YP13裝封箱機適應循環利用煙箱的優化改進
2016-08-24 06:36:04何權湖南中煙工業有限責任公司長沙卷煙廠
海峽科技與產業 2016年1期
何權 湖南中煙工業有限責任公司長沙卷煙廠
YP13裝封箱機適應循環利用煙箱的優化改進
何權 湖南中煙工業有限責任公司長沙卷煙廠
循環利用煙箱本體、大壓蓋折線部位軟化變形嚴重,在YP13裝封箱機上無法使用。為此,對裝封箱機工藝流程中不適應循環利用煙箱的因素進行了分析,采用預防維修的方法提出了相應的優化方案。應用效果表明,循環利用煙箱可以使用4次,解決了YP13裝封箱機不能循環利用煙箱的問題。
軟化變形;循環利用煙箱;裝封箱機;支撐;氣缸矯正裝置;
1 引言
國家煙草專賣局國煙辦[2013]249號文件明確要求,在行業工商企業間開展卷煙包裝箱循環利用工作。YP13裝封箱機[1]為新煙箱設計,沒有煙箱本體、大壓蓋折線部位軟化變形后的支撐、檢測和矯正裝置,而循環利用煙箱在重復使用后,煙箱本體、大壓蓋折線部位軟化變形嚴重,無法使用。循環利用煙箱在煙草行業處于探索階段,目前還沒有文獻表明已有他人對循環利用煙箱進行過相關研究或改進。為此,本文通過對YP13裝封箱機不能使用循環利用煙箱的原因進行研究和分析,依據電氣設備狀態監測理論[2-3],設計了一套支撐、檢測和矯正的優化方案,以期解決YP13裝封箱機不能使用循環利用煙箱的問題。
2 存在問題及原因分析
YP13裝封箱機工藝流程簡介:煙箱庫輸送皮帶將煙箱輸送到待吸取工位,吸臂旋轉到煙箱待吸取工位后,控制吸盤吸取煙箱并送到裝箱工位,小壓蓋折疊后開始煙條裝箱。裝滿煙條后,主推盒模將煙箱向副推板開始位置推送,同時側壓條將大壓蓋逐步向煙箱貼近,到達副推板開始位置后,側壓板動作將大壓蓋完全壓到煙箱上,然后副推板將煙箱向膠帶封箱工位推送,等待5秒后,進入膠帶封箱工位進行封箱,裝封箱工藝流程見圖1。
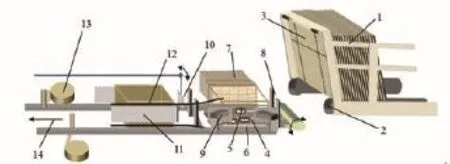
圖1 裝封箱機工藝流程示意圖
YP13裝封箱機設計為使用新煙箱,沒有配套煙箱軟化變形后的支撐、檢測和矯正裝置。循環利用煙箱本體、大壓蓋折線部位軟化變形嚴重,不能正常使用,分析原因主要是:①沒有配套安裝煙箱庫待吸取工位支撐輥,造成軟化后的煙箱容易掉落;②沒有支撐及檢測器對大壓蓋狀態進行支撐和控制,煙箱向下一個工位推送時,大壓蓋下垂接觸到煙箱小壓蓋折疊器造成煙箱阻塞;③煙箱向膠帶封箱工位推送時,平面型側壓板和煙箱之間摩擦力過大,加劇煙箱軟化變形;④沒有配套封箱工位前的煙箱矯正裝置,煙箱以不方正狀態進入膠帶封箱工位,造成封箱膠帶歪斜的質量缺陷。
3 改進方法
對裝封箱機的工藝流程上的相關部位進行優化改進,配套增加煙箱軟化變形后的支撐、檢測和氣缸矯正裝置,改進后裝封箱機工藝流程見圖2。

圖2 改進后裝封箱機工藝流程示意圖
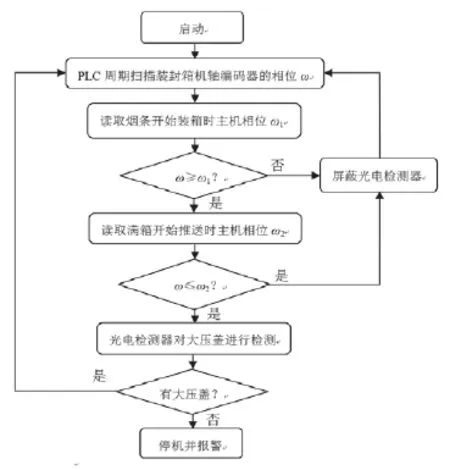
圖3 光電檢測器控制流程圖
(1)在煙箱庫增加待吸取工位可調節支撐輥,防止煙箱掉落,見圖2。在煙箱庫待吸取工位的支架上部增加一個可調節支撐輥,同時在兩側支架上各增加兩個可調節支撐輥,根據煙箱尺寸和軟化變形程度進行相應調整,5個可調節支撐輥對煙箱進行輔助支撐,確保煙箱能夠穩定在待吸取工位,有效地解決了煙箱掉落的問題。
(2)設計安裝大壓蓋支撐及光電檢測器[4],見圖2。設計控制電路[5]和控制程序,利用YP13裝封箱機現有的西門子PLC[6-7]、PROFIBUS現場總線[8-9]及工控機,進行系統集成。煙箱到達煙條裝箱工位后,新增加的支撐對煙箱上部的大壓蓋進行支撐,同時光電檢測器對大壓蓋是否到位進行檢測,見圖2,不到位就立即觸發停機,光電檢測器控制流程見圖3,解決了大壓蓋下垂接觸到煙箱小壓蓋折疊器造成的煙箱阻塞問題。
(3)設計安裝輥子型側壓板,降低煙箱軟化變形。推板將煙箱向膠帶封箱工位推送的過程中,側壓板將大壓蓋向煙箱本體壓緊并保持。由于側壓板為平板設計,在煙箱移動過程中產生較大的滑動摩擦力,加劇了煙箱的軟化變形。平面型側壓板改進為輥子型后,原來的滑動摩擦轉變為滾動摩擦,有效地降低了機器對煙箱造成的軟化變形,見圖2。
(4)設計安裝膠帶封箱工位氣缸矯正裝置[10],確保煙箱外形方正。在膠帶封箱工位前,設計增加2個氣缸,驅動2個矯正板,配合煙箱副推板,在5秒的等待時間內從煙箱左右兩側對煙箱進行矯正,見圖2,煙箱以方正狀態進入膠帶封箱工位,解決了封箱膠帶歪斜的質量缺陷。
4 改進效果
完成改造后,有效地解決了YP13裝封箱機不能循環利用煙箱的問題。在12臺YP13裝封箱機上推廣應用的效果表明,循環利用煙箱可以使用4次,效果良好。
[1] 東方機器制造(昆明)有限公司.YP13裝封箱機技術手冊[G].2006-06.
[2] 謝林軍,安靖,高潔等.PASSIM卷接機組新型電控系統的設計與實現[J].煙草科技,2009(4):25-26+29.
[3] 李曉峰,張軍平,張勝利,劉正先.B1包裝機組廢煙剔除輸送電控系統的改進[J].煙草科技,2011(4):27-28.
[4] 徐偉民,田青,王軍.光電技術在煙機檢測上的應用[J].煙草科技,2002(4):12-13.
[5] 潘峰.工廠自動化物流控制系統的設計[J].電氣時代,2008(5):9-11.
[6] 崔堅.西門子S7可編程序控制器STEP7編程指南[M].北京:機械工業出版社,2007.
[7] 朱伯生.PLC編程理論、算法及技巧[M].北京:機械工業出版社,2009.
[8] 斯可克.現場總線的現狀和發展[J].中國自動化博覽會,2000,(12).
[9] 周明.現場總線控制[M].北京:中國電力出版社,2002.
[10] 陳培生,楊曉勇.YP11自動裝封箱機膠帶紙粘貼外觀質量的改進[J].煙草科技,2011(2):23-24.
何權(1970—),碩士,工程師,主要從事設備管理和技術改造工作。
猜你喜歡
中等數學(2022年2期)2022-06-05 07:10:50
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:48
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生學習指導(低年級)(2020年6期)2020-07-25 02:31:36
小學生學習指導(低年級)(2018年9期)2018-09-26 05:59:44
瘋狂英語·新讀寫(2018年2期)2018-09-07 09:32:10
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數學小靈通·3-4年級(2017年6期)2017-06-22 11:28:50
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
