鐵道客車轉向架構架焊接工藝與焊接試驗
2016-07-06 21:26:20鄭杰
科技尚品
2016年6期
關鍵詞:焊接工藝
鄭杰
摘 要:傳統的鐵道客車走行部的構架各部件之間通過焊接的方式固定在一起,焊接方式及其質量都將影響著列車的安全性。本文選取4種材料,通過使用不同的焊接方法和焊絲進行試驗,構架完成后再進行檢測試驗。
關鍵詞:轉向架構架;結構特點;焊接工藝;焊接試驗
1 我國轉向架構架材質及其焊接特點
我國傳統的主型轉向架的材質為A3鋼即Q235-C普通碳素結構鋼,但是其抗拉強度低,不能減輕構架自重以及疲勞強度低,這些缺點都導致它不能適應客車高速運行的要求。隨著客車的高速化成為了主流研究方向,轉向架材料得到了飛速的發展。
16MnR是壓力容器用鋼,PW-200型客車轉向架的橫梁、構架等關鍵部位材質為16MnR鋼,南京浦鎮車輛廠和長春客車廠均生產該型轉向架。
隨著氫的聚集傾向提高,16MnR鋼焊接接頭的顯微硬度也顯著增大。在不同的硬度下接頭都具有不同的開裂性能。焊接熱輸入的不同將導致開裂能力的變化。所以在焊接過程中我們要控制焊接線能量并進行焊后熱處理。
2 結構特點與焊接工藝分析
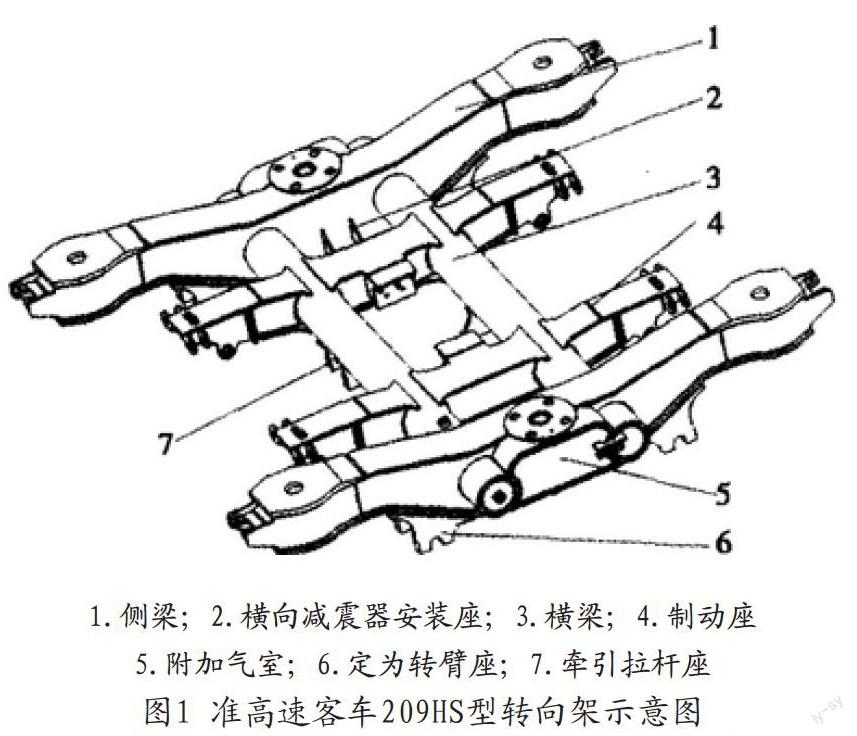
本文以準高速客車209HS型轉向架為例介紹其結構特點及其焊接工藝分析。
209HS型轉向架構架仍以傳統的H形構架,采用箱體焊接結構,材質為16MnR低合金鋼。構架由兩根側梁和兩根橫梁組焊而成。
焊接工藝性分析:
(1)要保持焊接接頭的整體性,盡量避免焊縫中任何缺陷所產生的應力集中牽連到結構車體。
(2)絕大多數焊接方法都采用局部加熱,故不可避免地產生內應力和變形,所以在焊接轉向架的工作之前應該充分考慮焊接應力和變形。……
登錄APP查看全文
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25
