石油鉆采機械吊卡鎖舌體自由鍛鍛造技術(shù)研究
2016-07-18 12:04:06李偉陽孟瑞斌關(guān)朕朱保亮寶雞石油機械有限責(zé)任公司熱工分公司
鍛造與沖壓 2016年21期
文/李偉陽,孟瑞斌,關(guān)朕,朱保亮·寶雞石油機械有限責(zé)任公司熱工分公司
石油鉆采機械吊卡鎖舌體自由鍛鍛造技術(shù)研究
文/李偉陽,孟瑞斌,關(guān)朕,朱保亮·寶雞石油機械有限責(zé)任公司熱工分公司
吊卡鎖舌體的鍛件形狀如圖1所示,吊卡鎖舌體鍛造是一個新課題。它的形狀一端為方形,另一端為圓形(圓形軸線與整體中線垂直)并帶一個小橛子,中間為偏心呈不對稱方形。產(chǎn)品質(zhì)量要求高,鍛造難度大。以往的鎖舌體鍛造是整體鍛造為方塊,加工余量大,鍛造流線不完整,整體質(zhì)量不佳,質(zhì)量無法得到提升。
鑒于我們的設(shè)備是自由鍛設(shè)備,本文從自由鍛鍛造的范疇對石油鉆采用吊卡鎖舌體的鍛造成形展開研究,編制鍛造工藝鍛件圖、鍛造工序工步圖,選擇鍛造工藝參數(shù),包括下料規(guī)格、重量、鍛造溫度、設(shè)備、冷卻、鍛后處理等。設(shè)計必要的鍛造工裝工具,保證鍛造順利進行,以滿足鍛造工藝要求。
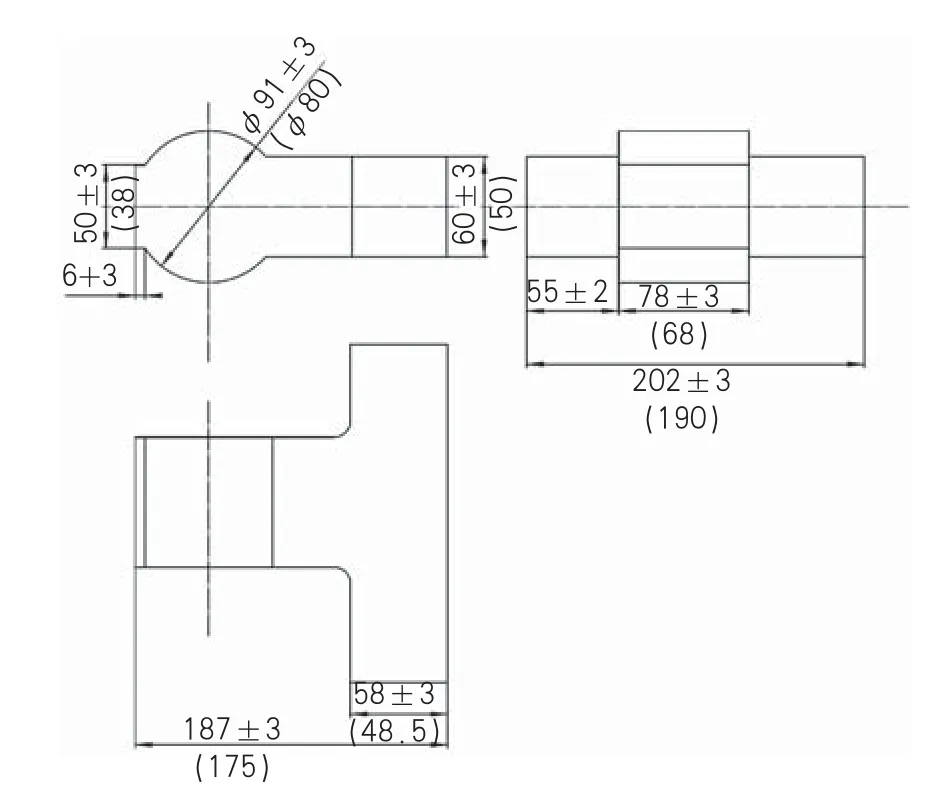
圖1 吊卡鎖舌體鍛件圖
鍛造工藝準備
⑴編制鍛件圖。根據(jù)零件形狀,鍛件接近零件形狀,加放余量和公差,頭部凸臺加大余量和公差,以確保各部分加工余量。
⑵計算鍛件重量、下料重量。根據(jù)鍛件圖計算鍛件重量,鍛件重量=鍛件密度×鍛件體積,此處還要考慮鍛件的圓角。
⑶下料規(guī)格的選取。在保證鍛出的情況下,根據(jù)法蘭盤尺寸、鍛造比要求并結(jié)合現(xiàn)有材料情況,下料規(guī)格選取為φ150mm,此時鍛造比為1.5。
⑷鍛造設(shè)備、加熱設(shè)備、鍛造溫度選取。選取750公斤鍛錘,加熱設(shè)備選取燃氣室式爐,始鍛溫度為1180℃,終鍛溫度為850℃。
⑸鍛造火次、鍛后冷卻選擇。選取鍛造火次為3火次,鍛后冷卻采用灰沙冷,覆蓋厚度大于80mm,如果原材料采用鋼錠,就必須進行鍛后控制冷卻,具體為去氫處理。
鍛造工藝過程
⑴下料。鋸床鋸切下料φ150mm×108mm,高溫入爐,加熱到1180℃保溫2小時,然后出爐進行鍛造,當(dāng)溫度低于終鍛溫度850℃時,必須停鍛,入爐重新加熱后出爐進行鍛造。
⑵坯料出爐,垂直置于下砧,輕鐓一下,使氧化皮脫落,沿軸線方向拔長鍛方,尺寸為153mm×60mm×202mm。
⑶用三角鐵分料壓痕,如圖2所示,保證臺階垂直無斜度。

圖2 三角鐵分料壓痕圖
⑷拍扁頭部,如圖3所示,保證厚度尺寸。
⑸尾部鍛造完成,如圖4所示,符合鍛件尺寸。
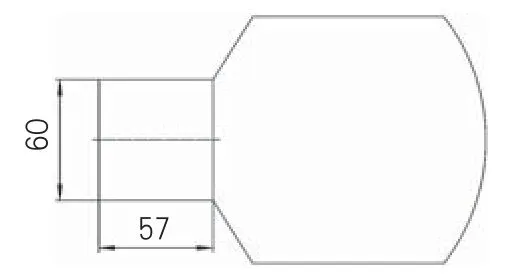
圖3 拍扁頭部圖
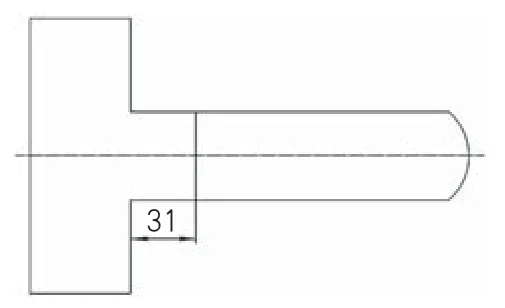
圖4 尾部鍛造圖
⑹夾持尾部一端,滾圓鍛造頭部,如圖5、圖6所示,沿逆時針方向逐漸轉(zhuǎn)動鍛件,每次轉(zhuǎn)動約15度,依次鍛出圓弧,鍛平圓弧上下平面,為保證鍛出頭部凸臺部分尺寸,滾圓時頂部鍛造多留5mm余量。
⑺鍛出頭部凸臺,如圖7所示,加熱頭部到鍛造溫度,尾部不需要加熱,以防止變形。
圖5 頭部滾圓
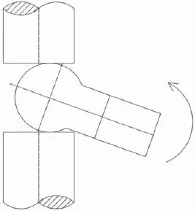
圖6 頭部滾圓操作圖
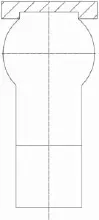
圖7 頭部凸臺鍛造圖
⑻修正,各部分尺寸的修正如圖1所示。
⑼冷卻出爐,冷卻時采用灰沙冷,覆蓋厚度大于80mm。
利用一些簡單的工具,采用獨特的工藝方法進行鍛造加工,所制備的吊卡鎖舌體,鍛件沿成品外形成形,能夠保持鍛件的完整流線,其力學(xué)性能指標優(yōu)于整體鍛造為方塊進行機械加工的零件,在提高質(zhì)量的前提下節(jié)省原材料,降低生產(chǎn)成本。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
