超輕系列軸承熱處理工藝探討
2016-07-28 11:29:04張瑞娟
哈爾濱軸承 2016年2期
李 欣,張瑞娟
(1.哈爾濱軸承集團公司 制造技術(shù)部,黑龍江 哈爾濱150036;2.哈爾濱軸承集團公司 小型圓錐軸承分廠,黑龍江 哈爾濱150036)
超輕系列軸承熱處理工藝探討
李欣1,張瑞娟2
(1.哈爾濱軸承集團公司 制造技術(shù)部,黑龍江 哈爾濱150036;2.哈爾濱軸承集團公司 小型圓錐軸承分廠,黑龍江 哈爾濱150036)
摘 要:采用正交試驗法研究了加熱溫度、保溫時間、工件冷卻時間、攪拌速度等四種因素對61810軸承外圈橢圓變形、硬度和組織的影響。結(jié)果表明,套圈硬度和組織均能滿足技術(shù)要求,工件冷卻時間對橢圓變形影響較大,攪拌速度次之。通過試驗,確定了61810軸承外圈的最優(yōu)熱處理工藝參數(shù)。
關(guān)鍵詞:超輕系列軸承;正交試驗法;熱處理工藝;橢圓變形
1 前言
軸承是當(dāng)代機械設(shè)備中一種重要的精密零部件,在各工序中有著嚴格的技術(shù)標(biāo)準(zhǔn),對于超輕系列軸承來說,淬火后橢圓變形很難控制,如果橢圓變形大就會影響磨削工序的產(chǎn)品質(zhì)量和加工效率,因此,亟需采取一種行之有效的措施來減少橢圓變形。
在淬火工序,從產(chǎn)生橢圓變形的機制分析,引起軸承套圈淬火時尺寸變化的原因有熱應(yīng)力及組織應(yīng)力。工件在淬火介質(zhì)中迅速冷卻時,由于熱導(dǎo)率不變,在工件內(nèi)沿截面產(chǎn)生一定的溫度梯度,不同梯度的熱膨脹量將不同,產(chǎn)生熱應(yīng)力,并且在不同的溫度梯度中還會出現(xiàn)溫度下降快的區(qū)域率先低于MS點,先發(fā)生馬氏體轉(zhuǎn)變,體積脹大,產(chǎn)生組織應(yīng)力。
2 試驗材料與方法
2.1 試驗材料
本次試驗選用軸承型號為61810外圈,見圖1。所有分析試樣均采用同一批次的GCr15棒材,其化學(xué)成分見表1。按照工藝規(guī)定進行鍛造、退火和車削成型,加工質(zhì)量符合相關(guān)工藝要求。
2.2 正交試驗方案設(shè)計
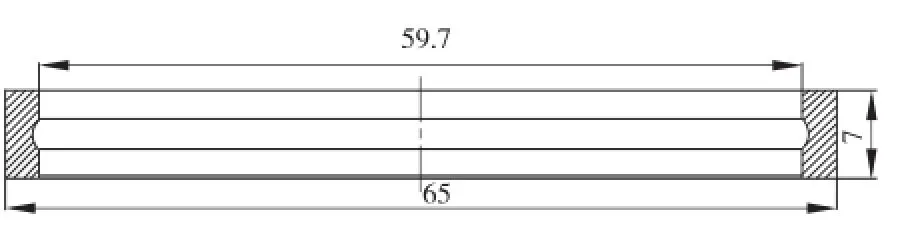
圖1 61810外圈尺寸

表1 GCr15棒材元素含量
淬火油將工件冷卻到MS點所需要的時間對淬火過程熱應(yīng)力和組織應(yīng)力的影響較大。從多種性能指標(biāo)的淬火油中選取冷卻工件到200℃的時間(通過測試其IVF冷速曲線確定)作為本次試驗的淬火油。
選擇熱處理工藝規(guī)定的加熱溫度、保溫時間、淬火油冷卻工件到200℃的時間和攪拌速度作為本次試驗的試驗因素,分別記作A、B、C、D,各因素均取三個水平,根據(jù)正交表選用原則,采用L9(34)正交表,因素水平見表2。
2.3 性能驗證
使用輪廓儀測量橢圓變形。按照GB/T-1255《滾動軸承 高碳鉻軸承鋼零件熱處理技術(shù)條件》使用HR-150A檢驗淬回火后的硬度。套圈沿徑向切割并在MP-2A金相試樣雙盤磨拋機上制作金相試樣后在CARL ZEISS研究級倒置材料顯微鏡(Axio vert A1)下觀察金相組織。
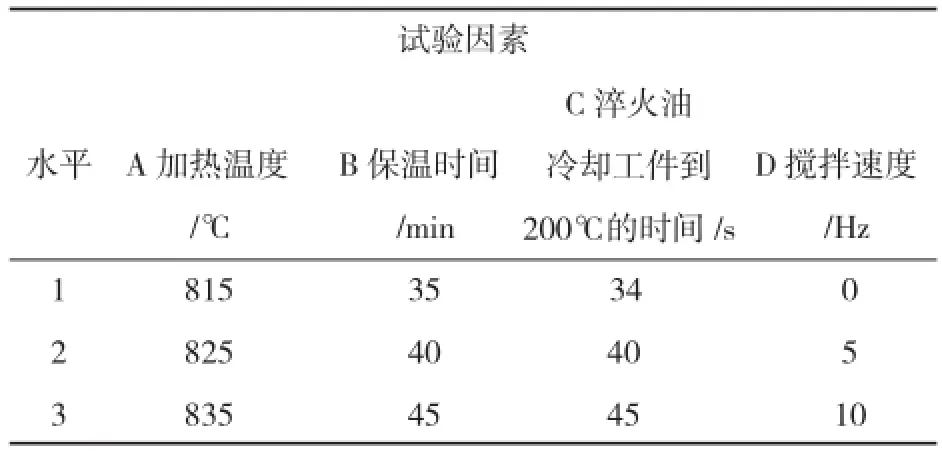
表2 正交試驗因素水平
3 試驗結(jié)果與分析
3.1 試驗結(jié)果
每個試驗組選取20個外圈,取其平均值作為每一組的試驗結(jié)果。各試驗因素對熱處理變形和硬度、組織的影響見表3。

表3 正交試驗方案與結(jié)果
3.2 各因素對熱處理變形的影響分析
在試驗數(shù)據(jù)中可以看出,軸承外圈硬度和組織均滿足技術(shù)要求,因此,只對橢圓變形情況進行極差分析,極差分析可以有效地反映各試驗因素對橢圓變形的影響規(guī)律,具體見表4和圖2。
通過對試驗結(jié)果計算得出的極差可以看出,淬火油冷卻到200℃的時間對61810外圈的橢圓變形影響較大,攪拌速度次之,淬火加熱溫度對橢圓變形也有一定影響,在保溫時間因素中選用的各水平參數(shù)對橢圓變形影響相對較小。
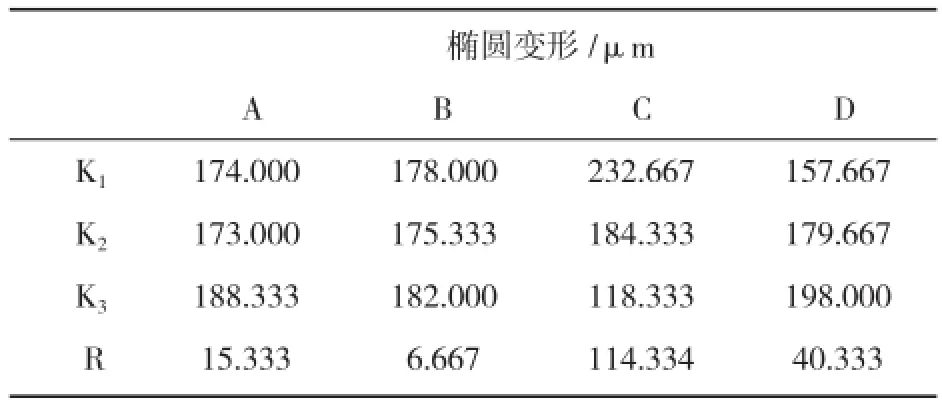
表4 正交試驗極差分析
4 最優(yōu)熱處理工藝參數(shù)的確定
4.1 結(jié)果討論
根據(jù)上述分析,本次考察的保溫時間的因素水平對超、特輕系列軸承的橢圓變形指標(biāo)影響較小。因為各試驗因素選取的水平參數(shù)均控制在合理范圍內(nèi),故在不同熱處理工藝條件下,軸承套圈的硬度和組織均滿足工藝要求,所以在確定最優(yōu)化熱處理工藝參數(shù)時主要考慮橢圓變形是否滿足要求。
從圖2a 中可以看出,隨著加熱溫度從825℃增大到835℃時,橢圓變形極大地增加了。在加熱過程中隨著淬火加熱溫度的升高,碳化物在奧氏體中的溶解加劇,奧氏體晶粒長大,淬火后片狀馬氏體的趨勢增大,不僅會增大熱處理變形,嚴重時還會導(dǎo)致微裂紋增加,脆性增大,甚至造成淬火裂紋。
從圖2b 中可以看出,保溫時間為40min時,橢圓變形最小。淬火加熱時間應(yīng)滿足使整個截面加熱到預(yù)定淬火溫度,并在該溫度下完成組織轉(zhuǎn)變、碳化物溶解和奧氏體成分均勻化所需要的時間。
從圖2c可以看出,隨著淬火油冷卻到200℃的時間的延長,淬火橢圓變形逐漸減小,因為超、特輕系列軸承套圈的壁厚較小,在淬火冷卻過程中截面溫差,特別是高溫區(qū)工件表面與中心部溫差相對較小,熱應(yīng)力作用較小,應(yīng)力特征主要為組織應(yīng)力型,在保證淬透性的情況下選擇冷卻到200℃的時間較長的淬火油,降低了工件截面溫差,因率先進行馬氏體轉(zhuǎn)變而產(chǎn)生的表面壓應(yīng)力區(qū)深度將增大,并且伴隨這個過程同時產(chǎn)生的熱應(yīng)力起到了緩和心部拉應(yīng)力的作用,故在工件的整個冷卻過程中極大地降低了因內(nèi)應(yīng)力而產(chǎn)生的熱處理變形。
從圖2d可以看出,隨著攪拌速度的提高,橢圓變形逐漸增大。
通過試驗數(shù)據(jù)分析表明,在61810外圈的熱處理工藝中,淬火油冷卻到200℃所需時間對橢圓變形的變化是一個最重要的因素(見圖2c),其次是攪拌速度和加熱溫度(見圖2d、圖2a),而保溫時間對橢圓變形的影響較小(見圖2b)。同時,加熱溫度、保溫時間的選擇還必須與生產(chǎn)實際情況相結(jié)合,綜合考慮生產(chǎn)節(jié)拍、產(chǎn)品質(zhì)量及能耗。通過以上試驗,確定61810外圈的最優(yōu)熱處理工藝參數(shù)水平組合為A2B2C3D1,即加熱溫度825℃,保溫時間40min,淬火油冷卻到200℃的時間45s,攪拌速度0。
4.2 重復(fù)性驗證
在確定了熱處理工藝參數(shù)后,選取200 件61810外圈進行重復(fù)性試驗,橢圓變形平均97μm,硬度61HRC,組織2級,均能滿足工藝要求,說明在此工藝下可獲得良好的性能。
5 結(jié)論
(1)淬火油冷卻到200℃的時間對61810外圈的橢圓變形影響較大,攪拌速度次之。
(2)確定61810外圈的最優(yōu)熱處理工藝參數(shù)為加熱溫度825℃,保溫時間40min,淬火油冷卻到200℃的時間45s,攪拌速度0。
(編輯:王立新)
中圖分類號:TH133.33
文獻標(biāo)識碼:B
文章編號:1672-4852(2016)02-0010-04
收稿日期:2016-05-31.
作者簡介:李 欣(1981-),男,工程師.
Discussion on ultra light series bearing heat treatment craft
Li Xin1,Zhang Ruijuan2
(1.Manufacturing Technology Department,Harbin Bearing Group Corporation,Harbin 150036,China;2.Small Tapered Bearing Sub-factory,Harbin Bearing Group Corporation,Harbin 150036,China)
Abstract:The effects of the heating temperature, holding time, workpiece cooling time, stirring speed and so on four kind of factors on the bearing outer ring 61810 elliptical deformation, hardness and organization were studied by the orthogonal experiment method, the results showed that the ring stiffness and organization could meet the technical requirements, the influence of workpiece cooling time on elliptical deformation was greater, followed by the stirring speed. Through the experiment, most superior heat treatment craft parameter of 61810 bearing outer ring had been identifed.
Key words:ultra light series bearing; orthogonal experiment method; heat treatment process; elliptical deformation
