圓柱滾子軸承潤滑油孔加工方法及模具的改進
2016-07-28 11:29:05郭昌鵬
哈爾濱軸承 2016年2期
關鍵詞:工藝
郭昌鵬
(杭州技師學院 機電系, 浙江 杭州 311500)
圓柱滾子軸承潤滑油孔加工方法及模具的改進
郭昌鵬
(杭州技師學院 機電系, 浙江 杭州 311500)
摘 要:針對原有圓柱滾子軸承潤滑油孔的加工方法及模具存在的問題,對其進行了改進,大大提高了加工精度和效率。
關鍵字:圓柱滾子軸承;潤滑油孔;工藝;模具
1 前言
圓柱滾子軸承潤滑油孔通常在車削工序中加工,由于工藝路線的安排問題,造成車削、鉆孔與磨削的定位基準不統一,影響鉆孔精度及磨削精度。另外,油孔采用普通臺式鉆床加工,孔的位置精度靠鉆模保證。通常采用多邊形分度鉆模加工油孔,如果鉆模加工精度不高,加工油孔時經常會發生圓周方向某個或幾個油孔刮上滾道或者擋邊,經磨削加工后磨不掉油孔痕跡最終導致廢品產生。
在實際生產中經過反復試驗,通過改進常規的加工工藝流程及鉆孔模具,形成了可行的潤滑油孔的加工方法。
2 產品結構特點及原工藝與裝備分析
2.1 產品結構特點
以某種型號軸承內圈為例,其結構見圖1。
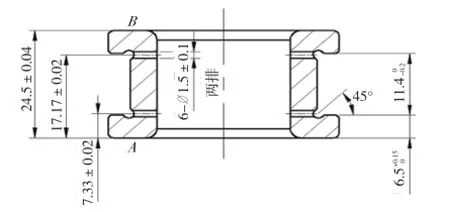
圖1 某圓柱滾子軸承內圈車工尺寸
該內圈滾道內有起潤滑作用的油溝和油孔,油溝位于滾道的兩側,每側均分布6個油孔,工藝要求孔位置的公差要求±0.02mm,軸向位置精度高,加工難度大。油孔的軸向位置精度需用合理的工藝路線與高精度的鉆模保證。
2.2 原工藝路線分析
原工藝路線如下。細車A面、內徑、倒角→細車B面、外徑、倒角→鉆油孔→去毛刺→車滾道、擋邊→車油溝→熱處理→粗磨平面→粗磨內外徑→粗磨內徑→粗磨擋邊→粗磨滾道→硬車倒角→穩定→細磨平面→細磨內外徑→細磨內徑→細磨擋邊→細磨滾道→終磨滾道→酸洗→除氫→清理油溝→清洗提交。
根據工藝路線可看出,車削、鉆削、磨削加工無法統一基準,雖然可以采用機械打字的方式在車、磨之間傳遞基準,但機械打字帶來的后果是打字處容易產生掉劃或黑洞,因此,在車加工工序已取消機械打字。由于無法統一加工基準,而且套圈車削時平面尺寸公差、擋邊尺寸公差具有離散性,造成鉆孔后車削滾道時油孔會偏向滾道一側或擋邊一側,經磨擋邊和磨滾道工序后,油孔會因磨削不掉而留在滾道或擋邊上,產生廢品。
2.3 原鉆孔模具分析
原鉆孔模具采用六面體結構,鉆模體的每個表面上有兩個圓孔,工件安裝時以外徑和端面定位,壓板壓緊工件,在鉆模體上穿入螺栓并用螺母緊固即可鉆削加工。油孔采用臺式鉆床加工,孔的軸向位置靠鉆模保證,鉆模結構見圖2。
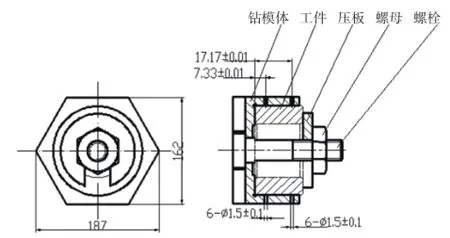
圖2 六面體分度鉆模
該六面體模具浪費材料,且加工難度大,需要數控機床加工,否則無法保證加工精度,造成模具成本高。
3 改進措施
根據實際加工中出現的問題,改變了傳統的加工理念,優化了工藝路線,重新設計了油孔鉆模。
3.1 工藝路線的優化
改進后的工藝流程為:細車A面、內徑、倒直角→細車B面、外徑、倒圓角→鉆油孔(圓角面定位)→去毛刺→車滾道、擋邊(圓角面定位)→車油溝→熱處理→粗磨平面(圓角面定位)→粗磨內外徑→粗磨內徑→粗磨擋邊→粗磨滾道→硬車倒角→穩定→細磨平面→細磨內外徑→細磨內徑→細磨擋邊→細磨滾道→終磨滾道→酸洗→除氫→清理油溝→清洗提交。
通過以上工藝路線的改變,用車削圓角代替車工打字,節省了工序,美化了軸承外觀,統一了加工基準。
3.2 鉆孔模具的改進
由于常用的多邊形油孔鉆模對于導向孔的位置精度要求較高,且圓周方向六個孔位置一致性要好,使得鉆模的制造難度加大,成本增加,普通鉆模精度無法滿足設計要求。經多次研究和分析,確定了臥軸蓋板式油孔鉆模的設計方案,設計理念是圓周方向的六組兩排油孔均通過一組導向孔進行加工,這樣既可保證模具的加工精度,又可以保證零件的加工精度。改進后的鉆模結構見圖3。
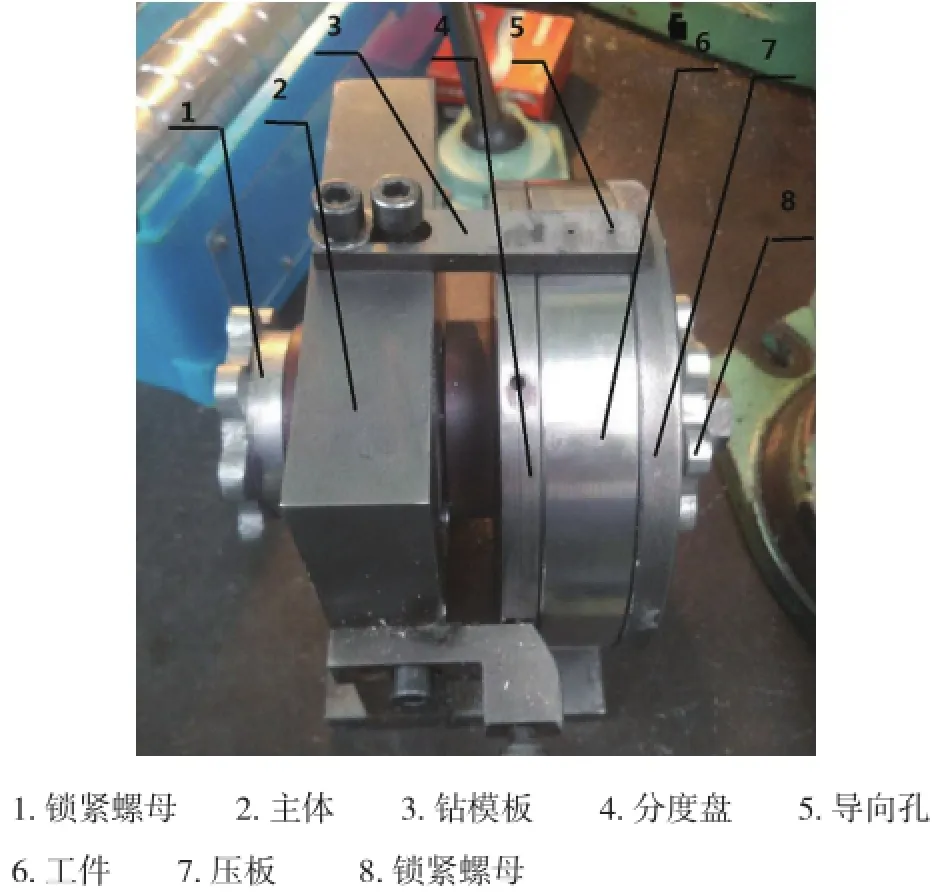
圖3 臥軸蓋板式油孔鉆模結構
臥軸蓋板式油孔鉆模的結構特點是中心軸貫穿于模具主體2中,主體中間裝有兩套軸承,使分度盤4能夠旋轉,進而保證孔間角度。分度盤上有一止口用于固定工件的內徑,用壓板7壓緊工件且用鎖緊螺母8鎖緊,以限定工件的六個自由度。用緊固螺釘確定鉆模板3上導向孔的軸向位置。鉆模板可以淬火且不易變形。采用臥軸蓋板式油孔鉆模加工油孔,由于孔的分度不是用模具本身,而是使用分度盤來完成,因此制造模具時只需保證一對導向孔的軸向位置精度即可,工件上的孔依靠該模板的軸向位置精度與分度盤即可輕松加工出來,孔的精度符合技術要求。模具經熱處理加工,硬度較高,耐磨損性強,不需反復修理模具。
4 結束語
加工實踐證明,通過改進加工路線,使得加工基準統一,鉆孔的加工精度提高;改進設計的油孔鉆模打破了常規的鉆模設計方案,制造簡潔,成本低廉,能夠滿足鉆孔精度要求。此鉆模也可用于其它類似的潤滑油孔加工。
改進加工方法后套圈完全能夠滿足工藝要求,成品合格率為100%,既提高了生產效率又節約了成本,已加工700余套軸承未更換模具,實踐表明此成果切實可行。
(編輯:王立新)
中圖分類號:TH133.33+2
文獻標識碼:B
文章編號:1672-4852(2016)02-0022-02
收稿日期:2016-05-20.
作者簡介:郭昌鵬(1978-),男,講師.
Improvement of cylindrical roller bearing lubricating oil hole machining method and mold
Guo Changpeng
( Mechanical and Electrical Department ,Hangzhou Technician Institute, Hangzhou 311500,China)
Abstract:For the existing problems of the original cylindrical roller bearing lubricating oil hole machining methods and the mould, they were improved to greatly increase the machining accuracy and effciency.
Key words:cylindrical roller bearing; lubricating oil hole; process; mold
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
