磨損失效的聯軸器反求制造技術
2016-07-09 06:31:05林新貴詹欣榮
制造業自動化 2016年5期
林新貴,詹欣榮
(廣州番禺職業技術學院 機電工程學院,廣州 511483)
?
磨損失效的聯軸器反求制造技術
林新貴,詹欣榮
(廣州番禺職業技術學院機電工程學院,廣州 511483)
摘 要:某公司的滾筒機出現非常大的噪音,且運行速度減速明顯,經檢查發現是其聯軸器磨損嚴重失效導致的。應用三坐標測量機進行數據采集,通過反求技術進行模型重構,在對其進行工藝分析的基礎上,利用多種設備完成了零件的加工,成功地替代了原工件,解決了故障。
關鍵詞:聯軸器;反求技術;加工工藝
0 引言
某造紙業公司卷紙車間一條生產線在生產過程中上出現了非常大的噪音,卷紙的速度明顯下降,經檢查,發現滾筒機上有一套梅花聯軸器出現了嚴重的磨損,必須更換該零部件。但其為進口的精鑄件,若進口原零配件,需要耗時一個多月且價格不菲;為了盡快恢復生產,最直接有效的方案就是應用反求技術制造整套聯軸器。
1 利用反求技術,實現各零件結構的重構和設計
對滾筒機的聯軸器進行拆卸,可拆成聯接軸、半聯軸器A和B共三部分,其裝配圖和零件圖如圖1所示。

圖1 聯軸器裝配圖

圖2 聯接軸零件

圖3 半聯軸器A和B
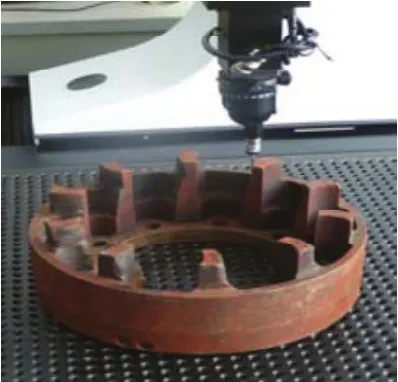
圖4 半聯軸器B的測量
經觀察原聯軸器各零件,尺寸較大,結構比較復雜,但輪廓較為簡單、無復雜的三維形狀。故考慮采用三坐標測量機對實物進行測量(零件測量過程如圖4所示);將采集到的數據樣點轉換到CAD軟件中,通過三維軟件重構實物的CAD模型(如圖5~圖7所示),并進行改進設計,使其符合使用要求;最后繪制各零件的工程圖(如圖8~圖11所示),為零件加工做準備。通過三坐標測量機對聯軸器各個零件進行測量,梅花聯軸器零件圖包括以下4個主要簡圖:圖5為梅花聯軸器裝配結構及零件簡圖;圖6為半聯軸器A零件簡圖;圖7為半聯軸器B零件簡圖;圖8為聯接軸零件簡圖。
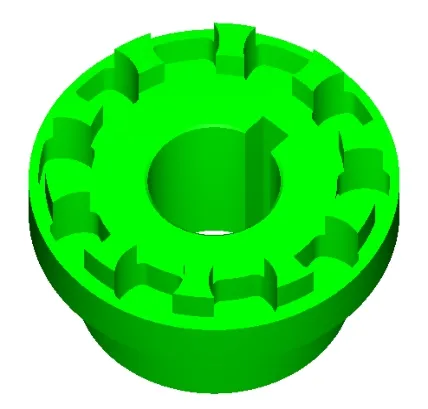
圖5 半聯軸器A

圖6 半聯軸器B

圖7 聯接軸

圖8 聯軸器裝配簡圖
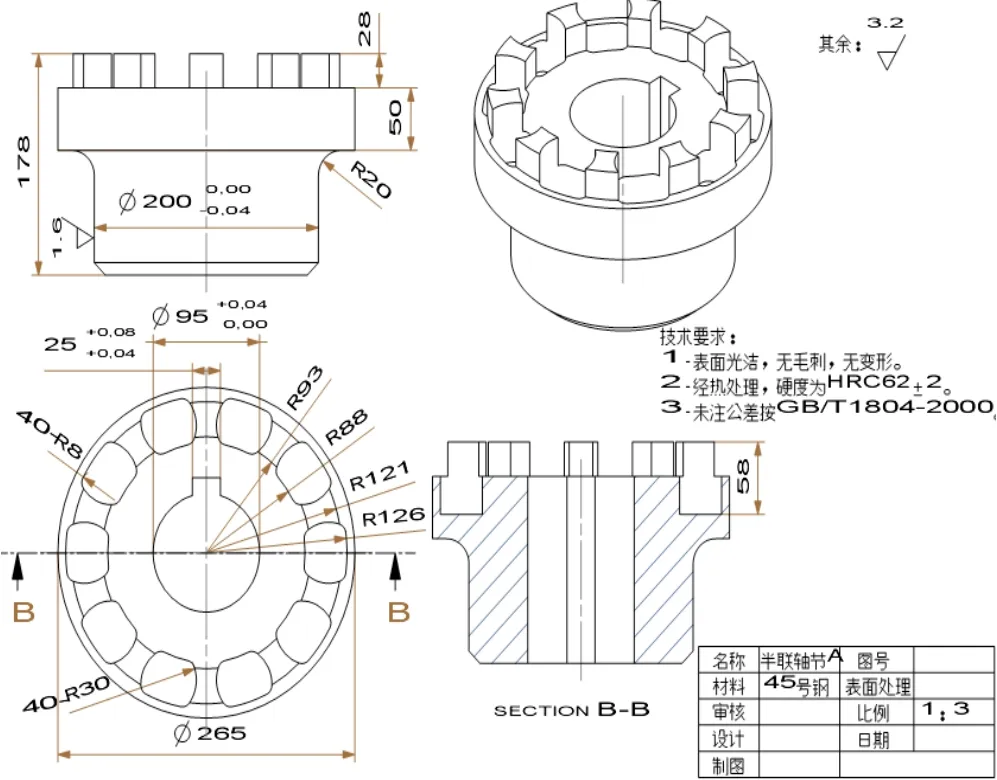
圖9 半聯軸器A零件簡圖

圖10 半聯軸器B零件簡圖

圖11 聯接軸零件簡圖
2 聯軸器各部分加工工藝分析
2.1結構特點與技術要求分析
對于聯軸器加工,因為是單件生產,可采用機械加工和數控加工的方式完成;由于聯軸器的使用環境要求其動平衡不得大于負載的5%;其他的技術要求按圖紙加工即可。
2.2毛坯的選擇
根據工程圖紙和工藝特點,選擇零件材料為45號圓型鋼材。毛坯尺寸分別為:半聯軸器A為φ265×80 (mm)、連接軸為φ270×180(mm)、半聯軸器B為φ270×120(mm)。
2.3裝夾方式和定位基準
由于毛坯是圓棒鋼料,采用三爪卡盤裝夾;粗加工階段:因毛坯本身圓度偏差較大,采用先車平一端面并鉆中心孔,再粗車一段外圓,然后調頭裝夾,再車削另一端面并鉆中心孔,然后以車后的外圓和中心孔定位粗車全部外圓;半精加工階段:以粗車外圓和中心孔定位加工孔,然后以孔為定位基準精車外圓,再以精車外圓定位擴孔;在銑削加工階段,將車削后端面作為基準即可。
2.4工藝路線的制定
根據零件的幾何形狀、尺寸精度及位置精度要求,各零件的工藝路線方案如下:
2.4.1半聯軸器A的加工工藝方案
1)使用普通車床的工藝路線:車削端面→鉆孔→擴孔→粗車外圓φ265→粗車內孔φ95→精車內孔φ95→精車外圓φ265→調頭車端面→保證總長178→粗車外圓→精車外圓。
2)使用數控銑床的工藝路線:粗加工齒→粗加工槽→精加工齒→精加工槽→鉆孔→加工鍵槽。
2.4.2半聯軸器B的加工工藝方案
1)使用普通車床的工藝路線:車削端面→鉆孔→擴孔→粗車外圓φ265→粗車內孔φ165→精車內孔φ165→精車外圓→調頭車端面保證總長104。
2)使用數控銑床的工藝路線:粗加工齒→預鉆下刀孔→粗加工槽→精加工齒→精加工槽→加工鍵槽。
2.4.3連接軸的加工工藝方案
1)使用普通車床的工藝路線:車削端面→鉆孔→擴孔→粗車外圓φ160→粗車內孔φ80→精車內孔φ80→精車外圓→調頭車端面保證總長123。
2)使用數控銑床的工藝路線:粗加工凸耳→精加工凸耳→鉆中心孔→鉆孔→攻牙→加工鍵槽。
2.5聯軸器的加工過程及工藝難題解決
按照上述加工工藝進行聯軸器各部分的加工,部分加工過程如圖12~圖14所示。

圖12 加工過程1
圖13 加工過程2

圖14 加工過程3
加工中的工藝難題及解決辦法:
1)在車削加工時,由于受機床結構的影響,在車削到一定長度時,工件會觸碰到機床的拖板。解決辦法是自制一把剛性足夠的車刀桿,將硬質合金刀粒焊接至刀桿;由于車削過程更換了車刀,為了處理好接刀問題,在前一把車刀粗車時必須預留有足夠的精車余量。
2)在車削內孔時,由于孔深比較大,加工過程冷切困難,斷屑和排屑問題嚴重,易發生鉆頭折斷。解決辦法是車削到一定深度時停止主軸,通過人工方法用工具將鐵屑排出并對零件和車刀進行冷卻。
3)對半聯軸器A和B的齒進行外形加工時,隨著加工深度的增加,彈刀現象就越來越嚴重。解決辦法是采用MasterCAM軟件編程時,在齒之間繪制加工輔助線。開放槽采用在XY方向增加走刀次數解決加工余量;封閉槽采用挖槽方式加工,注意不能垂直下刀,采用螺旋或斜線下刀。
4)半聯軸器B需要一次裝夾加工完成,壓板與刀具之間容易發生干涉問題,解決的辦法是先壓孔底部,加工完齒后,再壓外部,然后松開孔底壓板,這樣就避免了刀具在加工過程中與壓板的干涉問題。
5)半聯軸器A和聯接軸中的型腔加工部位比較深,排鐵屑困難,刀具易產生彈性變形,針對這個問題采用的解決方案是進行分段加工,將刀具夾持的長度依次加長,切削用量依次減小進行編程和加工。
3 裝配
工件加工完成后進行裝配,首先將聯接軸裝至半聯軸器B上作為變速箱的輸入軸軸端,然后插入橡膠連接件,再將半聯軸器A裝到電機軸上,對好位置后,移動電機,使半聯軸器A緊緊箍住橡膠連接件,裝配即完成。然后進行動平衡檢測,符合要求后,在生產線上安裝并試運行。
4 結束語
本文通過對磨損失效的聯軸器進行反求技術處理,分析了各零件的加工工藝,采用多種設備實現了零件的制造,經現場安裝和調試,所制造的聯軸器滿足了工作要求,為企業在短時間內更換了失效的聯軸器,使企業生產線盡快地得到了恢復,證明了反求技術在零部件替換上的技術和經濟優勢。
參考文獻:
[1] 林新貴,詹欣榮,易根苗.基于UG的分流芯桿四軸數控加工方法[J]. 制造業自動化,2010,03:39-40,59.
[2] 朱成俊,彭二寶.基于Pro/E鞋模造型在MasterCAM加工中的應用[J].制造業自動化,2011,09:44-46.
[3] 張金萍.典型多槽零件的數控車削加工——切紙輥槽的數控加工技術[J].制造業自動化,2011,22:67-69.
The reverse manufacturing technology on wear-out failure coupling
LIN Xin-gui, ZHAN Xin-rong
中圖分類號:TH16
文獻標識碼:B
文章編號:1009-0134(2016)05-0163-03
收稿日期:2016-03-07
基金項目:廣州番禺職業技術學院科技類重點資助項目(KJ-3)。
作者簡介:林新貴(1973 -),男,福建仙游人,副教授,博士研究生,主要從事數控技術方面的教學和研究。