膠管外膠層擠出機(jī)頭的優(yōu)化設(shè)計(jì)
2016-07-27 02:46:02呂曉東鐘佩思吝偉偉馬詩(shī)樂
橡膠工業(yè) 2016年8期
呂曉東,鐘佩思,吝偉偉,葛 旋,馬詩(shī)樂
(山東科技大學(xué) 先進(jìn)制造技術(shù)研究中心,山東 青島 266590)
在膠管生產(chǎn)中,為了增強(qiáng)膠管的耐壓性能,大部分膠管內(nèi)部都設(shè)有增強(qiáng)層。膠管按增強(qiáng)層材質(zhì)可分為鋼絲編織(纏繞)膠管、纖維編織(纏繞)膠管和夾布膠管,其結(jié)構(gòu)通常由耐液體的合成橡膠內(nèi)膠層、中膠層、鋼絲編織增強(qiáng)層和耐天候性能優(yōu)良的合成橡膠外膠層組成。在膠管的生產(chǎn)過程中,由于增強(qiáng)層的存在,需要進(jìn)行多次擠出,即內(nèi)膠層、編織或纏繞增強(qiáng)層、涂膠、外膠層擠出依次完成。外膠層擠出時(shí),由于沒有硬質(zhì)芯模作為內(nèi)部支撐,而是由半成品膠管作為內(nèi)支撐,側(cè)向供料時(shí)很容易使內(nèi)部膠料供料壓力分布不均勻,導(dǎo)致外膠層的厚度不均勻。機(jī)頭是外膠層擠出設(shè)備中的核心裝置,其結(jié)構(gòu)決定著外膠層的質(zhì)量[1]。
為了解決膠管外膠層厚度分布不均勻的問題,本工作對(duì)外膠層擠出機(jī)頭進(jìn)行優(yōu)化設(shè)計(jì)。
1 擠出機(jī)頭的優(yōu)化設(shè)計(jì)
所設(shè)計(jì)的外膠層擠出機(jī)頭主要由后蓋、口模過渡部分、口模夾具、口模和加熱圈5個(gè)部分組成,其結(jié)構(gòu)如圖1所示。
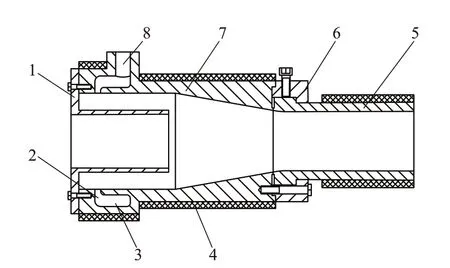
圖1 改造后擠出機(jī)頭結(jié)構(gòu)示意
后蓋上設(shè)有內(nèi)襯,其內(nèi)徑略大于帶有增強(qiáng)層的半成品膠管的外徑。內(nèi)襯的作用為阻止膠料從擠出機(jī)頭的后端溢出,防止膠料壓力分布最不均勻的部分直接作用在半成品的膠管上,起到一定的壓力緩解作用。此外,內(nèi)襯還可以起到固定半成品膠管的作用,使其最大程度地位于口模的中心位置。
口模過渡部分是擠出機(jī)頭的核心部位,其作用是連接口模。與內(nèi)膠層擠出機(jī)頭不同,外膠層擠出機(jī)頭的供料口設(shè)在口模過渡部分的側(cè)壁上,口模內(nèi)沒有硬質(zhì)的芯棒,而是靠帶有增強(qiáng)層的半成品膠管作為內(nèi)支撐。膠料通過口模過渡部分側(cè)壁上的供料口進(jìn)入到擠出機(jī)頭內(nèi)。為了使膠料能夠最大程度地從半成品膠管的周向均勻擠出,在口模過渡部分內(nèi)設(shè)有一個(gè)環(huán)形的儲(chǔ)料腔,儲(chǔ)料腔的周向設(shè)有膠料出口,為了防止膠料不經(jīng)過儲(chǔ)料腔直接從膠料出口進(jìn)入到口模內(nèi),將膠料出口和供料口分別設(shè)在儲(chǔ)料腔的兩端,當(dāng)膠料從供料口進(jìn)入儲(chǔ)料腔時(shí),由于儲(chǔ)料腔空間相對(duì)較大,阻力相對(duì)較小,膠料首先注滿儲(chǔ)料腔,只有較少的膠料從出口擠出,當(dāng)儲(chǔ)料腔內(nèi)的膠料注滿時(shí),供料口繼續(xù)供料對(duì)其施加壓力使膠料從半成品膠管的周向均勻擠出,擠出的膠料在半成品膠管周向的壓力分布比較均勻,均勻的壓力保證了半成品膠管中心和口模中心保持一致,從而保證了外膠層的厚度均勻分布。
口模和口模過渡部分通過口模夾具連接,口模夾具上的軸向螺栓一端與口模過渡部分的端面連接,起到夾緊口模的作用,周向螺栓起到定位口模中心位置的作用,周向和軸向螺栓交叉均勻地分布在口模夾具上,互不干擾。口模對(duì)擠出膠管的外徑起著至關(guān)重要的作用。
為了防止膠料冷卻,在整個(gè)擠出機(jī)頭的外表面均包有加熱圈。由于管材零件較薄,貯熱量小,需要使用鑄鋁加熱器,機(jī)頸處加熱如果采用不銹鋼云母加熱器,需要在加熱器內(nèi)增加貯能器,從而確保溫度的均勻性[2]。
2 可行性分析
由于外膠層擠出時(shí)沒有硬質(zhì)的芯棒作為支撐,而是通過帶有增強(qiáng)層的半成品膠管作為內(nèi)支撐,因此生產(chǎn)線連續(xù)作業(yè)容易使半成品膠管偏離口模的中心位置。外膠層厚度是由口模內(nèi)壁和半成品膠管的外表面的間隙決定的。當(dāng)口模內(nèi)充當(dāng)芯棒的半成品膠管偏離口模中心位置時(shí),勢(shì)必會(huì)使偏向的一側(cè)空隙變小,另一側(cè)空隙變大,從而導(dǎo)致擠出的外膠層厚度不均勻。
速度和壓力是影響外膠層擠出質(zhì)量的關(guān)鍵因素。壓力周向分布不均勻會(huì)導(dǎo)致半成品膠管偏離口模中心位置;膠料在同一截面上的速度分布不一致,也會(huì)導(dǎo)致半成品膠管偏離口模中心位置,膠料的流動(dòng)速度與牽引機(jī)械的速度相差過大會(huì)使擠出的外膠層出現(xiàn)斷裂、厚度不均勻、致密性不佳等缺陷。因此,膠料在擠出機(jī)頭內(nèi)的周向速度必須相同,并且與膠管牽引裝置的速度基本保持一致。
2.1 初始條件的設(shè)定
Cross-Law模型中的零剪切粘度限制了模頭物料粘度變化的上限值,對(duì)低剪切速率下的熔體流動(dòng)模擬比冪律模型更好,更符合擠出加工的實(shí)際情況[3],因此,選擇Cross-Law模型對(duì)模頭內(nèi)的流體進(jìn)行分析。剪切粘度η為
式中,0η為零剪切粘度,Pa·s;λ為松弛時(shí)間,s;γ˙為剪切速率,s-1;m為粘度系數(shù)。由于m<0.7,為了防止計(jì)算發(fā)散,采用Picard迭代,并將最大迭代次數(shù)設(shè)為30[4]。入口流量設(shè)為3 000 cm3·s-1。由于只對(duì)機(jī)頭內(nèi)部膠料進(jìn)行研究,因此沒有自由表面,計(jì)算時(shí)不需要進(jìn)行網(wǎng)格重置。
2.2 速度分析
運(yùn)用ANSYS/Polyflow軟件進(jìn)行有限元分析,通過CFD-Post進(jìn)行后處理,取軸側(cè)視圖進(jìn)行速度的分析,速度變化如圖2所示。由于環(huán)型儲(chǔ)料腔的存在,緩沖了口模過渡部分內(nèi)的流速,使各個(gè)方向進(jìn)入到口模的速度趨于一致,因此流道內(nèi)不同截面的速度平均值基本相同,速度保持在0~4.3 m·s-1,屬于比較合理的范圍。此外,擠出模具設(shè)計(jì)時(shí),應(yīng)保證口模出料速度均勻一致。在壓縮角相同的情況下,預(yù)成型段越長(zhǎng),越容易得到比較均勻的出口流速[5]。該模型出口各個(gè)方向的流速基本一致,滿足口模設(shè)計(jì)要求。

圖2 速度變化云圖
2.3 壓力分析
壓力分布如圖3所示。由圖3可知,壓力從入口到口模末端呈遞減的趨勢(shì),壓力在收縮段比較穩(wěn)定,在成型段梯度變大,沿著膠料擠出的方向,壓力逐漸減小,但在流道上沒有出現(xiàn)壓強(qiáng)突變[6]。在口模出口之前的一段壓力趨近為零,說(shuō)明口模的長(zhǎng)度已經(jīng)可以滿足擠出膠管的需求。壓力在儲(chǔ)料腔內(nèi)接近融料入口的部位時(shí)壓力較大,但通過儲(chǔ)料腔的緩沖,在進(jìn)入口模過渡部分時(shí)周向壓力分布已經(jīng)達(dá)到均勻,達(dá)到了預(yù)期目的。即使在融料注入速度較快的情況下,導(dǎo)致壓力分布不均勻的區(qū)域后移,還可以由后蓋上的內(nèi)襯來(lái)支撐,不直接作用在半成品的膠管上。以上兩種機(jī)構(gòu)設(shè)計(jì)足以達(dá)到設(shè)計(jì)的最終目的。
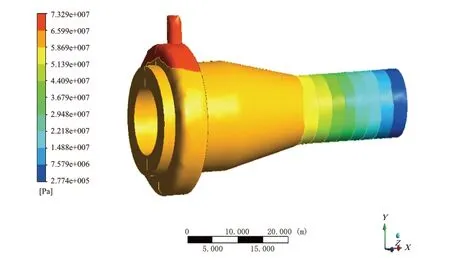
圖3 壓力分布云圖
3 結(jié)語(yǔ)
從近10年來(lái)膠管擠出工藝的發(fā)展可以看出,機(jī)頭作為膠管擠出系統(tǒng)的重要組成部分,得到了長(zhǎng)足的發(fā)展[1],但大多是對(duì)膠管內(nèi)膠層擠出機(jī)頭進(jìn)行設(shè)計(jì)研究,外膠層擠出機(jī)頭的優(yōu)化設(shè)計(jì)相對(duì)較少。所設(shè)計(jì)的新型外膠層擠出機(jī)頭增設(shè)儲(chǔ)料腔,可以彌補(bǔ)改造前側(cè)向供料機(jī)頭由于壓力分布不均勻造成外膠層厚度分布不均的缺陷。隨著計(jì)算機(jī)技術(shù)的迅速發(fā)展和推廣應(yīng)用,擠出機(jī)頭的設(shè)計(jì)更加科學(xué)、便捷,運(yùn)用計(jì)算機(jī)CAD/CAE技術(shù)對(duì)外膠層擠出機(jī)頭流道進(jìn)行理論分析和設(shè)計(jì),可大大節(jié)約生產(chǎn)成本[7]。