電機修造基地整體工藝布局分析與研究
2016-07-21 09:54:44宋光杰中鐵工程設計院有限公司北京100070
工業技術創新 2016年2期
宋光杰(中鐵工程設計院有限公司,北京,100070)
?
電機修造基地整體工藝布局分析與研究
宋光杰
(中鐵工程設計院有限公司,北京,100070)
摘 要:電機及變壓器等裝備種類繁多,技術特征明顯,工藝流程復雜,有的體型巨大且效能巨大,為此電機建設和修檢基地需要非常專業,其整體工藝布局對企業的生產效率、經濟效益、長遠發展有較深影響。本文以某電機修造企業搬遷項目為背景,研究分析了檢修和制造各類電機及變壓器的工藝流程,綜合電機生產和檢修工藝特點,規劃了兩種設計方案并進行比較分析,最后給出適合該企業的布局方案。整體結構布局、工藝流程的論述對業界有參考作用。
關鍵詞:牽引電機;工藝路線;工藝布局
引言
某企業現階段的主要業務為檢修和制造各類電機及變壓器,主要產品包括軌道交通用牽引電機、主輔發電機和變壓器、高端裝備特種電機(應用于油田、礦山、工程機械、智能制造、軍工)、高效節能工業電機(壓縮機、鼓風機)等,未來主要向風力發電機、伺服電機和新能源汽車電機等其他領域拓展。
以上所列出的大型裝備不論制造,還是檢修工藝流程都很復雜。以電機為例,它是依據電磁感應定律實現電能轉換或傳遞能量的一種設備,主要作用是產生驅動轉矩,其是電磁學、能量轉換、力學、材料等科學的綜合體。所以在制造和檢修中,不僅需要專業人才,還需要專業基地。
1 規劃目標
該企業電機新造和檢修部分原占地6萬平方米,總建筑面積3.9萬平方米,擁有各類機械設備360臺(套),其中大型關鍵精密設備38臺(套)。目前公司主要產品如下:CDJD113交流內燃機車牽引電機、JD160A交流電力機車牽引電機、HXN5主輔發電機和CDJF212主輔發電機、ZD109C直流內燃牽引電機、CDZD102正壓防爆直流電動機、CDJD101城軌車輛電機、無刷勵磁型同步主發電機、ZDQR310直流牽引電機。
新建基地選址地形:地塊大致為長方形,廠區南北方向最長約425m,東西方向最寬約303m。整個地形高低不平,局部最低處約483m(西南角),局部最高處約498m(東北角),最大高差約15m。
結合原有生產能力,并對市場趨勢進行預測的基礎上,確定新建基地的生產綱領為新造各類電機3000臺。檢修電機2000臺。檢修主變壓器200臺。
2 主要工藝流程
制造或檢修大型電機或變壓器的工藝流程,決定和影響著基地布局與規劃設計工作。研究了大量直流與交流電機、相關主輔電機、變壓器等工業流程,重點介紹三種:圖1為和諧內燃機車交流牽引電機和主發電機的制造工藝流程[1,2];圖2為主要直流傳動機車直流牽引電機制造工藝流程[3];圖3為適合檢修直流牽引電機(交流牽引電機相較直流牽引電機結構簡單)、主發電機、主變壓器的工藝流程。
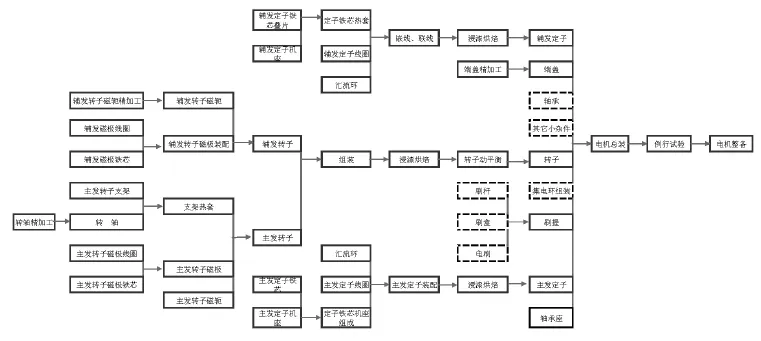
圖1 HXN5技術平臺主輔發電機制造總體工藝流程
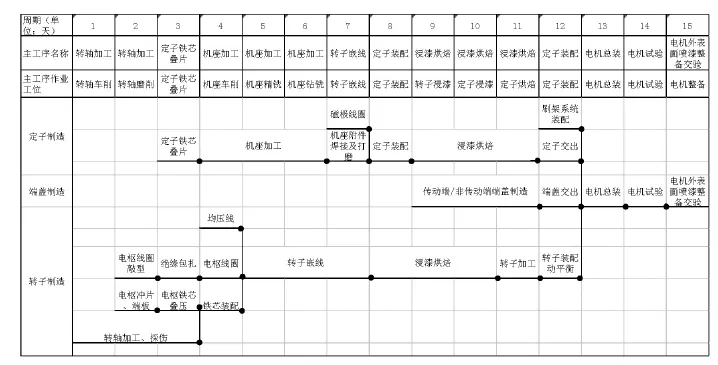
圖2 直流傳動機車牽引電機制造總體工藝流程
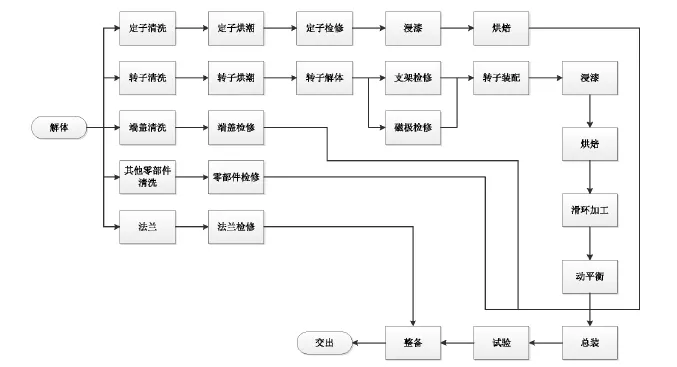
圖3 主發電機檢修工藝流程
總之,工藝流程為規劃電機修造基地的整體工藝布局主要依據,本文綜合考慮多種電機制造和檢修的不同工藝特點,并適當兼顧整體物流路線和基地形象,提出不同的方案以作比較[4]。
3 主要構成及功能
該基地技術方案制定在完成搬遷改造的同時,綜合考慮了產業的轉型升級和新產業的發展的需要。以實現節約建設資金、提高經濟效益為目標,本期建設內容包含:電機制造工部、電機檢修工部、絕緣處理工部、加工工部、試驗整備工部等五個工部[5]。
電機制造工部主要負責線圈制造、電樞制造、交流轉子、直流電樞、直流電機總裝、交流電機總裝、主輔發電機總裝、RD電機總裝、BD電機總裝、磁極制造及主輔發電機定子疊壓等工作。主要設備包括:四柱液壓機、無氧退火爐、臺車式烘爐、氣體保護焊機、銅焊機、直流氬弧焊機、短路環感應焊機、高頻感應焊機、焊煙除塵器、交流耐壓機、高頻絕緣測試儀、打砂除塵裝置、數控扁繞機、數控漲型機、數控自動包帶機、數控直邊自動包帶機、下刻機、硬支承平衡機、動平衡機、轉子磁極裝配臺、導條漲緊機、全自動超聲波清洗機、總裝工作臺、起重機等。
電機檢修工部主要負責牽引電機電樞、定子、端蓋和其他零部件的檢修、組裝等工作。主輔發電機定子、轉子、端蓋、磁極和其他零部件的檢修、組裝工作。主變壓器解體、器身、油箱、散熱器和其他零部件的檢修、組裝、試驗、整備等工作。主要設備包括:普通車床、V1000臥式車床、搖臂鉆床、四柱液壓機、交流焊機、氬弧焊機、電阻釬焊機、真空干燥爐、超聲探傷儀、磁粉探傷機、電力機車主變試驗站、動平衡機、硬支承動平衡機、真空凈油機、全自動下刻機、起重機等。
絕緣處理工部主要負責各型新造和檢修電機部件的浸漆、烘焙、清理、底漆噴涂等工作。主要設備包括:自動控溫干燥爐、真空壓力浸漆設備、漆霧凈化裝置、旋轉烘爐、電加熱旋轉干燥爐、干式噴烘漆室、防爆式起重機等。
加工工部主要負責各型電機(含發電機、新產業電機)機座、端蓋、轉軸等部件的加工、整修、測量、清洗等工作。主要設備包括:數控立車、普通車床、數控臥車、搖臂鉆床、數顯鏜床、外圓磨床、龍門立式加工中心、臥式鏜銑加工中心、龍門五面加工中心、數控八面銑、電機轉軸熒光磁粉探傷機、交流焊機、氣體保護焊機、超聲波探傷儀、起重機等。
試驗整備工部主要負責新制和檢修的各型電機的試驗、整備工作。包括:主發電機、直流/脈流牽引電動機、交流牽引電動機、風扇電機、制動電阻風機、輔助電機及新產業電機的試驗(包括例行和型式試驗)、整備(包括打磨和膩子、雜件組裝及噴漆等工作)。主要設備包括:交流耐壓機、直流耐壓機、自藕減壓啟動箱、直流電機試驗臺、同步電機試驗臺、主輔發電機例行試驗臺、交流牽引電機例行試驗臺、牽引電機翻轉機、整備膩子房、整備噴烘漆室、漆霧凈化裝置、起重機等。
4 整體規劃布局
電機檢修與新造工藝特點區別很大,新造工藝主要是模塊化設計和組裝,大批量流水線式生產,環境干凈整潔。檢修工藝主要是碎片式檢測和修復,獨立臺位配合小批量流水線方式生產,環境惡劣。該基地不僅要求兼顧檢修與新造工藝,同時產品復雜多樣,因此整體布局需進行深入分析。
4.1 主要布置原則及工藝技術決定
新建建筑集中布置,給未來新產業發展創造條件,并兼顧本期及后期建設內容的有機銜接。符合當地城市規劃、環境保護、雨污水的排放、消防、節能、綠化等諸方面的規范和要求。滿足生產使用需要,工藝流程合理,車間的布置考慮朝向及主導風向,創造良好的生產環境,使各生產環節緊密銜接運輸方便。總平面、車間內、車間與車間之間物流順暢合理。
廠區主要道路均設計為環狀,滿足消防及物料運輸。
規劃方案遵循上述原則的同時,還應保證特殊工序獨立布置,工藝要求如下:
線圈生產、嵌線工藝和變壓器檢修工藝都要求潔凈度較高,且與其他工藝區別很大,易單獨隔離生產。
該基地生產電機種類較多,工作量較大,需要場地空間大。另外,電機試驗耗時較長,環境噪聲較大,振動較大,且要求便于隨時觀察,工藝布置上單獨隔離設置較佳。
絕緣處理廠房漆霧較多,生產環境惡劣,防火防爆要求較高,應布置漆霧凈化裝置,宜單獨隔離布置。
4.2 規劃方案
根據產能規劃、生產工藝流程和物流走向,結合場地及周邊條件,整個場地共規劃了兩個總平面布局方案,如圖4.1、4.2所示。實線為本期建設,虛線為規劃預留場地。
方案一:按照一次規劃、分步實施原則,布置聯合廠房。場地中部規劃兩個聯合廠房,東西兩側規劃磁極、絕緣處理、試驗整備等廠房,本期結合整體功能規劃,建設相關廠房。南部規劃預留有廠前區用地。南北貫通兩條主要通道。設3個大門。南側和北側均設置停車區,便于物流和人員出入。如圖4所示。
本方案總體規劃了電機檢修聯合廠房和電機制造聯合廠房兩座主廠房,其中電機檢修聯合廠房主要定位于軌道裝備配套電機和變壓器的檢修,電機制造聯合廠房主要定位于軌道裝備配套電機制造。電機檢修聯合廠房預留部分主要用于物流和未來拓展后其他領域電機和變壓器的檢修工作(該跨度廠房也可靈活轉換為電機制造廠房)。電機制造聯合廠房預留部分主要用于未來新產業電機的制造工作。
電機檢修聯合廠房A總長1 4 4 m,跨度由南向北依次為1 8 m×2(預留)+1 8 m×2+1 5 m+1 8 m+2 4 m,南側貼建3層144m×9m生產輔助間。電機檢修聯合廠房B總長144m,跨度由南向北依次為18m+18m×5(預留)+18m,南側貼建3層144m×9m生產輔助間(本期建設2層)。A1、A2廠房18m寬,預留用于電機組裝。A3、A4廠房18m寬,本期建設用于電機組裝。A5為2層廠房,15m寬,一層用于電機定轉子嵌線,二層用于線圈制造。A6廠房18m寬,用于部件加工和鐵芯疊壓等工作。A7廠房24m寬,主要用于機座加工工作。B1廠房18m寬,主要用于牽引電機、主輔發電機的檢修、組裝和整備工作。B2、B3、B4、B5、B6廠房皆為18m寬預留廠房,遠期用于電機檢修、磁極檢修、物流周轉和主變檢修等工作。B7廠房18m寬,本期用于各型號主變壓器檢修,遠期用于電機解體工作。絕緣處理廠房C 長138m,寬21m,西側貼建84m長,6m寬生產輔助間,主要負責各型新造和檢修電機部件的浸漆、烘焙、清理、底漆噴涂等工作。磁極廠房D長135m,寬18m,主要負責主輔發電機磁極制作工作,遠期用于絕緣處理。試驗廠房E長 192m,寬24m,主要負責新制和檢修的各型電機的例行和型式試驗工作。整備廠房F長75m,寬24m,主要負責物流和試驗后的整備工作。
方案二:按照采取聯合廠房,新建建筑集中布置、預留發展用地的原則規劃。本期建設內容集中在廠區南部,北部場地整體預留。場地中部規劃兩個聯合廠房,東西兩側規劃絕緣處理、試驗整備等廠房,南北貫通兩條主要通道。廠區不設辦公區。設3個大門,南側和北側均設置停車區,便于物流和人員出入。如圖5所示。
本方案總體規劃了軌道電機廠房及新產業電機廠房兩座主廠房,其中軌道電機廠房主要定位于軌道裝備配套電機的制造和檢修,預留的新產業電機廠房定位于新產業電機的制造。由于新產業電機尚處于市場培育階段,產能需求尚不明確,因此本期對于新產業電機的試生產和小批量生產與軌道電機生產共線,特殊工序獨立設置。待市場批量較大,現有設施不能滿足要求時,根據產品類型、工藝特點、產量需求等條件擇機啟動新產業電機廠房的建設。
軌道電機廠房A總長150m,跨度由南向北依次為15m(二層)+24m+18m×4+18m(預留二期)+18m×2,南側貼建3層150m×9m生產輔助間,北側貼建一層150m×9m生產輔助間。A1廠房15m寬,共二層,一層布置嵌線,二層布置線圈制造。A2廠房24m寬,東側用于布置機座加工區,西側用于布置端蓋、機座的整修、測量、清洗等工序;A3廠房18m寬,用于布置端蓋、轉軸加工工序。A4廠房18m寬,布置交流電機轉子、交流牽引電機總裝等工序。 A5廠房18m寬,布置直流電機定子、直流電機轉子、直流電機總裝、主輔發電機總裝、RD電機總裝機及BD電機總裝等工序。A6為物流庫房,A7為二期預留檢修廠房。A8電機檢修廠房18m寬,主要用于牽引電機、主輔發電機的檢修、組裝和整備工作。A9主變檢修廠房18m寬,主要用于主變壓器器身、油箱、散熱器和其他零部件的解體、清洗、檢修、組裝、試驗、整備等工作。絕緣處理廠房C 183m長,24m寬,主要負責各型新造和檢修電機部件的浸漆、烘焙、清理、底漆噴涂等工作。試驗廠房E183m長, 24m寬,負責新制和檢修的各型電機的試驗、整備工作。
5 結論
方案特點對比如下:
方案一和方案二設東西兩條南北貫通主干道,南北兩個廠前區,整個廠區布局規整,體現現代化企業特色。
方案一、方案二均采用聯合廠房,便于物流運輸及后期工藝調整,在同等條件下,相對于采用零散的獨立廠房更能體現建筑體量,提升企業形象,其中方案一更加突出。
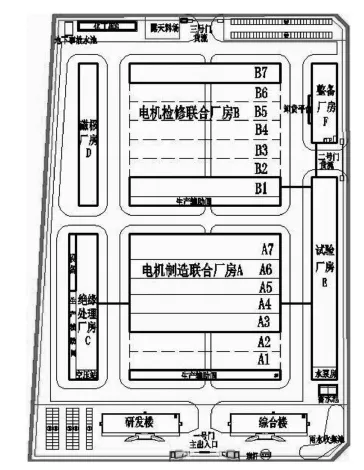
圖4 方案一
方案二同方案一相比,物流路線更短,且在新產業電機銷售情況不確定,伺服電機和風力發電機對生產基地的工藝要求與牽引電機區別較大的情況下,集中預留新產業電機生產的建設用地,便于未來根據需要規劃建設。方案二相對方案一適應未來,且靈活性好。
基于以上分析,本項目擬采用方案二。

圖5 方案二
參考文獻
[1] 淺倉誠治,高魁源.主電動機非分解檢修生產線[J].國外鐵道車輛,1999,(4):40-43.
[2] 左藤光正,姚英.日本大宮工廠新的牽引電機檢修生產線[J].國外內燃機車,2000,(1):37-42.
[3] 上海檢修基地牽引電機檢修流水線的建立與運用[J].檢修運用,2013,(4):51-52.
[4] 王滔,郭磊.高速牽引電機的檢修[J].電機技術,2014,(1):53-56.
[5] 動車電機檢修工藝布局優化及信息化管理研究[J].時代農機,2015,(2)39-40.
Analysis and Research on the Overall Process Layout of Motor Repair and Manufacturing Base
Guangjie Song
(China Railway Engineering Design Institute Co.,LTD., Beijing, 100070, China)
Abstract:There are many different kinds of motor and transformer, the technical features are obvious,some of which have huge size and great performance, therefore the motor construction and overhaul base need to be very professional.The overall process layout of motor repair and manufacturing base has a great influence on business productivity, economic efficiency, long-term development,and constantly optimizing.According to the process route and characteristics, this paper studied the overall motor repair and manufacturing base layout, integrated motor manufacturing and repaired process characteristics, have made two kinds of designs and performed a comparative analysis.Finally we have given a reasonable layout scheme for the enterprise.The discussion of overall structure layout and process flow has reference effect to the industry.
Key words:Traction Mtor; Process Route; Process Layout
中圖分類號:TU72
文獻標識碼:A
文章編號:2095-8412 (2016) 02-130-06
DOI:工業技術創新 URL: http//www.china-iti.com 10.14103/j.issn.2095-8412.2016.02.007
作者簡介:

宋光杰(1986-),助理工程師,畢業于武漢大學,碩士,現工作單位為中鐵工程設計院有限公司。研究方向:軌道交通車輛生產和檢修工藝及設備。
E-mail: sppd.shenfei@163.com
