利用氫氣分離膜降低乙烯深冷系統制冷壓縮機的功耗
2016-07-14 09:46:31周天宇阮雪華陳博張元夫肖武賀高紅大連理工大學膜科學與技術研究開發中心遼寧大連116024
化工進展 2016年5期
周天宇,阮雪華,陳博,張元夫,肖武,賀高紅(大連理工大學膜科學與技術研究開發中心,遼寧 大連 116024)
?
應用技術
利用氫氣分離膜降低乙烯深冷系統制冷壓縮機的功耗
周天宇,阮雪華,陳博,張元夫,肖武,賀高紅
(大連理工大學膜科學與技術研究開發中心,遼寧 大連 116024)
摘要:針對傳統乙烯過程中深冷脫氫工藝冷凝溫度低、能耗大的問題,基于某800 kt/a乙烯的裂解氣脫氫裝置,提出了兩級膜與深冷耦合回收乙烯裂解氣中氫氣的流程,利用UniSim Design軟件對新流程進行了模擬分析,確定了兩級膜面積分別為28000m2和10110m2。由于第一級膜分離裝置回收了裂解氣中的部分氫氣,顯著地減少了深冷系統中制冷壓縮機的功耗和脫甲烷塔塔頂的乙烯損失,新流程深冷系統的制冷壓縮機功耗為39496 kW,比原流程減少了8996kW,乙烯損失率由1.29%降低到0.46%。第二級膜分離裝置實現了氫氣回收的高純度(99 %)和高回收率(98.52%),獲得的氫氣產品可以直接并入氫網或用于對氫氣濃度要求較高的加氫裂化裝置中。
關鍵詞:氫氣分離膜;乙烯裂解氣;計算機模擬;節能;優化設計
第一作者:周天宇(1991—),男,碩士研究生,主要研究氣體膜分離。
聯系人:賀高紅,教授,博士生導師,主要研究膜科學與技術、生物醫學工程。E-mail hgaohong@dlut.edu.cn。
乙烯產能標志著一個國家石油化工發展的整體水平[1]。2014年,中國乙烯產能達到2056萬噸/年,世界上僅次于美國,位列第二位[2],但是乙烯生產過程中一直存在效率較低、能耗過大等問題。因此,乙烯工業仍有較大的改進空間,可以通過改進生產技術等手段提高效率、降低能耗,其中之一就是深冷脫氫工藝的改進[3-4]。
圖1是深冷脫氫和脫甲烷塔的工藝流程,乙烯裂解氣從裂解爐出來經過預處理后進入深冷系統,深冷分離工藝由丙烯制冷系統提供-40℃以上各溫度級的冷量,乙烯制冷系統提供-102~-40℃各溫度級的冷量[5]。由于深冷分離工藝所需冷凝溫度低,冷劑品位高,整個工藝流程的能量消耗大,脫甲烷塔進料預冷和脫甲烷塔操作的冷凍功率消耗約占深冷分離系統全部冷凍功率消耗的50%[6]。裂解氣中不凝氣的分壓高,是導致預冷能耗高的一個重要因素,而其中氫氣占了不凝氣的大部分。因此,乙烯工業需要一種耗能低、操作方便、分離效率高的從乙烯裂解氣中分離氫氣的方法。
近年來,氫氣的分離和純化技術獲得了迅速的發展,主要分為變壓吸附法[7]、深冷分離法[8]和膜分離法[9]。其中變壓吸附法工藝成熟,能夠生產出高純度水平的氫氣,氫氣純度可達99.99%,但存在氫氣回收率低的問題。深冷分離可對大量氫氣和含氫尾氣進行凈化,生產的氫氣純度較低,約為90%,且存在投資高、能耗高的問題[10]。膜分離法作為新的分離、凈化和濃縮技術,具有處理量大、操作簡單、投資低、能耗低、環境友好等諸多優點[11-13],已經在石化行業廣泛應用,并且占有非常重要的地位,為石化領域在節能、環保方面做出了巨大貢獻[14-15]。利用氫氣分離膜分離乙烯裂解氣中的氫氣,可以顯著地減少制冷負荷,降低制冷壓縮機的能耗[16],對節約資源、提高能源的利用效率、發展循環經濟具有十分重要的意義。
因此,本文提出兩級膜與深冷耦合回收乙烯裂解氣中氫氣的流程,乙烯裂解氣進入第一級氫氣分離膜回收部分氫氣后進入深冷系統,由于進入深冷系統的裂解氣中不凝氣分壓降低,深冷系統處理的裂解氣流量減少,因此可以降低制冷壓縮機的功耗。從深冷系統出來的粗氫進入第二級氫氣分離膜,即可獲得高純度,高回收率的氫氣產品。
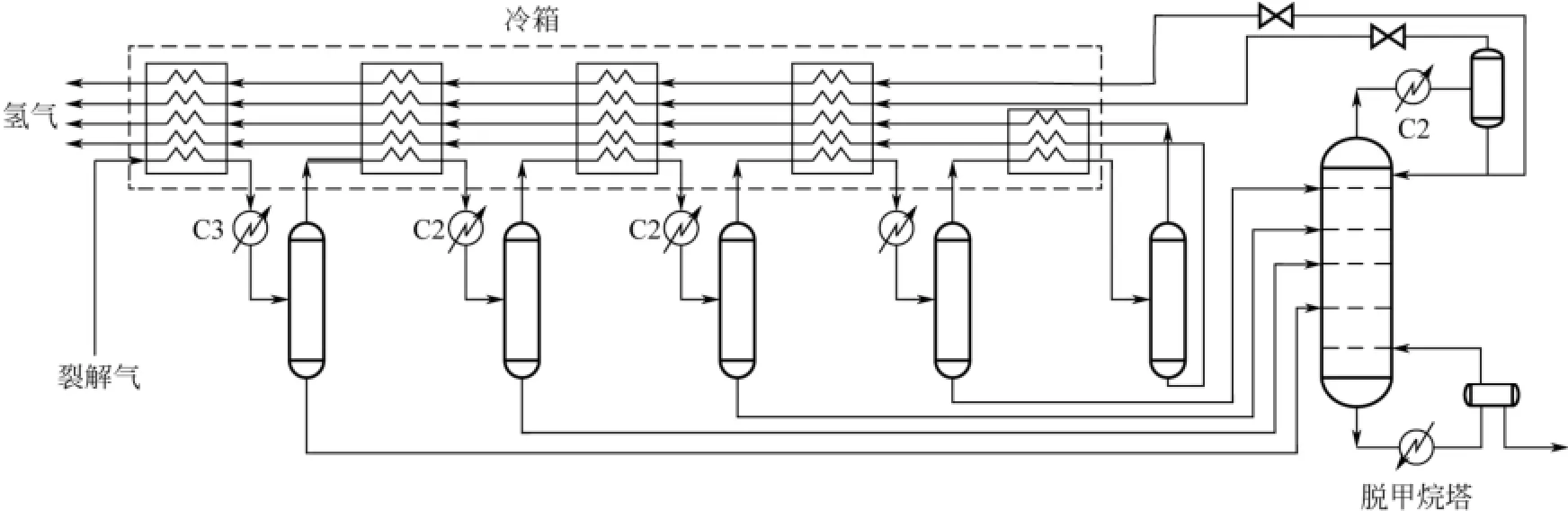
圖1 深冷脫氫和脫甲烷塔工藝流程示意圖
1 膜與深冷耦合分離乙烯裂解氣中氫氣流程的設計基礎
1.1 氫氣分離膜的選擇和參數
目前分離氫氣的聚合物膜主要有聚酰亞胺和聚砜類高分子中空纖維膜。聚酰亞胺膜在選擇性及滲透量上都比聚砜膜優越,膜分離回收氫氣優先選擇聚酰亞胺膜[17]。為保證較高的氫氣回收率和較低的分離消耗,本文選用聚酰亞胺中空纖維膜分離乙烯裂解氣中的氫氣,其具體性質見表1。
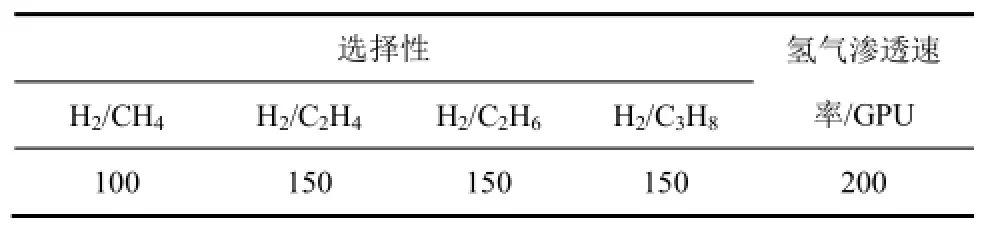
表1 氣體分子在聚酰亞胺氫氣分離膜中的選擇性和滲透速率
1.2 氫氣分離膜的數值計算方法
如圖2所示,中空纖維膜分離器可以視為由n級膜微單元組成的多段串聯模型[18]。多段串聯模型能很好地描述由于傳質作用在中空纖維膜組件滲透側和滲余側引起的氣體組成和通量的變化情況[19],該膜組件采用外壓式,即高壓進料氣在中空纖維的外側流過。
1.3 過程優化的基礎數據
在乙烯工業中,不同乙烯原料對應的裂解氣中氫氣含量不同,以石腦油為原料的乙烯裂解氣中氫氣體積分數為15%左右,以乙烷為原料的乙烯裂解氣中氫氣體積分數可達到30%以上,后者用氫氣分離膜分離氫氣時膜兩側推動力較大,在相同膜面積下回收氫氣效果顯著,經濟效益較前者更為突出。因此,本文針對某800kt/a以乙烷為裂解原料的乙烯裝置進行分析,該廠副產粗氫濃度為95.51%,回收率為98.46%。乙烯裂解裝置副產的氫氣除了一部分用于碳三加氫、汽油加氫、全密度反應器等系統,其余全部送到煉油廠[20]。氫氣純度不同對加氫裝置能耗有較大影響,在其他條件不變的情況下,采用高純度新氫對加氫裝置的能耗和投資都是有利的[21]。因此,本文對回收氫氣的設計要求為氫氣產品濃度達到99%以上。
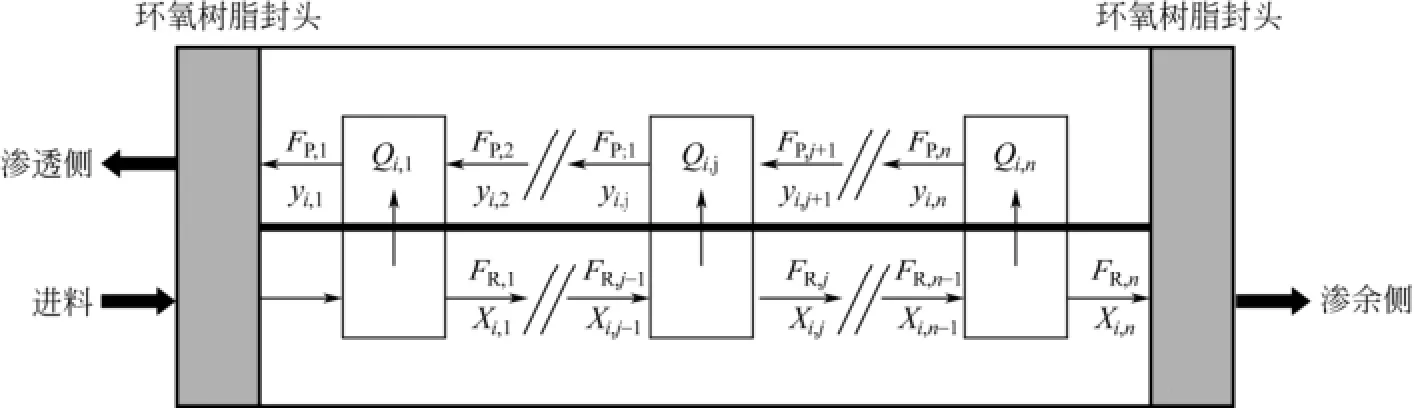
圖2 采用逆流形式的中空纖維膜多段串聯模型示意圖

圖3 氫氣分離膜與深冷耦合的示意圖
乙烯裂解氣的組成如表2所示,乙烯裂解氣從裂解爐出來經過預處理后溫度和壓力分別為 15℃和 3610kPa。在膜分離過程中,進料壓力和滲透側壓力之比一般取5~15之間[22],在本文中跨膜壓力比取為10。
膜與深冷耦合分離乙烯裂解氣中氫氣流程的主要設備為壓縮機和氫氣分離膜。壓縮機價格按照5000元/kW電機功率估算,折舊周期為15年。聚酰亞胺氫氣分離膜的經濟性參數由廠商提供,價格為1400元/m2,折舊周期為5年。根據國內石化企業的公用工程價格,分離過程中消耗的電價格為0.68元/(kW·h),循環水價格為0.22元/t。
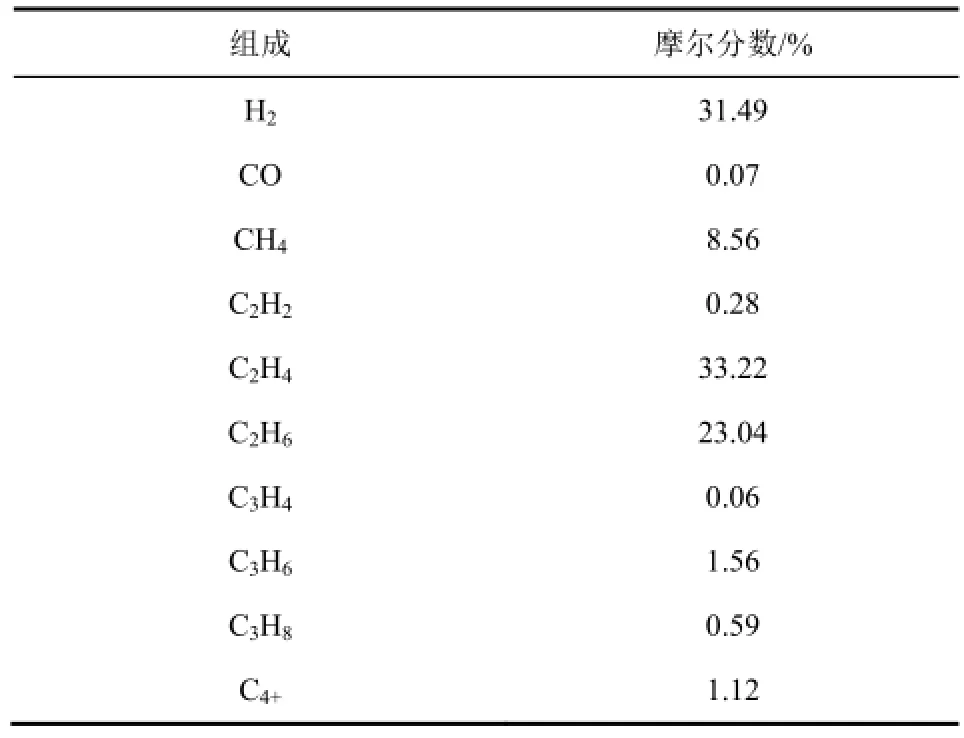
表2 乙烯裂解氣的組成
2 膜與深冷耦合分離乙烯裂解氣中氫氣流程的設計優化
2.1 膜與深冷耦合流程
圖3是本文設計的膜與深冷耦合分離乙烯裂解氣中氫氣的示意圖。流程中,乙烯裂解氣經過膜前預熱器后進入第一級膜分離器(M-1)回收部分H2后,滲余側氣體進入深冷系統,滲透側氣體經壓縮機(K-1)進一步壓縮后,與深冷系統出來的粗氫混合后進入第二級膜分離器(M-2),其滲余側與乙烯裂解氣混合后作為第一級膜分離器的進料,在第二級膜分離器的滲透側即可獲得較高純度的 H2產品。
2.2 膜與深冷耦合流程參數的優化
在深冷脫氫和脫甲烷塔工藝中,甲烷/氫的比值直接影響脫甲烷塔的乙烯收率。甲烷/氫比值越大,塔頂尾氣中乙烯損失越小,乙烯的收率越高。相反,裂解氣中氫氣含量越多,甲烷/氫的比值越小,就必然損失更多的乙烯和乙烷,以滿足塔頂露點的要求,因此導致乙烯收率降低[23]。本文乙烯裂解氣中甲烷/氫的比值為0.27,原流程脫甲烷塔塔頂乙烯損失率較高,為1.29%。通過第一級氫氣分離膜回收裂解氣中的部分氫氣后再進入深冷系統,不僅可以減少制冷壓縮機處理的裂解氣量,并且可以使得裂解氣中甲烷/氫的比值增大。如圖4所示,隨著第一級膜面積A1的增大,進入深冷系統H2的濃度降低,甲烷/氫的比值增大。在氫氣分離膜與深冷耦合分離氫氣系統中,通過調節第一級膜面積A1控制進入深冷系統H2的濃度和甲烷/氫的比值;通過調節第二級膜的面積A2使得H2產品的濃度達到99%。
圖5為丙烯制冷壓縮機和乙烯制冷壓縮機的功耗隨著進入深冷系統中H2濃度的變化情況,由于第一級氫氣分離膜裝置回收了部分H2,導致裂解氣中不凝氣的分壓降低,深冷系統處理的裂解氣流量減少,因而使得制冷壓縮機的功耗降低。其中丙烯制冷壓縮機功耗降低的趨勢比乙烯制冷壓縮機功耗降低的趨勢略緩,這主要是因為隨著第一級氫氣分離膜的增大,盡管進入深冷系統的裂解氣流量減少,但由于裂解氣中的不凝氣分壓下降,裂解氣的露點升高,液氣比增大,如圖6所示,而裂解氣的液化要吸收大量的冷量,因此丙烯壓縮機功耗降低的趨勢略緩。
在此基礎上,進行了氫氣分離膜與深冷耦合分離乙烯裂解氣流程的經濟效益分析,圖7為進入深冷系統 H2濃度對制冷壓縮機年操作費用和年新增膜分離設備投資費用(新增設備投資費用與折舊系數的乘積)的影響。隨著進入深冷系統H2濃度的降低,制冷壓縮機功耗降低,進而壓縮機年操作費用降低,同時,第一級膜面積增加,使得年新增設備投資費用增大。
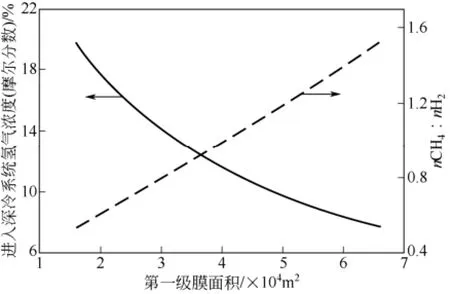
圖4 第一級膜面積A1對進入深冷系統H2濃度以及nCH4∶nH2的影響
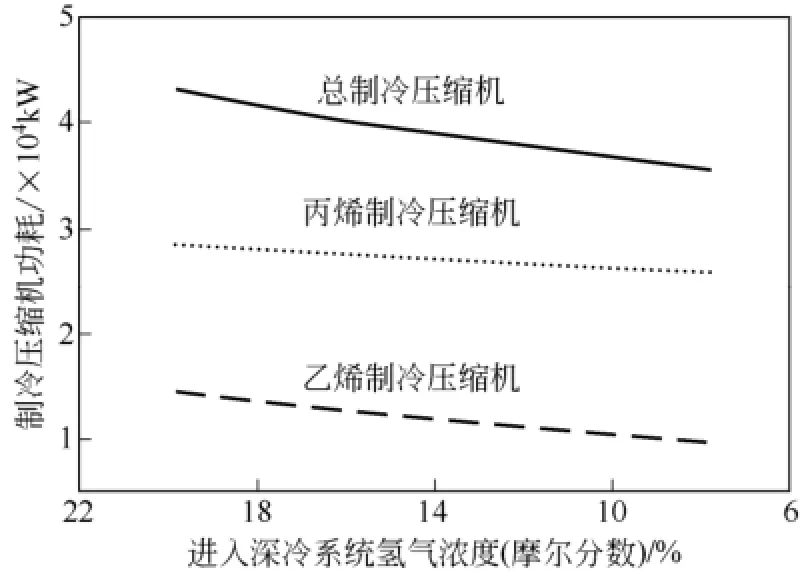
圖5 進入深冷系統H2濃度對制冷壓縮機功耗的影響
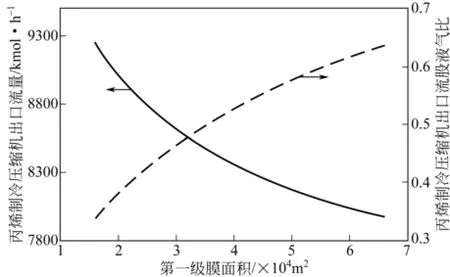
圖6 第一級膜面積對丙烯制冷壓縮機出口流股流量和液化率的影響
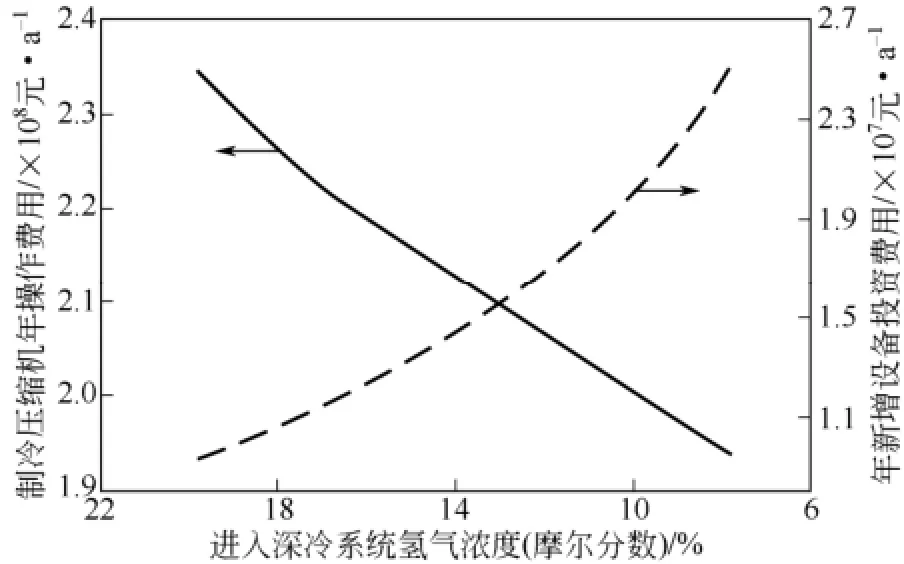
圖7 進入深冷系統H2濃度對壓縮機年操作費用和年新增設備投資費用的影響
圖8為進入深冷系統H2濃度對年總運行費用(年操作費用和年新增設備投資費用之和)的影響,隨著進入深冷系統H2濃度的降低,年總運行費用呈現先減小后增大的趨勢。這主要是因為,當進入深冷系統的H2濃度從18%降到14.75%時,制冷壓縮機年操作費用下降趨勢顯著,年新增設備投資費用上升趨勢緩慢,因此年總運行費用減少;當進入深冷系統的H2濃度從14.75%降到8%時,膜兩側推動力減小,需要大幅度地增加膜面積才能透過更多的氫氣,此時年新增設備投資費用上升趨勢顯著,因此年總運行費用增加。從圖8可以看出,當進入深冷系統的H2濃度為14.75%時,年總運行費用最小,結合圖 4,此時對應的第一級膜裝置的膜面積為28000 m2,第二級膜裝置的膜面積為10110m2。
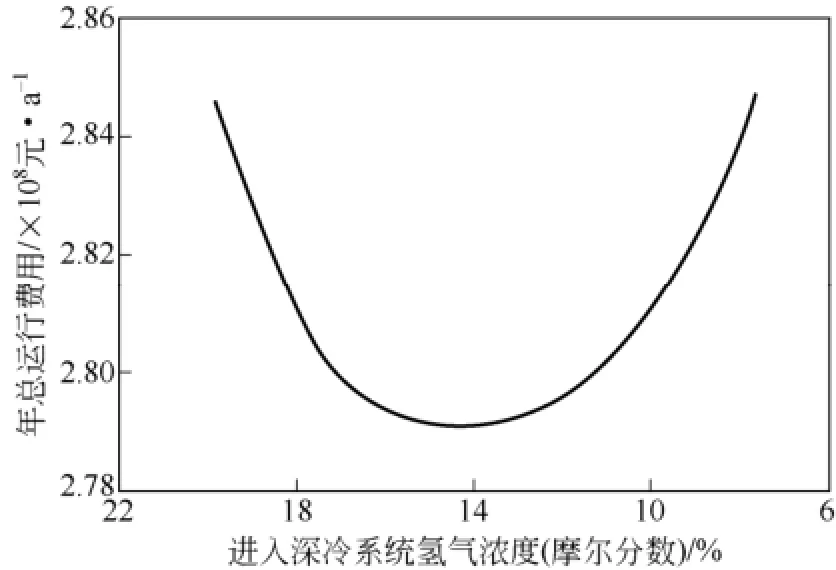
圖8 進入深冷系統H2濃度對年總運行費用的影響
在一級膜的面積為28000m2、二級膜的面積為10110m2的條件下,通過模擬計算,膜與深冷耦合分離乙烯裂解氣中氫氣流程的丙烯壓縮機功耗為27263kW,乙烯壓縮機功耗為12233kW,制冷壓縮機總功耗為 39496kW,比原深冷分離工藝可節約8996kW 的制冷壓縮機功耗。氫氣產品回收率為98.52%,濃度為99%。
考慮到在實際生產中乙烯裂解氣組成經常發生變化,該流程需要通過增開或關閉膜組件改變膜面積以適應裂解氣組成的波動。例如,當裂解氣中氫氣體積分數為 35%時,需調節一級膜面積為30900m2,二級膜的面積為11000m2;當裂解氣中氫氣體積分數為 27%時,需調節一級膜面積為23500m2,二級膜的面積為8600m2。其調節幅度均在設計裕量之內,因此,當裂解氣中氫氣體積分數波動小于15%時,該流程同樣適用。
3 結 論
本文針對某800kt/a乙烯的裂解氣脫氫裝置,建立了兩級氫氣分離膜與深冷耦合分離乙烯裂解氣中氫氣的工藝流程,并對流程進行了參數優化,減少了制冷壓縮機的功耗,提高了氫氣產品的濃度和回收率。
當一級膜的面積為28000m2、二級膜的面積為10110m2時,該流程總運行費用最小,此時流程制冷壓縮機總功耗為 39496kW,比原工藝節約8996kW 的制冷壓縮機功耗,總運行費用比原工藝減少920萬元/年。氫氣產品回收率由98.46%提高到98.52%,濃度由95.51%提高到99 %,脫甲烷塔塔頂的乙烯損失率由1.29%降低到 0.46%,獲得的氫氣產品可以并入氫網或用于對氫氣濃度要求較高的加氫裂化當中,為實際生產提供了一定的指導意義。
參 考 文 獻
[1] 王子宗. 乙烯裝置分離技術及國產化研究開發進展[J]. 化工進展,2014,33(3):523-537.
[2] 徐海豐,朱和. 2014年世界乙烯行業發展現狀與趨勢[J]. 國際石油經濟,2015(4):46-50,88,110-111.
[3] 劉方濤. 我國乙烯工業現狀及發展前景[J]. 化學工業,2010,28 (1):1-4.
[4] 虞琛平,顧祥柏,耿志強. 基于 EPI的乙烯行業效率分析[J]. 化工學報,2012,63(9):2931-2935.
[5] 王松漢. 乙烯裝置技術與運行[M]. 北京:中國石化出版社,2009 : 543-548.
[6] 王松漢. 乙烯裝置技術與運行[M]. 北京:中國石化出版社,2009: 603.
[7] YANG S I,CHOI D Y,JANG S C,et al. Hydrogen separation by multi-bed pressure swing adsorption of synthesis gas[J]. Adsorption,2008,14(4/5):583-590.
[8] HINCHLIFFE A,PORTER K. A comparison of membrane separation and distillation[J]. Chemical Engineering Research and Design,2000,78(2):255-268.
[9] CHUNG T S,SHAO L,TIN P S. Surface modification of polyimide membranes by diamines for H2and CO2separation[J]. Macromolecular Rapid Communications,2006,27(13):998-1003.
[10] 葛靜,張沛龍,楊大穩,等. 氫氣凈化方法分析比較[J]. 氣體分離,2012(1):29-32.
[11] SCOTT K. Handbook of industrial membranes[M]. Amsterdam: Elsevier,1995.
[12] PERRY J D,NAGAI K,KOROS W J. Polymer membranes for hydrogen separations[J]. MRS Bulletin,2006,31(10):745-749.
[13] HENLEY E J,SEADER J D,ROPER D K. Separation process principles[M]. New York:Wiley,2011.
[14] SEO Y,KIM S,HONG S U. Highly selective polymeric membranes for gas separation[J]. Polymer,2006,47(13): 4501-4504.
[15] 孟兆偉,張鋒鏑,任少科,等. 氣體分離膜的發展歷程[J]. 低溫與特氣,2014,,32(5):1-4,9.
[16] BERNARDO P,CRISCUOLI A,CLARIZIA G,et al. Applications of membrane unit operations in ethylene process[J]. Clean Technologies And Environmental policy,2004,6(2): 78-95.
[17] 李可彬,李玉鳳,李可根,等. 膜分離技術在H2回收中的應用[J].四川理工學院學報(自然科學版),2012(5):11-14.
[18] COKER D, FREEMAN B, FLEMING G. Modeling multicomponent gas separation using hollow-fiber membrane contactors[J]. AIChE Journal,1998,44(6):1289-1302.
[19] KATOH T,TOKUMURA M,YOSHIKAWA H,et al. Dynamic simulation of multicomponent gas separation by hollow-fiber membrane module:nonideal mixing flows in permeate and residue sides using the tanks-in-series model[J]. Separation and Purification Technology,2011,76(3):362-372.
[20] 劉輝. 氫氣回收和凈化系統的優化[J]. 乙烯工業,2009,21(4): 21-25,19.
[21] 張帆. 常規加氫精制裝置采用不同純度氫氣的方案對比[J]. 煉油技術與工程,2010(8):8-10.
[22] BAKER R W. Membrane technology and applications[M]. Second Edition. New York:Wiley,2004:1-14.
[23] 任立新,花建忠. 脫甲烷塔系統改擴建前后的運行狀況分析[J].乙烯工業,2004,16(2):38-42,76.
Reducing refrigeration compressor power in chilling process of ethylene plant by using hydrogen separation membrane
ZHOU Tianyu,RUAN Xuehua,CHEN Bo,ZHANG Yuanfu,XIAO Wu,HE Gaohong
(Membrane Science and Technology R&D Center,Dalian University of Technology,Dalian 116024,Liaoning,China)
Abstract:The chilling process of traditional ethylene process has several disadvantages,including low condensation temperature,which requires significant amount of energy. To recover hydrogen from an ethylene plant of 800 kt/a,a hybrid process combining two-stage hydrogen separation membrane and cryogenics was proposed. Based on simulation and optimization with the UniSim Design software,the optimal conditions of this membrane system were identified,i.e,membrane areas in two stages were 28000m2and 10110m2,respectively. In conclusion,refrigeration compressor power and ethylene loss were significantly decreased because part of hydrogen was recovered by the first-stage membrane system. The compressor power in the chilling process was 39496kW,8996kW lower than that in the traditional process. The ethylene loss of demethanizer overhead decreased from 1.29% to 0.46%. H2product with high concentration (99%) and high recovery (98.52%) was achieved through the second-stage membrane system,which could merge into hydrogen network directly or be used for hydrocracking with higher demand for hydrogen concentration.
Key words:hydrogen separation membrane;ethylene cracked gas;computer simulation;energy conservation;optimal design
中圖分類號:TQ 083.4
文獻標志碼:A
文章編號:1000-6613(2015)06-1555-06
DOI:10.16085/j.issn.1000-6613.2016.05.044
收稿日期:2015-09-01;修改稿日期:2015-09-14。
基金項目:國家自然科學基金(21206014,21125628)及中央高校基本科研業務費專項資金項目(DUT14LAB14)。
猜你喜歡
中國科技博覽(2016年22期)2016-11-01 13:48:02
中國科技博覽(2016年19期)2016-10-19 13:10:22
中國科技博覽(2016年19期)2016-10-19 12:51:06
中國科技博覽(2016年19期)2016-10-19 12:24:15
中國科技博覽(2016年18期)2016-10-19 11:23:00
中國科技博覽(2016年18期)2016-10-19 08:57:06
中國科技博覽(2016年18期)2016-10-19 07:47:05
科技視界(2016年22期)2016-10-18 15:25:08
科技視界(2016年21期)2016-10-17 17:27:09
科學與財富(2016年28期)2016-10-14 20:02:56
