非標軸承端蓋鉆孔機改進設計
2016-07-26 00:34:38盧孔寶陳光明
軸承 2016年6期
盧孔寶,陳光明
(1.浙江水利水電學院,杭州 310018;2.新昌大市聚職業中學,浙江 新昌 312500)
1 概述
隨著軸承和應用領域的不斷擴大,非標軸承的使用場合越來越多,精度要求也越來越高,如非標軸承端蓋(圖1)設置的注油孔,是通過設置的油孔封蓋進行密封,為保證其密封性,其注油孔頂面與油孔封蓋安裝面之間有很高的尺寸精度要求,但該尺寸不易進行法測量尺寸精度,很難保證注油孔頂面與安裝面之間的深度尺寸精度,且檢測繁瑣、加工效率低,已經嚴重制約了生產效率,因此,在普通臺鉆KSD-32的基礎上,通過機械結構優化和電氣控制系統改良,以實現鉆孔過程及鉆孔深度的自動控制,保證尺寸精度、提高生產效率。
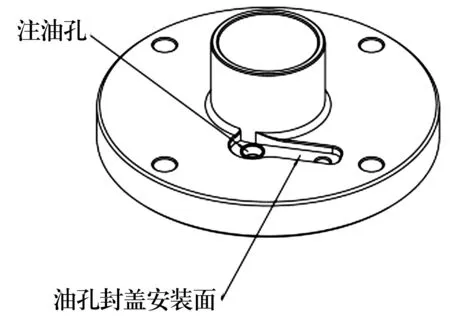
圖1 非標軸承端蓋結構
2 鉆孔機改進設計
改進后的鉆孔機主要包括機架、自動上料機構、工件夾緊機構、自動鉆孔機構、在線尺寸自動控制裝置、自動下料機構和電氣控制系統等。借鑒機械檢測設備中的杠桿原理,通過PLC程序控制所設置的各種機械機構的相對運動,實現對工件鉆孔加工及孔深的自動控制,如圖2所示。
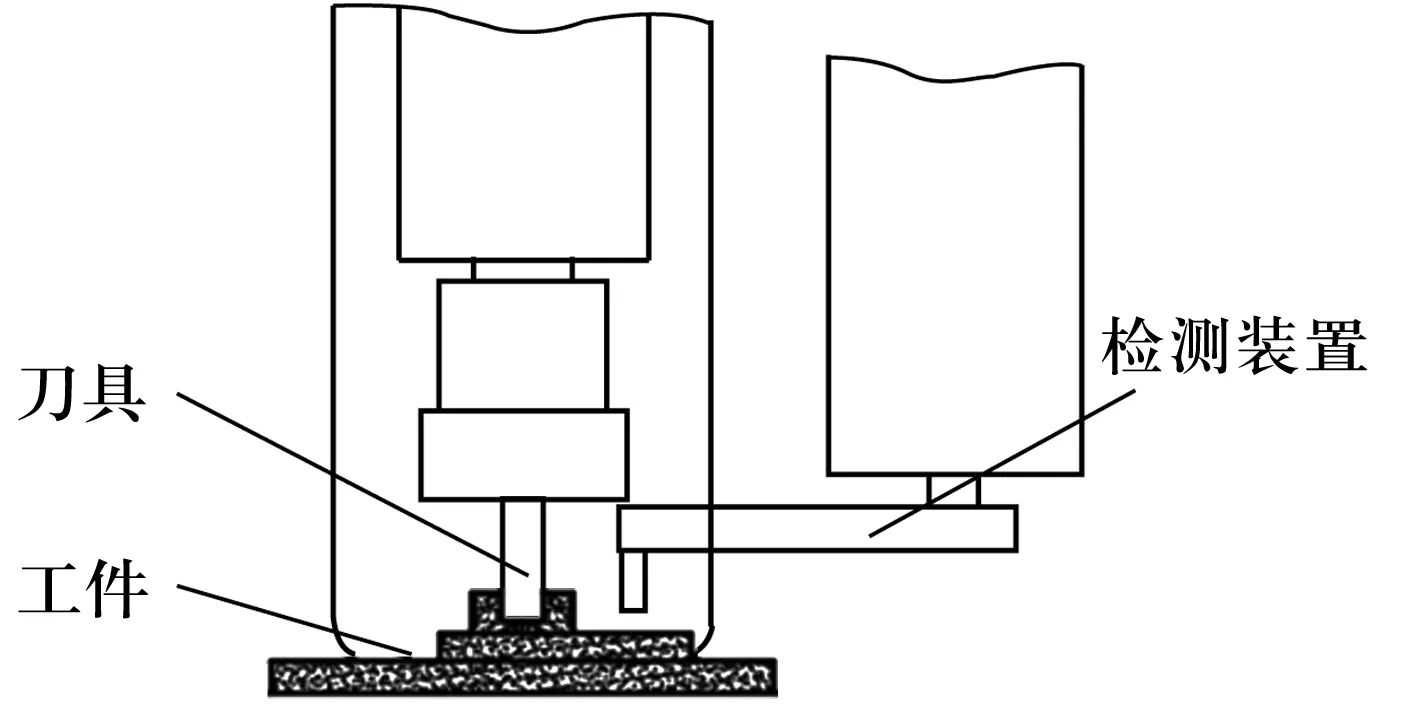
圖2 全自動在線檢測軸承端蓋鉆孔機工作原理圖
2.1 自動上料機構[1]
自動上料機構包括上料箱、輸送機構和推料機構等。由于軸承端蓋注油孔有相對的位置要求,故工件自上料箱輸出后進入輸送機構,由輸送機構中設置的定位裝置進行定位控制,后經傳送帶輸送到推料機構的進料口,由進料口處設置的感應器觸發氣缸運動,氣動推桿推動工件進入工件夾緊機構的定位凹槽內,完成工件自動上料。
2.2 工件夾緊機構[2]
軸承端蓋的安裝孔內表面為圓環體,且安裝底面的各項精度一致性較好,因此工件夾緊機構以底面為基準,采用軸承端蓋安裝孔內壁接觸定位脹緊。工件夾緊機構包括內脹夾頭、夾緊氣缸、連接桿和感應器等,結構如圖3所示。
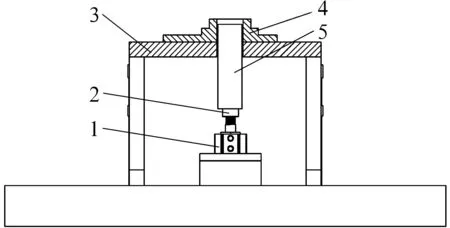
1—夾緊氣缸;2—連接桿;3—工作臺;4—工件;5—內脹夾頭
工件經自動上料機構輸送到工件夾緊機構的定位凹槽后,觸發工件夾緊機構中的感應器驅動夾緊氣缸動作,氣缸直線驅動連接桿,帶動內脹夾頭向上運動,使得內脹夾頭前端的圓形凸臺伸入到軸承端蓋安裝孔內壁,當達到設定的位置后,內脹夾頭脹開夾緊工件。鉆孔完成后,氣缸復位,帶動內脹夾頭向下運動,松開工件。該工件夾緊機構夾緊過程平穩、勻速,且采用圓形凸臺內撐于軸承端蓋安裝孔內壁,提高了鉆孔過程中的加工精度。
2.3 自動鉆孔機構
針對各類產品的不同切削轉速要求,在普通臺鉆基體上優化了包括主軸機構和進給驅動機構的鉆孔裝置[3]。主軸變速機構由花鍵主軸、變速齒輪套、花鍵傳動軸、主軸伺服電動機、聯軸器、變頻器等構成,主軸伺服電動機通過聯軸器驅動花鍵傳動軸轉動,變速齒輪套分別安裝于花鍵主軸和花鍵傳動軸上,形成齒輪嚙合傳動,將電動機動力傳遞給花鍵主軸。在變速齒輪套上設置有高、中、低3個擋位,可根據不同的扭力工作需求通過手動撥擋進行相互轉換,如圖4所示。某個擋位上的轉速可通過調速旋鈕利用PLC控制變頻器達到主軸轉速的可變功能,從而實現不同扭矩不同轉速的實際需求。進給驅動機構由驅動電動機和滾珠絲杠副組成,驅動主軸的上下運動。
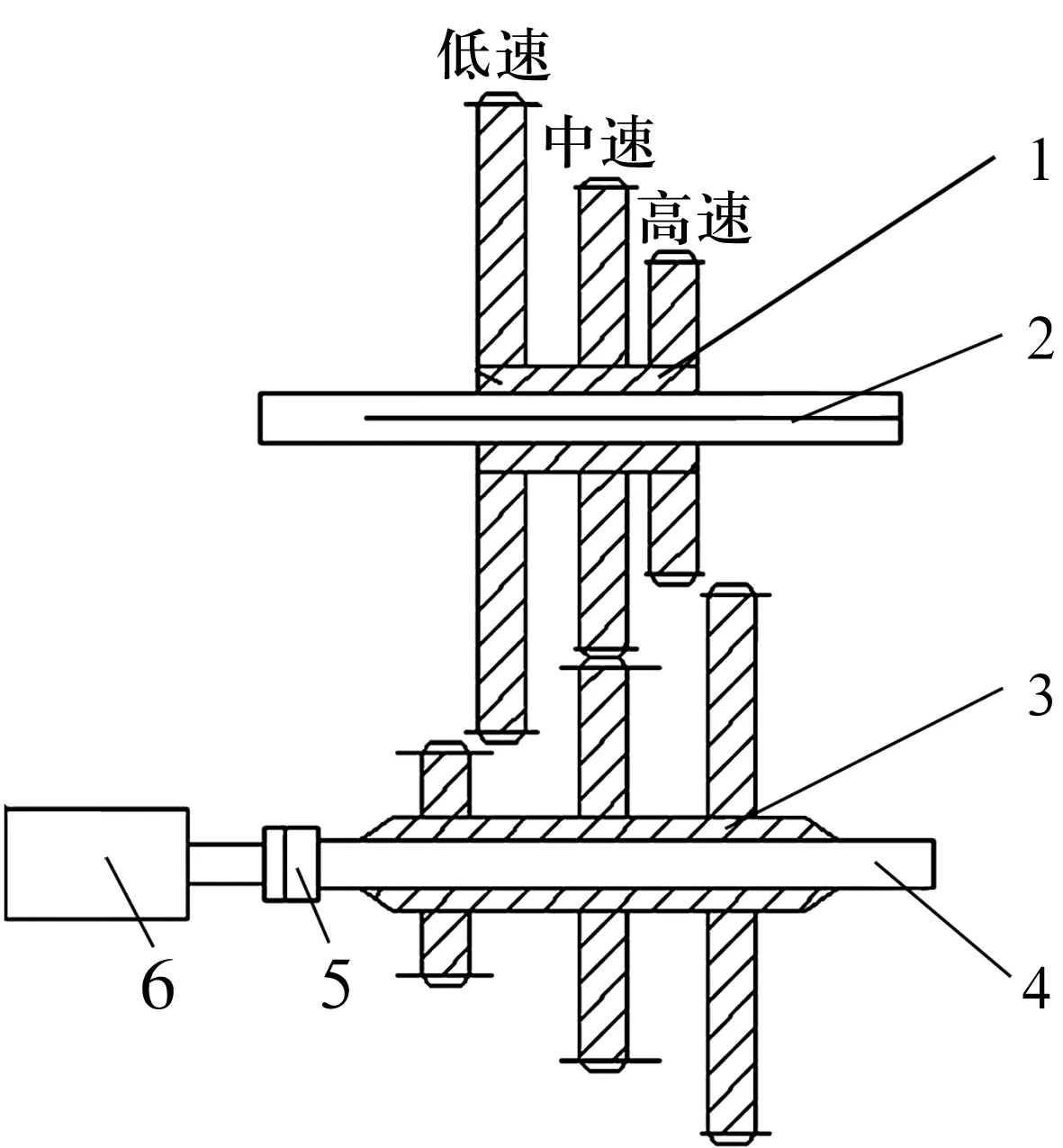
1,3—變速齒輪套;2—花鍵主軸;4—花鍵傳動軸;5—聯軸器;6—主軸伺服電動機
2.4 在線尺寸自動控制裝置
在線尺寸自動控制裝置如圖5所示,單點式測量儀安裝于主軸右側的機架滑槽上,通過上端的測量百分表來精確控制單點式測量儀的距離,然后通過連接桿與測頭相連,使得測頭位于主軸的下端,實現在線實測。
其工作原理為:先調整好單點式測量儀移動距離與測頭的相互位置,當主軸上的刀具運動到設定的深度后,測頭被工件表面頂起,測頭通過連接桿帶動單點式測量儀動作,從而觸發單點式測量儀形成反饋信號,反饋裝置將反饋信號傳送到數字顯示單元,當達到設定值時,驅動電氣控制系統動作,停止主軸鉆孔加工并自動復位,實現產品鉆孔深度根據預設深度進行自動控制。
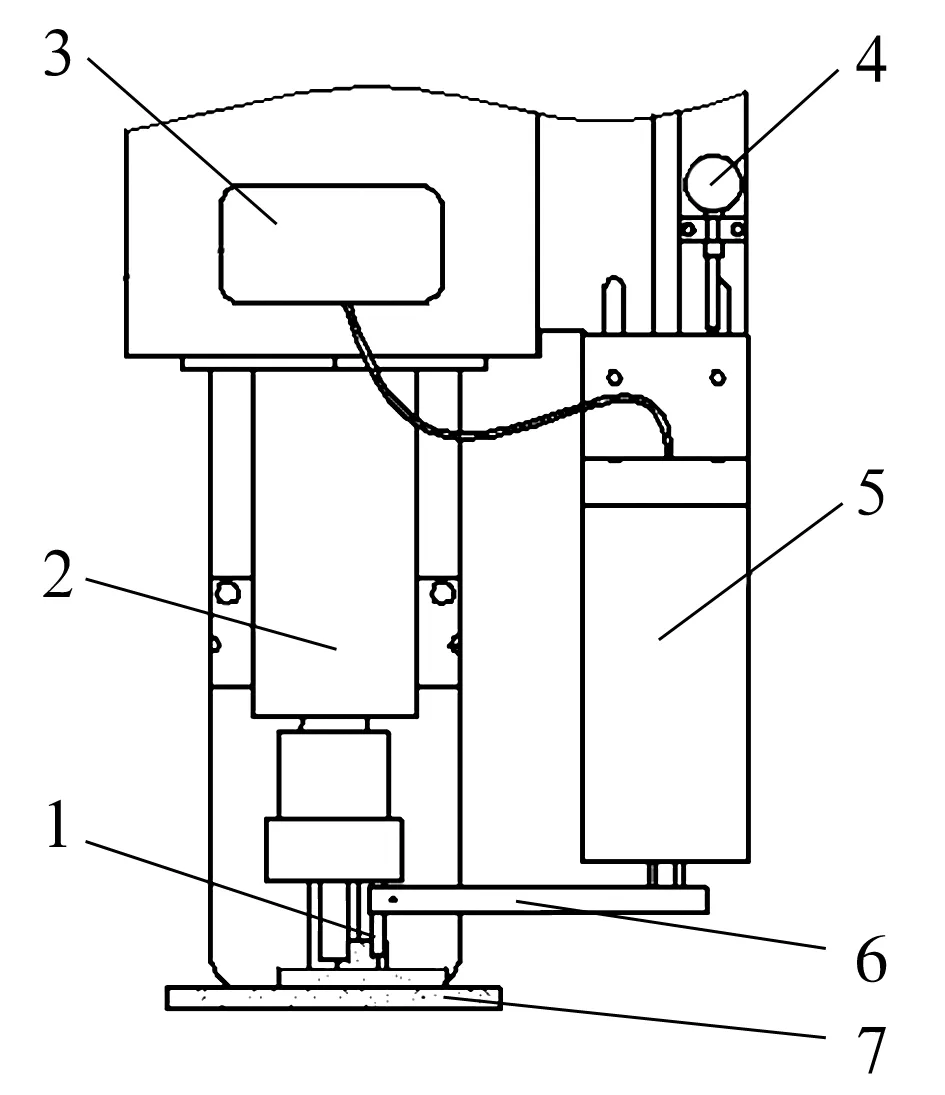
1—側頭;2—主軸;3—數字顯示單元;4—測量百分表;5—單點式測量儀;6—連接桿;7—工件
2.5 自動下料裝置
自動下料裝置包括頂料氣缸、出料道和推料氣缸[2]。鉆孔完成后,傳感器發送感應信號反饋到PLC系統中,PLC系統信號驅動夾緊氣缸動作,使工件夾緊機構復位;內脹夾頭松開工件,頂料氣缸動作將工件頂出定位凹槽,然后由推料氣缸將工件推移至出料道口,實現工件的自動下料[4]。
2.6 電氣控制系統
電氣控制系統包括PLC控制系統和伺服電動機。PLC控制系統通過程序協調控制自動上下料、裝夾、檢測、進給鉆孔等機械部件的自動運行。根據實際需求PLC選用FX2N~32MR系列可編程控制器[5-6]。該PLC具有10個輸入點和7個輸出點,可實現高速計數、定位控制等功能,PLC控制外部接線如圖6所示。
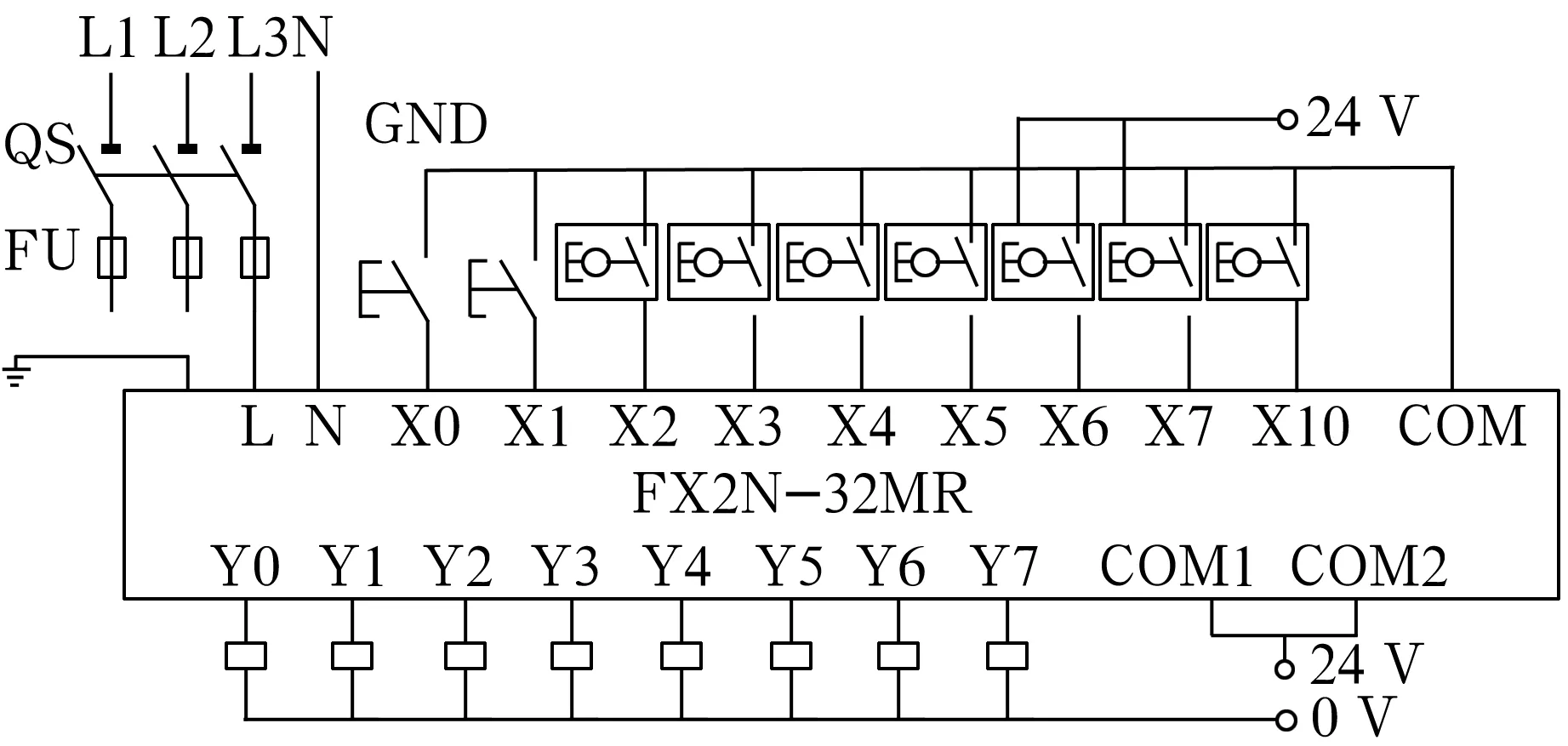
X0—啟動開關;X1—急停開關;X2—上料到位信號;X3—主軸調速信號;X4—工件到位信號;X5—夾具鎖緊信號; X6—在線檢測信號;X7—夾具松開信號;X10—下料信號;Y0—主軸正轉;Y1—主軸反轉;Y2—伺服進給正轉;Y3—伺服進給反轉;Y4—上料裝置驅動;Y5—夾具夾緊驅動;Y6—下料裝置驅動;Y7—推料裝置驅動;COM—公共端
3 工作過程
工件經自動上料機構輸送到工作臺上,由夾緊氣缸帶動內脹夾頭夾緊工件,然后移動主軸,通過單點式測量儀上端的百分表初調所需的距離,移動刀具位置并鎖緊刀具,啟動PLC電氣控制系統驅動主軸電動機和進給電動機轉動,主軸電動機帶動刀具旋轉,進給電動機齒輪傳動帶動絲杠副轉動,絲杠副帶動主軸箱在導軌副中上下運動,進行鉆孔加工。鉆孔加工時,主軸向下運動帶動設置于主軸箱一側的測量裝置向下運動,當刀具下降到設定深度后,設置在刀具一側的測頭被工件頂起,測頭頂起連接桿向上運動,由于連接桿的另一端與單點式測量儀測量擺頭連接,因此當連接桿一端向上運動時,連接桿拉動單點式測量儀測量擺頭向右擺轉,從而觸發單點式測量儀形成感應信號,感應信號經反饋裝置將信號傳送到數字顯示單元,數字顯示單元儀表指針動作,控制主軸慢速進給,當達到設定值時,數字顯示單元信號驅動電氣控制系統,電氣控制系統驅動鉆孔裝置停止鉆孔,然后自動復位,完成本次鉆孔加工,夾緊氣缸松開工件,工件在推料氣缸推動下移動至出料道口,實現自動下料,完成在線尺寸自動控制的鉆孔加工。
4 生產驗證
設備研制成功后進行試生產,通過一段時間的生產運行后,統計數據(表1)表明,該鉆孔機工作穩定、可靠,自動檢測和自動化加工程度高,產品合格率和生產效率較傳統鉆孔機相比得到明顯的提升,并降低了操作者的勞動強度。
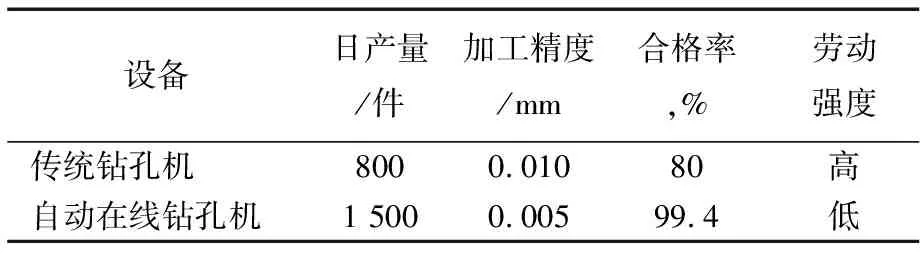
表1 改進前、后鉆孔機生產效果對比
5 結束語
改進設計的全自動在線檢測軸承端蓋鉆孔機,可應用于各類非標軸承端蓋(帶油孔封蓋)的鉆孔加工,加工孔徑范圍4~30 mm,最大鉆深可達20 mm,并且配置有標準莫氏刀柄,換刀更方便,解決了傳統鉆孔機加工深度不易檢測的技術難題,大幅提高了產品加工精度和生產效率。該鉆孔機的開發對同類產品切削加工自動化在線檢測也具有一定借鑒意義,具有推廣應用價值。