軸承鍛件整徑工裝改進
2016-07-28 11:29:05單曉偉常玉濱
哈爾濱軸承 2016年2期
關(guān)鍵詞:效率
單曉偉,常玉濱
(1.哈爾濱軸承集團公司 物資采購部 ,黑龍江 哈爾濱150036;2.哈爾濱軸承集團公司 鐵路軸承制造分廠,黑龍江 哈爾濱150036)
軸承鍛件整徑工裝改進
單曉偉1,常玉濱2
(1.哈爾濱軸承集團公司 物資采購部 ,黑龍江 哈爾濱150036;2.哈爾濱軸承集團公司 鐵路軸承制造分廠,黑龍江 哈爾濱150036)
摘 要:軸承鍛件外圈和內(nèi)圈整徑工序一般在不同機床上進行。為節(jié)省機床,準(zhǔn)備用一臺機床對內(nèi)、外圈整徑,但換活時費時費力。針對存在的問題,改進了整徑工裝,提高了生產(chǎn)效率和機床利用率。
關(guān)鍵詞:軸承鍛件;整徑工序;工裝;效率
1 前言
鍛造工裝夾具是軸承工藝裝備中的一個重要組成部分,在軸承制造中占有重要位置,也是制約軸承制造業(yè)快速發(fā)展的關(guān)鍵。現(xiàn)代機械裝備發(fā)展迅速,而鍛造加工所需工裝卻停滯不前,按單一品種設(shè)計專用夾具的方法已不能滿足生產(chǎn)需求。因此,縮短工裝的設(shè)計、制造周期,以及產(chǎn)品換型后對原有工裝的延續(xù)使用已勢在必行。目前,國內(nèi)許多大型企業(yè)為緩解工裝的供需矛盾,均采用組合工裝來解決專用工裝周期長、成本高的問題。
原有鍛件經(jīng)過加熱、鍛造、碾擴后直接加工到合格尺寸,鍛件的外形尺寸及幾何精度受操作者經(jīng)驗及熟練程度影響較大。隨著當(dāng)今鍛造工藝水平不斷提高,以往鍛件留量偏大及幾何精度較低的狀況,通過整徑后都有了很大改進,現(xiàn)在已經(jīng)大面積使用整徑工藝。在整徑工藝推廣過程中逐步發(fā)現(xiàn)一些問題。
隨著市場需求的不斷發(fā)展,以往大批量訂貨生產(chǎn)的模式已經(jīng)很少了,取而代之的是多品種小批量訂貨方式出現(xiàn)較多,給工序間的生產(chǎn)帶來困難,頻繁的換活已成為正常生產(chǎn)的必不可少的環(huán)節(jié)。鍛件內(nèi)外圈整徑工序換活,因工裝體積較為龐大,有的工裝部件人工無法搬運,需要吊車來完成,造成搬運、安裝及調(diào)整都較為廢時、費力,嚴(yán)重影響了生產(chǎn)的靈活性和效率。針對上述問題,將原來的整徑工裝進行了改進設(shè)計,使換活時間由一天縮短到兩個小時以內(nèi),極大地提高了生產(chǎn)效率。
2 原有鍛件整徑工裝
2.1 外圈整徑工裝
原有外圈整徑工裝如圖1所示。整徑過程是外圈加熱到一定溫度,經(jīng)過碾擴將外圈放到整徑模具上,整徑壓模在動力作用下將外圈的外徑強行通過模具,達(dá)到修整外徑幾何精度的目的。
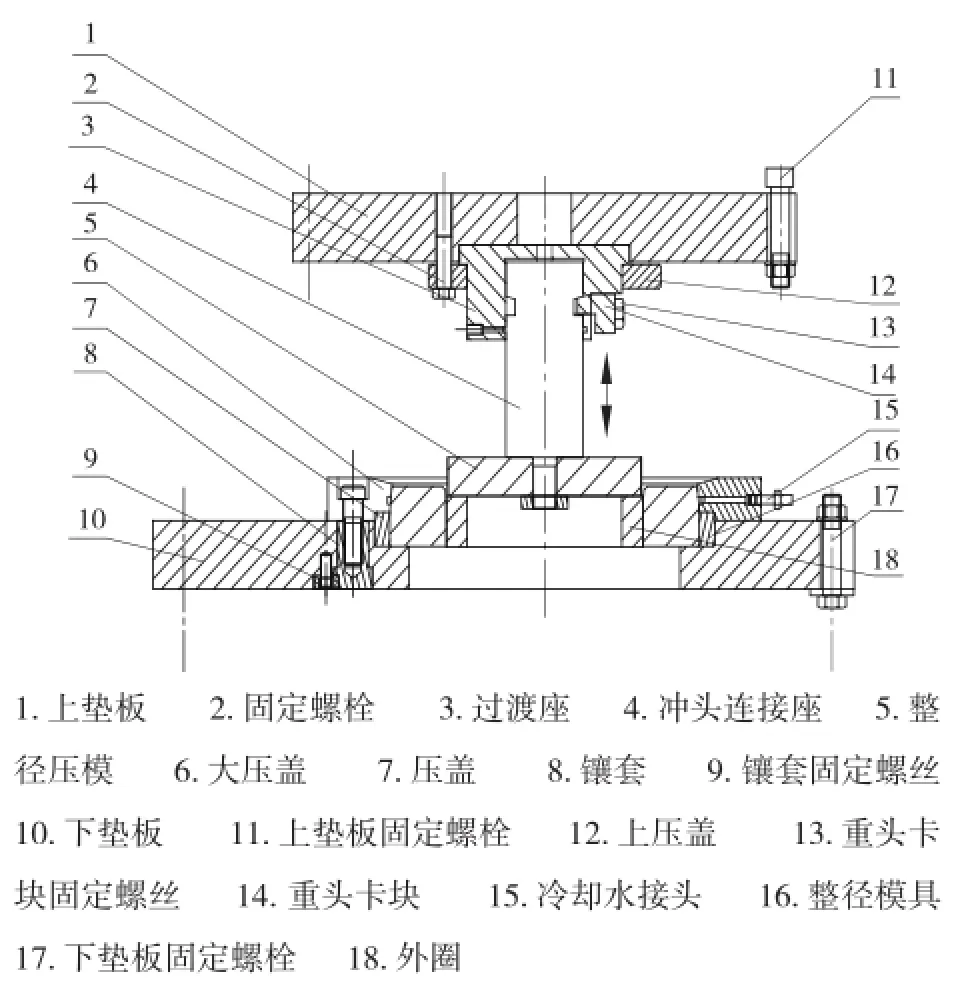
圖1 原外圈整徑工裝
2.2 內(nèi)圈整徑工裝
原有內(nèi)圈整徑工裝如圖2所示。內(nèi)圈整徑過程是內(nèi)圈加熱到一定溫度,經(jīng)過碾擴將內(nèi)圈放到整徑墊板上,整徑模具在動力作用下強行通過內(nèi)圈的內(nèi)徑,達(dá)到修整內(nèi)徑幾何精度的目的。由于內(nèi)圈修整的是內(nèi)徑,模具通過內(nèi)徑后在動力作用下還得返回起始位置。整徑時套圈處于加熱狀態(tài),模具返回時套圈仍然套在模具上,必須有退料裝置將套圈退下,以便模具重新對下一個套圈進行整徑,其退料裝置如圖2所示。模具整徑后連同套圈一起向上復(fù)位,當(dāng)快退到位置時退料板就將套圈強行從模具上退下。
2.3 更換內(nèi)、外圈整徑工裝存在的問題
從圖1看出,更換外圈整徑工裝不需要退料裝置,整徑時只需要外圈在沖頭作用下通過整徑模具即可,而內(nèi)圈整徑時整徑模具通過內(nèi)徑后,套圈仍然固定在整徑模具上。必須有退料機構(gòu)將套圈強行從模具上脫離,以便模具進行下一個內(nèi)圈的整徑。從圖2看出,退料裝置是通過螺栓17安裝在下墊板上,所以要想用外圈的整徑機床整徑內(nèi)圈必須更換下墊板。而下墊板是機床的主要支撐部件之一。要使整徑工裝在受熱情況下保證一定的剛性及強度,工裝的體積都較為龐大,從圖1和圖2中不難看出,更換工裝就得更換墊板,更換墊板就得重新調(diào)整整徑模具中心位置。由于下墊板重量較重,一般人工調(diào)整很困難,只得動用吊車等工具。這樣調(diào)整的時間就相應(yīng)增加很多,嚴(yán)重影響到加工效率。
由于更換工裝存在的問題,要想解決上述問題就得多投入1臺設(shè)備。由于鍛壓設(shè)備體積都比較龐大,占地面積較大,操作者搬運工件距離較遠(yuǎn),浪費人力,而且也浪費購置設(shè)備的費用。
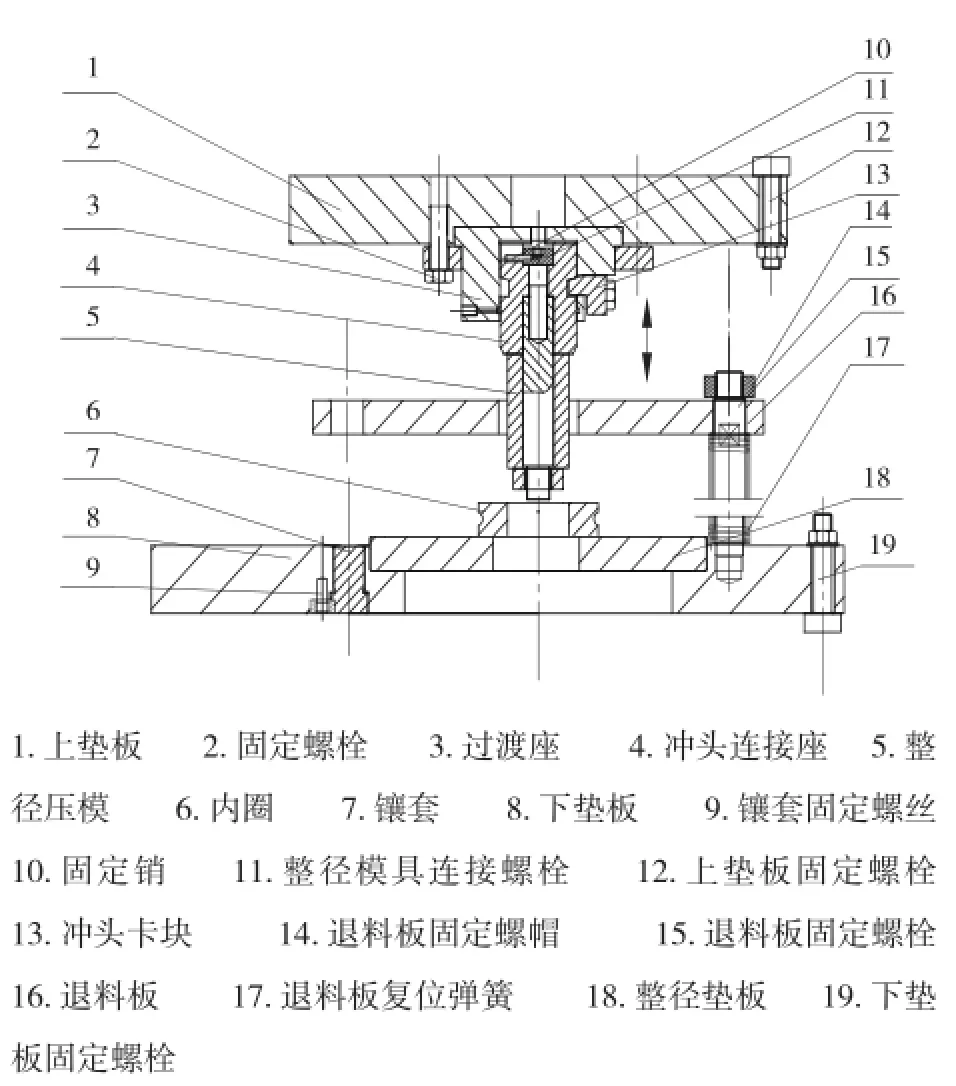
圖2 原內(nèi)圈整徑工裝
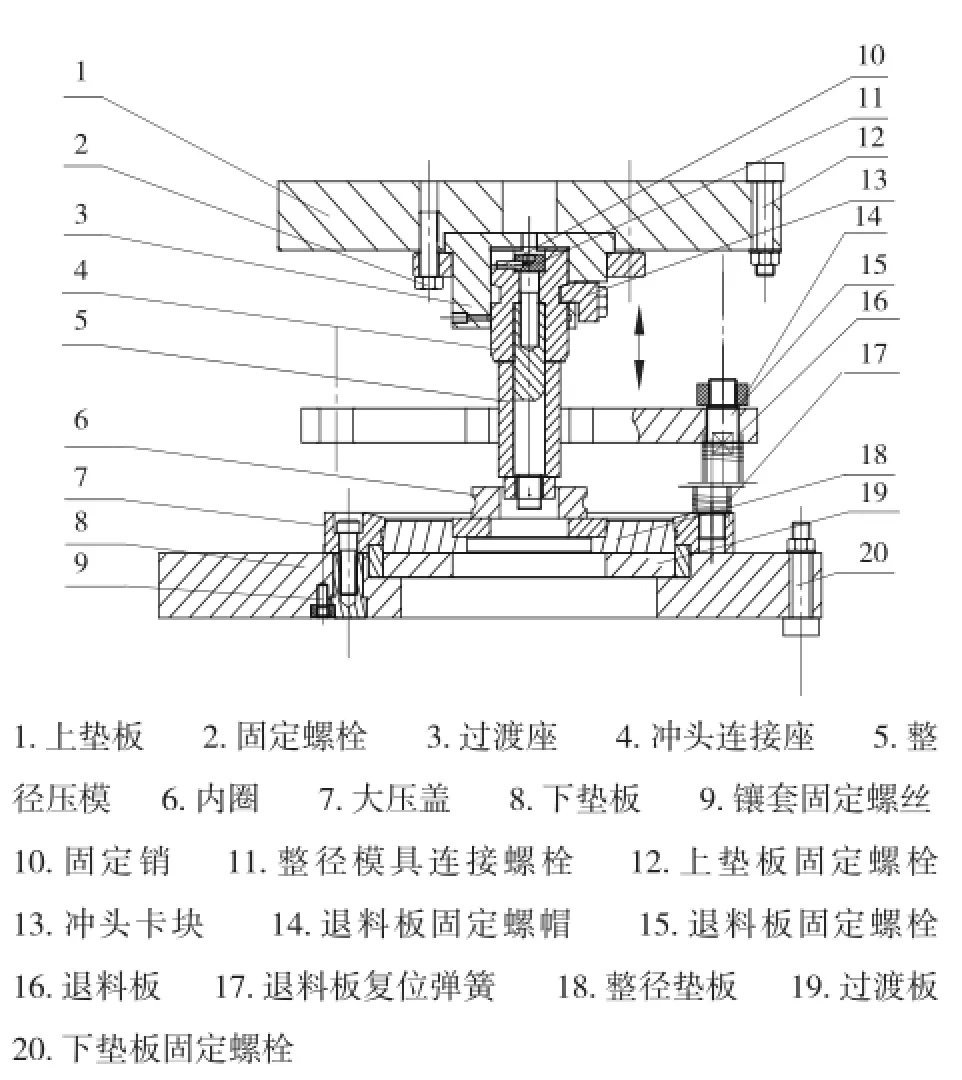
圖3 改進后的內(nèi)、外圈整徑工裝
3 整徑工裝的改進
改進后的整徑工裝如圖3所示,在大壓蓋7上加工兩個螺紋孔,將退料板的兩個固定螺栓件15通過螺紋連接上。這樣由外圈向內(nèi)圈換活時下墊板就不需要重新更換,整徑孔的中心位置就不要調(diào)整,大大減少了調(diào)整時間,同時也有利于工裝設(shè)計標(biāo)準(zhǔn)化、系列化。無論是設(shè)計、制造及加工效率都大幅度提高。
4 結(jié)束語
鍛壓整徑工裝改進后已經(jīng)應(yīng)用于生產(chǎn)實際中。內(nèi)、外圈整徑可以使用同一臺設(shè)備,擴大了設(shè)備的適用范圍,經(jīng)過使用后效果較好,滿足了生產(chǎn)需要,節(jié)省了購置機床資金,相對地減少了生產(chǎn)占地的面積,提高了鍛壓整徑生產(chǎn)線的柔性化程度,同時為今后整徑工藝大面積推廣奠定了基礎(chǔ)。在改進過程中對整徑模具材料也做了的改進,采用了一種新型的材料,淬火硬度40±2HRC,材料中增加了耐磨元素,這樣的硬度用硬車刀具車削起來非常容易,所以材料不需進行退火和淬火處理,不但縮短了模具加工周期,而且進一步降低了模具制造成本。
通過改進后工裝的設(shè)計制造具有快速響應(yīng)產(chǎn)品變化的能力,能夠縮短鍛件設(shè)計制造周期,增加鍛造制造系統(tǒng)的柔性,降低成本,減輕工人的勞動強度,提高產(chǎn)品質(zhì)量。根據(jù)公司工裝夾具現(xiàn)在所處的技術(shù)水平,還需要更進一步改進、完善和自動化,以提升工裝的實用性和可操作性,縮短工裝設(shè)計和制造時間,縮短鍛件加工中的輔助時間。鍛造工裝的裝夾、拆卸也需要機械化和自動化。鍛件的工裝夾緊由現(xiàn)在的單一功能的壓緊件、緊固件發(fā)展為可以調(diào)整的模塊,以便實現(xiàn)快速組裝和快速夾緊,使工藝過程高度集中。
現(xiàn)代工裝的發(fā)展方向是工裝由一系列統(tǒng)一化、標(biāo)準(zhǔn)化的元件和組件組成,利用這些元件和組合件組裝完成各種不同形式、不同結(jié)構(gòu)、可重復(fù)使用的工裝,供單件或中小批量生產(chǎn)使用。這種工裝系統(tǒng)保留了組合工裝的各種優(yōu)點,組裝以后像專用工裝那樣簡單可靠,有可調(diào)整元件,保留了成組夾具的優(yōu)點。工裝基體有統(tǒng)一標(biāo)準(zhǔn)的定位基準(zhǔn),使專用、組合、成組工裝向著一體化、組合化方向發(fā)展,以滿足現(xiàn)代化加工設(shè)備的需要。在將來的工裝夾具的發(fā)展道路上持續(xù)改進,全面實現(xiàn)公司工裝的標(biāo)準(zhǔn)化和系列化。
(編輯:鐘媛)
中圖分類號:TH133.33
文獻標(biāo)識碼:B
文章編號:1672-4852(2016)02-0019-02
收稿日期:2016-03-16.
作者簡介:單曉偉(1981-),男,工程師.
Improvement of repair diameter tooling for bearing forging
Shan Xiaowei1,Chang Yubin2
(1.Material Purchasing Department,Harbin Bearing Group Corporation,Harbin 150036,China;2.Railway Bearing Manufacturing Sub-factory, Harbin Bearing Group Corporation,Harbin 150036,China)
Abstract:The repair diameter process for bearing forging outer ring and inner ring generally performed on different machines. For saving machines, one maching was used to repair diameter of bearing forging inner ring and outer ring, but wasting time and strength when replacement products. In view of the existing problems, the repair diameter tooling was improved to enhance production effciency and machine utilization.
Key words:bearing forging; repair diameter process; tooling ;effciency
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經(jīng)濟(2017年6期)2017-07-12 09:27:16
中國衛(wèi)生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設(shè)計工程(2015年12期)2015-02-27 12:06:10
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
