大型圓柱滾子軸承倒角加工方法探討
2016-07-28 11:29:05劉春雨
哈爾濱軸承 2016年2期
關(guān)鍵詞:效率
袁 新,劉春雨
(1.哈爾濱軸承集團(tuán)公司 制造技術(shù)部,黑龍江 哈爾濱150036;2.哈爾濱軸承集團(tuán)公司 鐵路軸承制造分廠,黑龍江 哈爾濱150036)
大型圓柱滾子軸承倒角加工方法探討
袁新1,劉春雨2
(1.哈爾濱軸承集團(tuán)公司 制造技術(shù)部,黑龍江 哈爾濱150036;2.哈爾濱軸承集團(tuán)公司 鐵路軸承制造分廠,黑龍江 哈爾濱150036)
摘 要:在分析工件熱處理對(duì)倒角加工影響的基礎(chǔ)上,詳細(xì)敘述了大型圓柱滾子軸承熱處理后倒角的加工方法、適用范圍及優(yōu)缺點(diǎn)。
關(guān)鍵詞:大型圓柱滾子軸承;倒角;硬車;成型刀;效率
1 前言
隨著用戶對(duì)產(chǎn)品質(zhì)量要求不斷的提高,以往發(fā)生幾率較少的質(zhì)量問(wèn)題,現(xiàn)在用戶也極為重視。大型圓柱滾子軸承(外徑200 ~ 250mm)經(jīng)熱處理后倒角尺寸雖然合格,但一致性并不理想。技術(shù)要求規(guī)定,倒角尺寸偏差±0.3mm,實(shí)際加工中倒角尺寸偏差在0.5mm左右,甚至還有個(gè)別倒角尺寸超差現(xiàn)象。另外,部分客戶要求軸承倒角熱處理后的氧化皮必須進(jìn)行處理。作為軸承外徑、滾道等都能在專業(yè)磨床上加工,而倒角工序無(wú)法在專業(yè)磨床上加工。隨著當(dāng)今刀具材料制造水平和數(shù)控機(jī)床整體性能的提高,淬火后進(jìn)行車削加工已經(jīng)廣泛應(yīng)用于軸承加工領(lǐng)域。現(xiàn)將具體的加工方法介紹給讀者,僅供參考。
2 工件熱處理對(duì)倒角加工的影響
原有倒角的加工方法是倒角工序安排在淬火前加工。由圖1看出,Φ 250mm軸承倒角尺寸要求在±0.3mm以內(nèi)。如果采用馬氏體淬火,漲縮量在0.01%之間,那么漲縮量是0.25mm之間,幾乎占公差的50%,如果加工過(guò)的倒角尺寸位于上、下偏差的邊緣,則要100%保證倒角尺寸合格是困難的。如果采取下貝氏體等溫淬火,熱處理后材料的漲縮量變化較大,在0.03%之間,即熱處理后倒角的漲縮量在0.75mm之間,更加容易超差。
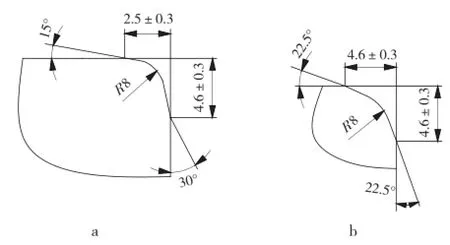
圖1 倒角形狀示意圖
3 熱處理后加工倒角的方法
為了消除由熱處理給套圈帶來(lái)的漲縮量影響,決定采取熱處理后硬車方法。
3.1 成型法硬車倒角方法
成型法就是刀具的幾何形狀按著產(chǎn)品的要求設(shè)計(jì)及加工。切削時(shí)刀具的切削刃與工件全部接觸,產(chǎn)生的切削力較大,刀具和工件都承受較大的切削力,所以成型法硬車倒角一般都在專業(yè)車床上加工。專業(yè)車床設(shè)計(jì)時(shí)主要考慮切削時(shí)是否能夠承受高轉(zhuǎn)速、大吃刀深度和大走刀量帶來(lái)的切削力,所以無(wú)論是主軸還是往復(fù)導(dǎo)軌、工夾具都要求具有足夠的剛性。機(jī)床的往復(fù)導(dǎo)軌采用滑動(dòng)導(dǎo)軌,并且導(dǎo)軌的運(yùn)動(dòng)是靠液壓驅(qū)動(dòng),能承受較大的切削力;工件的剛性可以通過(guò)夾具保證;刀具的剛性則通過(guò)刀架往復(fù)導(dǎo)軌、刀架與車刀來(lái)保證。如圖2所示,夾胎和胎體都選擇整體的,這樣工件夾緊后,工件和夾胎及胎體成為一體,相當(dāng)于工件的外形尺寸增大,因而大大增加了工件的剛性。由于專業(yè)車床的系統(tǒng)剛性有可靠保證,所以切削力較大的成型法硬車倒角工藝一般選擇專業(yè)車床加工。
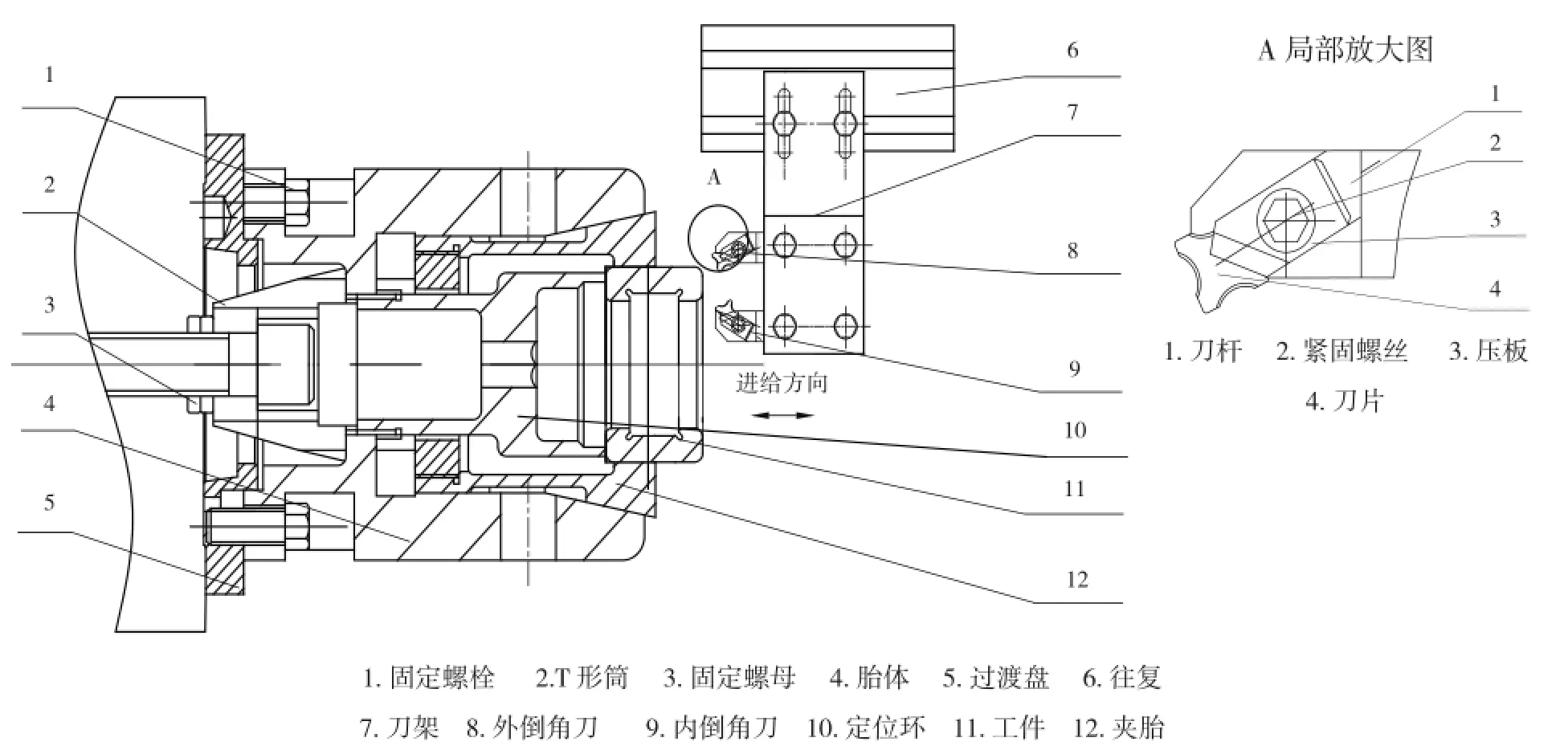
圖2 成型法加工倒角示意圖
專業(yè)車床硬車倒角操作較為簡(jiǎn)單。刀具磨損需要更換時(shí),只需將緊固螺絲松開(kāi)后更換刀具即可,操作者無(wú)需重新對(duì)刀。刀具走刀路線較短,如圖3所示。由于淬火前已經(jīng)進(jìn)行了倒角加工,車去大部分留量,考慮到變形,留下0.5mm的留量,淬火后只是將其變形修正過(guò)來(lái)即可,加工余量并不是很大。所以切削時(shí)間非常短,加工效率較高。
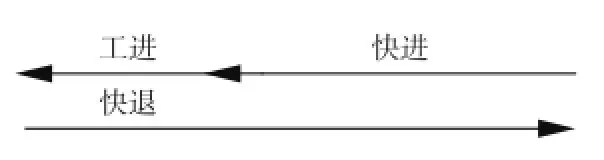
圖3 專業(yè)車床業(yè)硬車倒角路線
專業(yè)車床結(jié)構(gòu)簡(jiǎn)單,維修、調(diào)整方便。往復(fù)導(dǎo)軌采用滑軌式,導(dǎo)軌輕微磨損后其間隙可通過(guò)斜鐵隨時(shí)調(diào)整,簡(jiǎn)單易行;刀架可裝夾兩把或兩把以上車刀進(jìn)行車削。工件一次裝夾,可以同時(shí)車削兩個(gè)表面,效率較高。
由于成型法硬車倒角切削抗力較大,因此采用陶瓷硬質(zhì)合金作為刀具材料。
不足之處是往復(fù)導(dǎo)軌只能進(jìn)行簡(jiǎn)單的直線運(yùn)動(dòng)。完成不了較為復(fù)雜形狀的工件的加工,也就是無(wú)法用軌跡法硬車倒角。如果倒角尺寸過(guò)大使車削力過(guò)大也容易引起車削中產(chǎn)生振紋,影響加工質(zhì)量。如果一味地增加機(jī)床剛性會(huì)造成不必要的浪費(fèi)。為了增加工件的剛性,夾具夾緊面積較大,只能選擇彈簧夾具,限制了其他夾具的使用。刀具的選擇范圍也相對(duì)嚴(yán)格,只能在與工件倒角尺寸(圓弧半徑)一致的情況下使用。由于導(dǎo)軌工作面積較大,嚴(yán)重磨損時(shí)消除導(dǎo)軌過(guò)大間隙及保證導(dǎo)軌正常間隙在一定范圍內(nèi)很困難。
3.2 數(shù)控車床加工倒角方法
數(shù)控車床加工倒角較為簡(jiǎn)單。只需在編制程序時(shí),將倒角工序編在程序里,車刀就按著編程的軌跡將倒角加工出來(lái)。數(shù)控機(jī)床加工倒角特點(diǎn)是其走刀方式是切削刃的刀尖圓弧與工件接觸,也稱為軌跡法,其加工示意圖如圖4所示。由于刀尖與工件接觸面積較少,車削時(shí)產(chǎn)生的切削力較小,因此,對(duì)機(jī)床的剛性要求不高,滿足加工要求即可。由于數(shù)控機(jī)床對(duì)于運(yùn)動(dòng)的靈活性與精確性要求較高,因此,其往復(fù)運(yùn)動(dòng)是由步進(jìn)電機(jī)和滾珠絲杠來(lái)實(shí)現(xiàn)的,并通過(guò)靈活的插補(bǔ)運(yùn)動(dòng)實(shí)現(xiàn)對(duì)復(fù)雜形狀的工件進(jìn)行加工,如本文中敘述的硬車倒角加工。數(shù)控車床與專業(yè)車床比較,其往復(fù)剛性較差,不易實(shí)現(xiàn)大吃刀深度、大走刀量的切削,因此不適合用成型法硬車倒角。
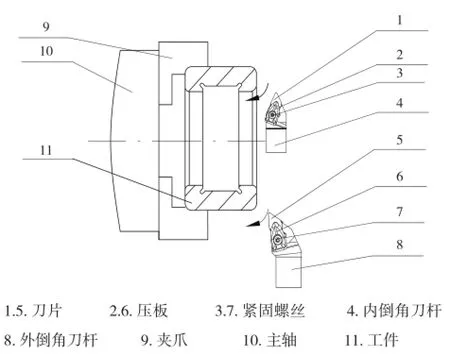
圖4 數(shù)控機(jī)床軌跡法加工倒角示意圖
因?yàn)閿?shù)控車床加工倒角切削力較小,選擇一般的三爪夾盤即可,這樣可減少夾具的設(shè)計(jì)及制造成本。因?yàn)閿?shù)控機(jī)床運(yùn)動(dòng)機(jī)構(gòu)較為平穩(wěn),刀具選擇范圍也較為廣泛,選擇陶瓷或立方碳化硼刀具均可。
不足之處是編程序時(shí)間較長(zhǎng),車刀走刀路線較成型法長(zhǎng),切削時(shí)間較長(zhǎng),如圖5所示,且由于機(jī)床結(jié)構(gòu)的限制,一次只能車削一個(gè)表面,加工效率較低。
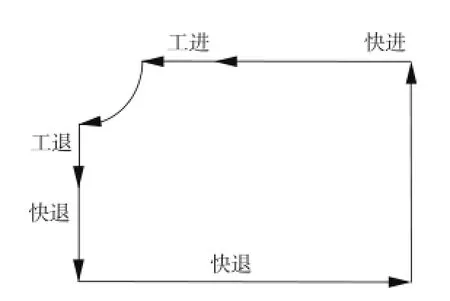
圖5 數(shù)控機(jī)床硬車倒角路線
4 結(jié)束語(yǔ)
綜上所述,如果倒角坐標(biāo)尺寸不是太大,用專業(yè)車床成型法硬車倒角比較合適,因?yàn)榧庸ば瘦^高;反之若倒角尺寸較大,尺寸精度要求較高,則只能選擇用數(shù)控機(jī)床軌跡法硬車倒角,但加工效率較低。
使用數(shù)控機(jī)床硬車倒角,夾具、刀具的選擇范圍都很廣泛,非常有利于標(biāo)準(zhǔn)化、系列化。
無(wú)論選用哪種加工方法,淬火前都應(yīng)將倒角絕大部分余量車削掉,以提高淬火后的車削效率。
(編輯:王立新)
中圖分類號(hào):TH133.33+2
文獻(xiàn)標(biāo)識(shí)碼:B
文章編號(hào):1672-4852(2016)02-0016-02
收稿日期:2016-05-11.
作者簡(jiǎn)介:袁 新(1978-),男,工程師.
Discussion of large-scale cylindrical roller bearing chamfer processing method
Yuan Xin1,Liu Chunyu2
(1.Manufacturing Technology Department,Harbin Bearing Group Corporation,Harbin 150036,China;2.Railway Bearing Manufacturing Sub-factory, Harbin Bearing Group Corporation,Harbin 150036,China)
Abstract:Based on the analysis of the workpiece heat treatment affect on chamfering processing, the large cylindrical roller bearing chamfer processing method after heat treatment, applicable range and advantages and disadvantages were described in detail.
Key words:large-scale cylindrical roller bearings,;chamfer; turning after quenching; molding cutter ;effciency
猜你喜歡
瘋狂英語(yǔ)·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經(jīng)濟(jì)(2017年6期)2017-07-12 09:27:16
中國(guó)衛(wèi)生(2016年9期)2016-11-12 13:27:54
時(shí)代英語(yǔ)·高二(2015年1期)2015-03-16 00:08:11
中國(guó)洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設(shè)計(jì)工程(2015年12期)2015-02-27 12:06:10
中國(guó)衛(wèi)生(2014年11期)2014-11-12 13:11:32
