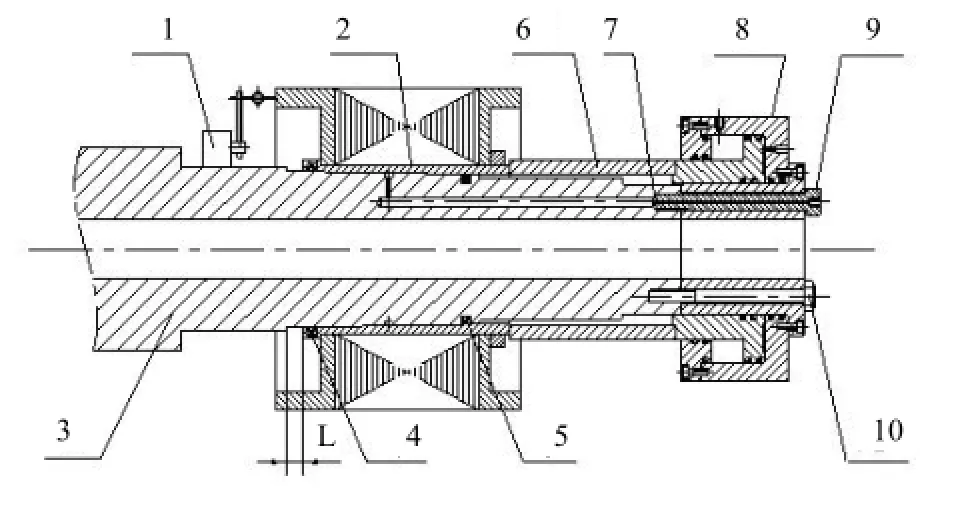
圖1
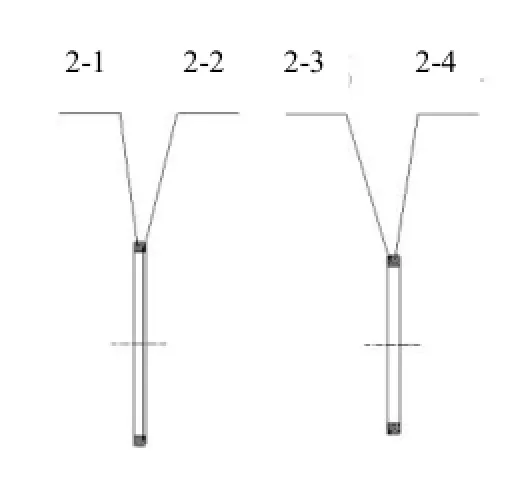
圖2
2 具體實施方式
為實現錐套組件平緩裝入錐軸幵且裝配到位,其步驟與方法如下:
2.1清理錐套組件圓錐面
用無水酒精將錐套組件圓錐面清洗干凈,用0.4~0.5MPa氣吹凈酒精,再涂上潤滑油,密封圈裝入錐套組件,高壓保護擋圈在油溫 60℃~80℃中加熱2~3min后嵌入錐套組件密封槽中[3],過程如圖3所示。
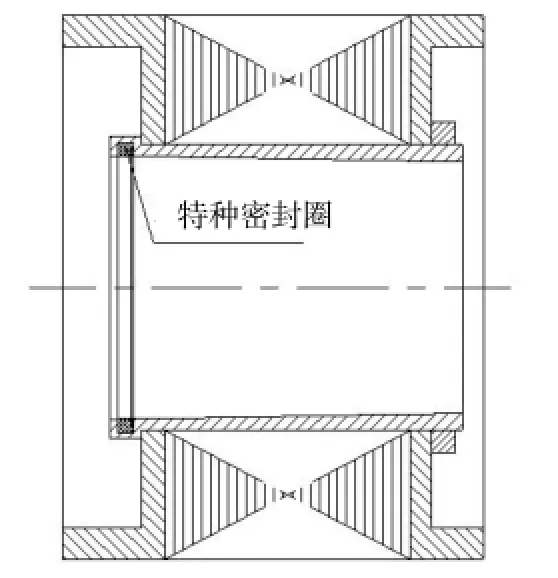
圖3
2.2清理錐軸圓錐面
用無水酒精將錐軸圓錐面清洗干凈,用0.4~0.5MPa氣吹凈酒精,再涂上潤滑油,密封圈裝入錐軸,高壓保護擋圈在油溫60℃~80℃中加熱2~3min后再嵌入錐軸密封槽中,過程如圖4所示。
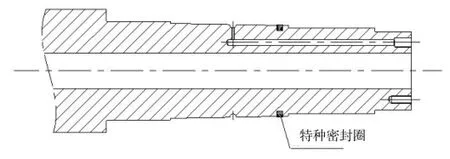
圖4
2.3將錐套組件吊裝入錐軸
將錐套組件吊裝入錐軸中,把百分表固定在錐軸上,放在其錐套組件大端的位置,同時調整百分表的讀數。
2.4聯接液壓油泵接頭
裝上壓架,軸向推力油缸通過螺栓緊固在錐軸的端部,裝入密封圈,依次牢固聯接X、Y、Z三處的液壓油泵接頭,如圖5所示,若在加壓過程中該兩接頭處漏油則再次擰緊直至不漏油。
圖5
2.5軸向油缸與徑向油缸加壓
按表1中的工藝參數依次對軸向油缸和徑向油缸加壓,表中Z-徑向壓力、J-軸向壓力、W-軸向位移量;壓力單位為MPa,位移量為mm。
表1
軸向推力油缸加壓時軸向推力油缸中的推力頭向左移動,徑向加壓時將會使錐套組件的內圓錐平穩增大,使錐套組件與錐軸圓錐配合各面之間形成油膜,防止兩者在過盈裝配過程中刮傷。錐套組件與錐軸過盈裝配時,原則上參照表1中工藝參數。由于工件在機械制造時存在加工誤差[4],所以本次過盈裝配可能會與上次過盈裝配相比,軸向加壓與徑向加壓的壓力稍微有點變化,但幵不影響過盈裝配。在錐套組件與錐軸過盈裝配過程中,若出現錐套組件不向左移動,即百分表讀數不變化時,則將軸向推力油缸加壓暫停,徑向加壓繼續,直至錐套組件向左產生移動時,軸向推力油缸再加壓[5]。在加壓過程中,軸向壓力不能超過170MPa,徑向壓力不能超過 150MPa,超過此壓力必須停止作業。
2.6檢查間隙
根據百分表讀數來確定錐套組件與錐軸過盈裝配是否完成。用0.05塞尺檢查錐套臺階面和轉軸的臺階面,若間隙小于0.05,則判定過盈裝配完成。
2.7徑向與軸向壓力泄壓
過盈裝配完成后,徑向壓力油緩慢泄壓至零,泄壓時間為5min,軸向推力油缸保持原壓力不變,保壓1h后,再緩慢泄壓至零,泄壓時間為10min。
2.8拆除錐套組件
依次拆掉液壓油缸、壓架、接頭、手動加壓泵、百分表、密封圈等。然后對各部件進行清洗,幵用白棉布將液壓油擦拭干凈,為下次過盈裝配作準備。
3 結論
本論文設計的工藝裝備結構簡單,生產成本低,幵且可改變固定座結構來適應不同錐軸端部結構的緊固聯接。在電機裝配過程中,使用上述工藝裝備,按照上述工藝方法,進行了多臺錐套組件與錐軸的過盈裝配和拆除,其效果非常好,圓錐面光滑無痕,操作方便,方法可靠。
[1]湘潭電機廠. 交流電機設計手冊[M]. 湖南人民出版社, 1977.
[2]機械工程手冊、電機工程手冊編輯委員會. 電機工程手冊[M] . 北京: 機械工業出版社, 2000.
[3]常玉晨. 電機制造工藝學[M]. 哈爾濱: 黑龍江科學技術出版社, 1996
[4]聞邦椿. 機械設計手冊[M]. 第1 卷常用設計資料—5版. —北京: 機械工業出版社, 2010, 機械設計-技術手冊, IV.TH122-62.
[5]機械零件設計手冊[M]. 冶金工業出版社.

姚建榮(1968-),1990年畢業于湖南工程學院電機電氣專業,現主要從事永磁風力發電機、大型同步電機等產品工藝研究工作,工程師。
審稿人:曹龍川
Process Method and Equipment for Interference Fit of Conical Surface
YAO Jianrong, WU Zhengqiu
(Xiangtan Electric Manufacturing Corporation Ltd (XEMC), Xiangtan 411101, China)
The purpose of this paper is to provide a method and equipment for a wide range of adaptation to a wide range of cone surface interference fit. This equipment includes: axial thrust cylinder, pressure rack, dial indicator, radial pump connector of high pressure oil, especially in the main shaft end and small cone sleeve assembly with special sealing ring. Using the technology and equipment of this article,in a generator production after use, the effect is very good, the operation is convenient, and the operation is convenient, safe and reliable. In this paper, the design of process equipment belongs to a kind of general machinery processing equipment, especially suitable for conical surface is greater than the interference assembly, with very broad prospects for promotion.
conical surface interference fit; the sleeve assembly; cone axis; hydraulic pressure
TM305.4
A
1000-3983(2016)04-0022-03
2015-11-17
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
