加熱和旋鍛過程對彈簧鋼表面脫碳層厚度的影響研究
2016-07-18 12:04:06郝慶樂韓靜濤韓彥紅北京科技大學材料加工與控制工程系
鍛造與沖壓 2016年21期
關鍵詞:深度
文/郝慶樂,韓靜濤,韓彥紅·北京科技大學材料加工與控制工程系
加熱和旋鍛過程對彈簧鋼表面脫碳層厚度的影響研究
文/郝慶樂,韓靜濤,韓彥紅·北京科技大學材料加工與控制工程系
所謂脫碳是指彈簧鋼在熱加工時,材料表面區域在爐內氣氛作用下失去了全部或部分碳,造成碳含量比內部減少的現象。脫碳會使鋼表面變軟,強度和耐磨性降低。如果彈簧鋼表面出現脫碳層,會明顯降低彈簧件的疲勞極限,特別出現鐵素體全脫碳層時,可使彈簧鋼的疲勞極限降低50%。鋼材表面脫碳層深度是衡量鋼材質量優劣的一項重要指標。因此,控制彈簧鋼表面脫碳層的厚度是改善彈簧件表面質量的重要任務。
試驗方法
將55SiCr彈簧鋼直條用砂輪機鋸切出60根長度為250mm試樣。對每根試樣進行分組編號,一共分成五大組,編號a、b、c、d、e,分別對應五個加熱溫度900℃、950℃、1000℃、1050℃、1100℃;每一個溫度下試樣又分成四組,編號分別為1、2、3、4,分別對應直徑為14.5mm、15mm、 15.5mm、16mm的棒材。材料分組標號如表1所示。另外,用線切割切取原始軋制棒材長度15mm的小樣4個,編號01、02、03、04,編號仍與棒材的直徑對應。
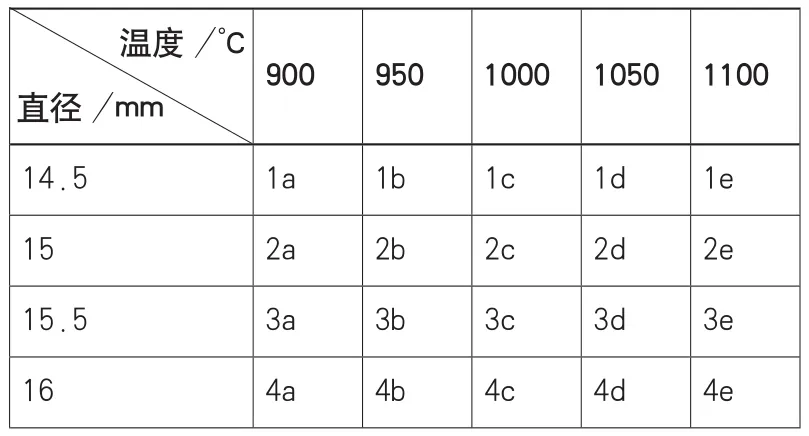
表1 試樣編號
將試樣進行打磨以去除氧化皮,然后將試樣按編號在箱式爐中按指定溫度進行加熱,保溫40min使材料充分奧氏體化,然后將材料快速取出,在精密旋鍛機上進行熱旋鍛加工,旋鍛軸向送進速度50mm/min,鍛模孔腔直徑14mm,旋鍛機錘頭轉速960r/min。為方便做金相觀察的對比試驗,只將棒材長度的一半進行旋鍛加工。加工完成后將試樣空冷到室溫。
將旋鍛試樣用線切割沿橫截面切取長15mm的小樣,編號與原來棒材的編號相同。在每一個加熱溫度的四根試樣中任意選取一根試樣,沿橫截面方向切取長15mm的小樣,編號從900~1100℃分別標記為01、02、03、04、05。
按照GB/T 13298-2015《金屬顯微組織檢驗方法》的規定,將上一步線切割得到的小樣制備成金相試樣。將拋光好的試樣用4%的硝酸酒精溶液進行浸蝕。脫碳深度按GB/T 224-2008《鋼的脫碳層深度測定法》進行測量:采用金相顯微鏡觀察脫碳組織,用HXS-1000A型顯微硬度儀從邊緣到中心測試樣品的顯微硬度,總脫碳層深度規定為從表面到硬度穩定值點的距離,試驗載荷為200g,相鄰兩點之間的距離為10μm。采用FEI公司Quanta200型掃描電鏡來觀察試樣截面形貌。
旋鍛工藝對彈簧鋼脫碳層的影響
加熱溫度對脫碳層深度的影響
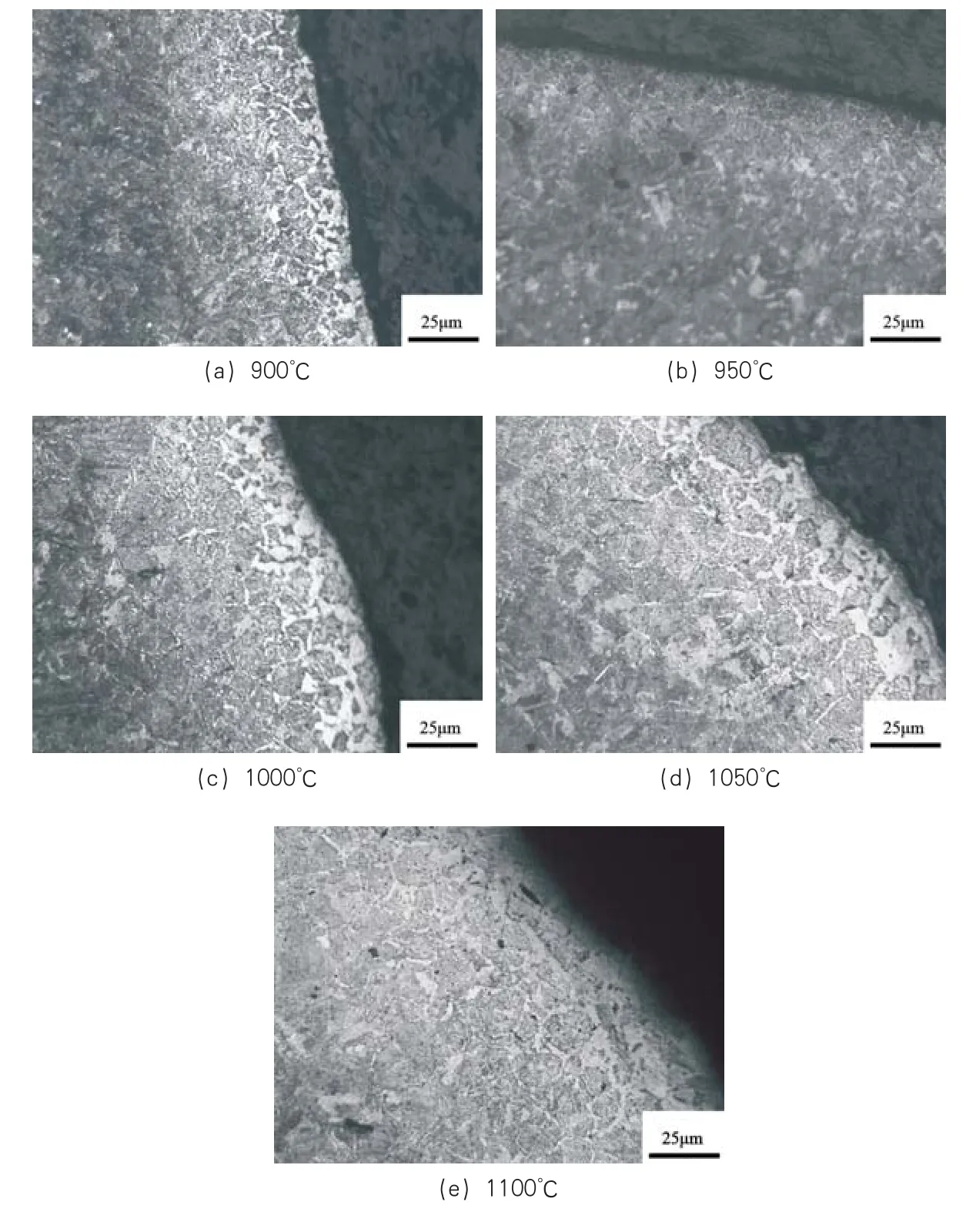
圖1 加熱溫度對脫碳層深度影響
圖1是彈簧鋼經箱式爐在不同溫度加熱保溫后的金相組織照片,出爐后將彈簧鋼空冷到室溫。圖片中試樣邊緣的白亮部分為全脫碳層,其組織是鐵素體,含碳量為0.048%。當試樣邊緣還能夠看到半脫碳層時,其形貌特征是鐵素體晶界發亮而晶粒內部仍然為黑色。
通過金相照片可以觀察到在900℃和950℃進行加熱時彈簧鋼表面沒有產生完全脫碳層,總脫碳層深度分別為38μm 和25μm,并且900℃時的脫碳比950℃時的脫碳更明顯。在950℃以上,隨著溫度的升高總脫碳層深度不斷增加,1000℃到1100℃總脫碳層深度分別為66μm、83μm、106μm,1050℃開始出現約3μm左右的全脫碳層,1100℃的全脫碳層厚度約5μm。為了更直觀的觀察不同加熱溫度產生的脫碳層深度,將金相法測得的結果以曲線的形式表示,如圖2所示。
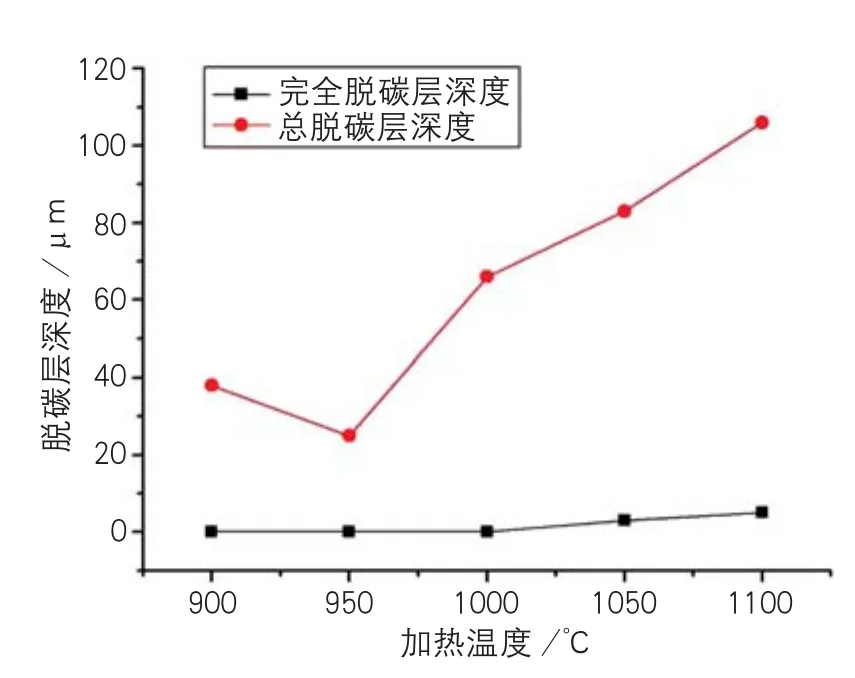
圖2 彈簧鋼在不同加熱溫度下的脫碳層深度
從邊緣向中間測量樣品的硬度也能夠反映出脫碳層的厚度,圖3是對樣品01、02、03、04、05進行維氏硬度測量得到的結果。從圖3可以看出,不同溫度下的脫碳層深度與金相法觀察到的結果基本一致,但硬度法得到的脫碳層深度值略小于金相法測得的脫碳層深度值,通過硬度法測量也不能顯示完全脫碳層的深度,其原因是壓頭不能完全處于試樣的邊緣。

圖3 不同加熱溫度下樣品的硬度隨距邊緣距離的變化
從氧化脫碳的基本原理可知,氧化主要包括氧向鋼中擴散形成氧化鐵皮和鋼中的鐵向外擴散與氧反應形成氧化鐵使氧化鐵皮不斷增厚,而脫碳過程則是碳由鋼件內部向表層擴散及在鋼表層與脫碳氣體反應,二者結合成含碳氣體使鋼的表層含碳量減少。脫碳只有在碳的擴散速度大于鐵的擴散速度時才能發生。而溫度比較低時,碳的活度大于鐵的活度,此時,彈簧鋼表面主要發生脫碳。當溫度達到950℃時,氧化速度比脫碳的速度大很多,這時脫碳現象就不明顯,彈簧鋼表面只是形成很厚的氧化鐵皮,而脫碳層較小。這就是950℃時的脫碳層深度小于900℃時的脫碳層深度的原因。
在較高溫度下,鋼的氧化和脫碳同時進行,即使在鋼的表面形成了一層氧化膜,由于高溫下氧化膜的組織結構比較疏松,碳還會與爐氣中的氣體反應,即脫碳還是不斷地進行。因此當溫度高于1000℃時,隨著溫度的升高,脫碳層深度逐漸增加。并且由于高溫時,彈簧鋼表面上碳的擴散速度很大,開始形成了完全脫碳層,并且隨著溫度的升高,完全脫碳層深度也增加。
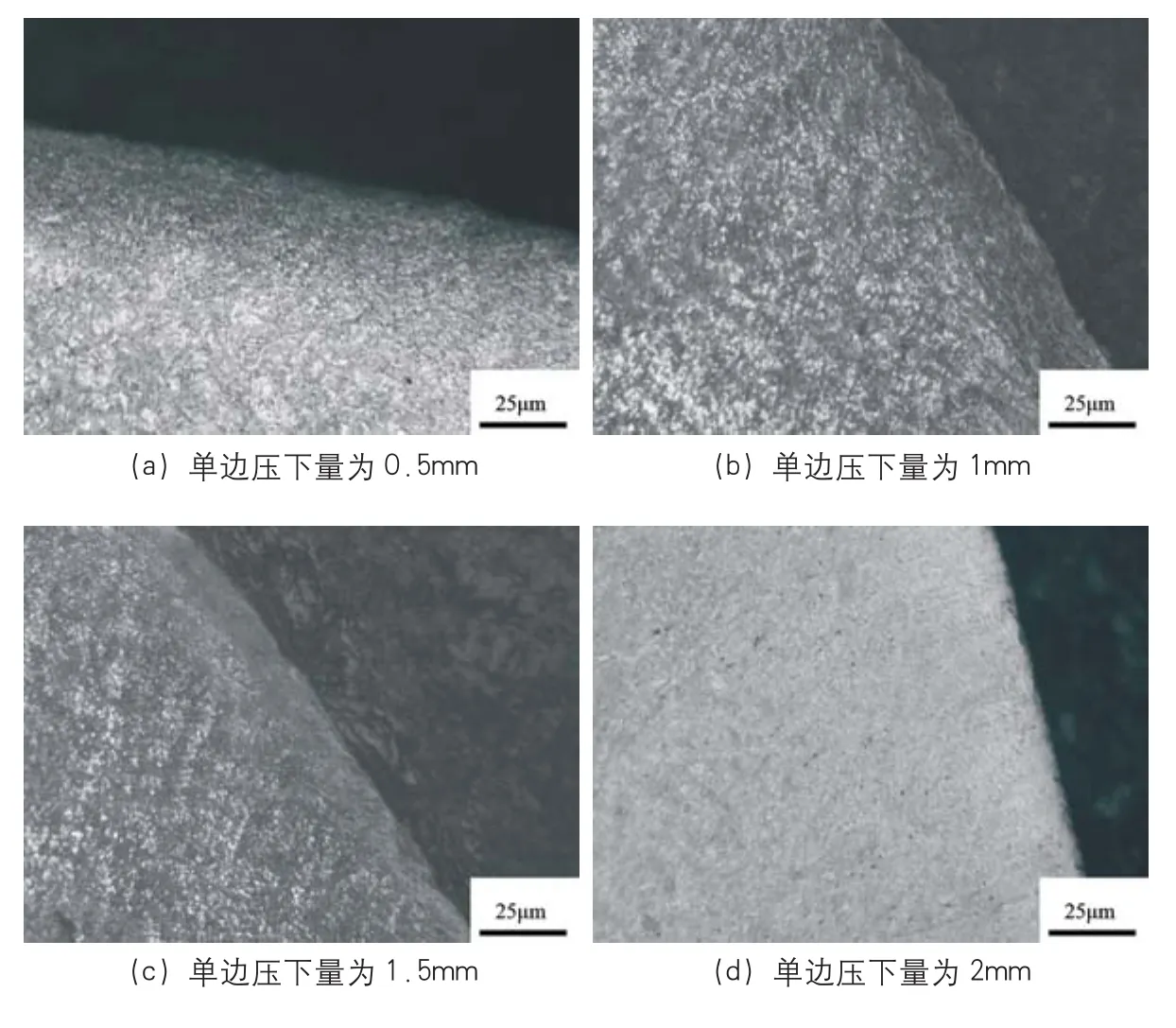
圖4 900℃旋鍛時不同壓下量的脫碳層深度

圖5 950℃旋鍛時不同壓下量下的脫碳層深度
變形量對脫碳層深度的影響
本節對彈簧鋼在不同加熱溫度和不同變形量條件下熱旋鍛后鋼材表面脫碳層的厚度進行了統計分析。
旋鍛溫度為900℃時,不同變形量下熱旋鍛彈簧鋼邊緣組織形貌如圖4所示。對比加熱后38μm的脫碳層深度,經過旋鍛后的彈簧鋼表層已經看不到脫碳層。這說明彈簧鋼在900℃進行旋鍛時,單邊壓下量只要不小于0.5mm就可以完全消除彈簧鋼表面脫碳層。
圖5是旋鍛溫度為950℃時,旋鍛彈簧鋼的金相組織照片。雖然彈簧鋼在950℃加熱過程中形成的脫碳層深度小于在900℃加熱時形成的脫碳層深度,但是經過相同的壓下量旋鍛后,其脫碳層深度反而要高于彈簧鋼在900℃旋鍛后的脫碳層深度。這是因為在進行旋鍛時,由于氧化鐵皮在鍛打中被剝落,彈簧鋼表面的脫碳層與空氣接觸繼續發生脫碳。在此條件下,旋鍛壓下量達到1.5mm時可以完全消除表面脫碳層。
圖6是彈簧鋼在1000℃進行旋鍛加工后,其表層的金相組織照片。彈簧鋼在1000℃旋鍛時,鍛后彈簧鋼仍存在表面脫碳層。從圖6可以看出,當單邊壓下量為1.5mm和2mm時脫碳層深度均為12μm,但是在壓下量為2mm時的旋鍛彈簧鋼組織更加細密。
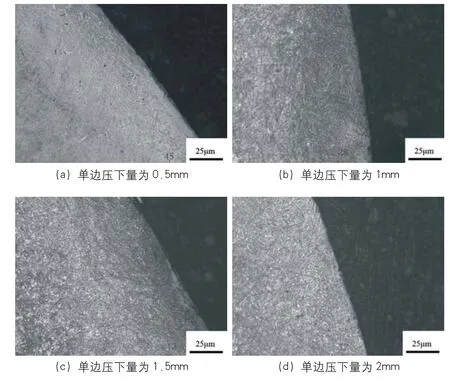
圖6 1000℃旋鍛時不同壓下量下的脫碳層深度

圖7 1050℃旋鍛時不同壓下量下的脫碳層深度
圖7是彈簧鋼在1050℃進行旋鍛加工后,其表層的金相組織照片。由于彈簧鋼在1050℃加熱時產生的脫碳比較嚴重,所以,即使旋鍛時壓下量為2mm也不能將脫碳層完全消除,此時脫碳層的減薄量為67μm,為加熱后樣品脫碳層深度的81.8%。
圖8是彈簧鋼在1100℃進行旋鍛加工后,其表層的金相組織照片。1100℃旋鍛時,壓下量對脫碳層深度的影響與1050℃時的狀況相同,旋鍛壓下量為2mm時,仍不能完全消除彈簧鋼表面的總脫碳層,但是相對于加熱后樣品的脫碳層厚度減小了78%。
由圖4~圖8可以看出,熱旋鍛對減小彈簧鋼表面脫碳層厚度具有非常明顯的效果,其原因主要有以下兩點:
第一,在旋鍛加工過程中,彈簧鋼棒材發生減徑,脫碳層也隨著減徑而減薄。若彈簧鋼在進行旋鍛前半徑為R1,旋鍛后半徑變為R2,脫碳層原始厚度為H,假設旋鍛前后脫碳層深度占彈簧鋼半徑的百分比不變,那么旋鍛后彈簧鋼理論脫碳層深度h=R2/R1×H。由于R2/R1一定小于1,所以旋鍛后彈簧鋼表面的脫碳層深度存在一個絕對減薄值。
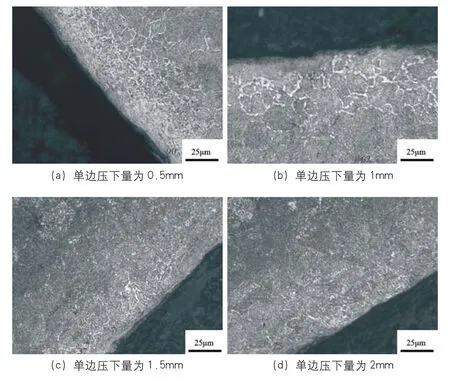
圖8 1100℃旋鍛時不同壓下量的脫碳層深度
第二,由于脫碳是彈簧鋼內部的碳在高溫下向外擴散造成的結果,所以控制碳的擴散距離就能夠抑制脫碳層的增加。加熱后彈簧鋼中碳元素的活性增加,在碳勢的驅動作用下,由材料內部的未脫碳區向表層的脫碳區擴散,而旋鍛模具錘頭與棒材表面接觸后能夠使表層脫碳區迅速冷卻,彈簧鋼脫碳層中碳的活度比彈簧鋼內部碳的活度低,因此表層脫碳受到抑制。
圖9是不同壓下量旋鍛時,旋鍛前后脫碳層厚度變形率隨溫度變化的對比曲線。圖10為不同溫度旋鍛時,脫碳層厚度變形率隨壓下量變化的對比曲線。由圖可見,在同一溫度下,壓下量越大脫碳層的變形率越大,脫碳層越薄;在同一變形量下,溫度越高時脫碳層的變形率越低,脫碳層越厚。
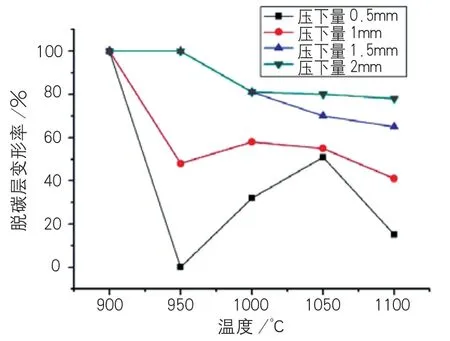
圖9 脫碳層厚度變形率隨溫度變化的對比曲線

圖10 脫碳層厚度變形率隨壓下量變化的對比曲線
結論
本文主要研究了彈簧鋼在加熱和旋鍛過程中的脫碳層深度的變化規律。對900℃、950℃、1000℃、1050℃、1100℃五個旋鍛溫度和0.5mm、1mm、1.5mm、2mm四個旋鍛壓下量對脫碳層深度的變化進行了試驗研究。并對試驗結果進行了統計分析。研究表明:
⑴隨著加熱溫度的升高,彈簧鋼表面脫碳層深度增加。彈簧鋼在900℃到950℃之間加熱,保溫40min后空冷到室溫,其表面只形成半脫碳層,并且脫碳層深度小于38μm。受到氧化過程的影響,950℃時形成的脫碳層深度小于900℃加熱時形成的脫碳層深度。1000℃是脫碳層形成的敏感溫度,該溫度下脫碳層深度增加到66μm。并且在此溫度開始形成完全脫碳層。1050℃和1100℃加熱時形成的脫碳層深度不斷加大。
⑵彈簧鋼經過熱旋鍛加工后,其表面脫碳層深度明顯降低。并且隨著壓下量的增大,脫碳層的減薄量增加。對于深度小于66μm的脫碳層,旋鍛壓下量達到1.5mm就可以將脫碳層完全消除。而深度大于80μm脫碳層,需要采用大于2mm壓下量的旋鍛加工才可以將其完全消除。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
