合成氨裝置一段轉化爐施工技術
2016-06-24 02:59:07田彩剛中國石油天然氣第一建設公司新疆庫爾勒841000
石油工程建設 2016年3期
田彩剛中國石油天然氣第一建設公司,新疆庫爾勒841000
?
合成氨裝置一段轉化爐施工技術
田彩剛
中國石油天然氣第一建設公司,新疆庫爾勒841000
摘要:中國石油塔里木大化肥項目45萬t/a合成氨裝置是國內首次引進丹麥托普索(TOPSOE)節能型工藝,這種類型大化肥裝置的成套施工在國內并不多見,施工經驗不足。結合合成氨裝置中一段轉化爐的爐體安裝工程,在簡要介紹了轉化爐工藝結構特點與安裝要求的基礎上,較詳細闡述了一段轉化爐安裝、組焊的施工程序及基礎驗收、輻射段鋼結構的施工方案及施工過程、筑爐襯里的施工、爐管的施工等。工程實踐表明,一段轉化爐安裝精度達到了設計要求,爐管焊接合格率100%,一次投產成功,既保證了工程質量又縮短了工期,獲得了良好的社會與經濟效益。
關鍵詞:合成氨裝置;一段轉化爐;施工安裝
中國石油塔里木大化肥項目45萬t/a合成氨裝置位于塔里木石化廠內,合成氨裝置的工藝包設計是從丹麥托普索(TOPSOE)公司引進的,基礎設計和詳細設計是由中國成達工程公司完成的,中國石油天然氣第一建設公司負責合成氨裝置從土建施工到開工保運的所有建筑安裝工程的成套施工。45萬t/a合成氨裝置,從裝置規模上講,單套生產能力為當時國內最大;從生產工藝上講,采用的是國際先進的丹麥TOPSOE節能型工藝,為國內首次引進;從施工經驗上講,該工程是筆者所在公司首次真正意義上進行的大化肥裝置的成套施工。
一段轉化爐是合成氨裝置的核心設備之一,其作用是在高溫、高壓和鎳觸媒存在的條件下將天然氣與水蒸氣轉化為氫氣、一氧化碳和二氧化碳。TOPSOE轉化爐采用雙輻射室側燒形式,兩個輻射室有公用的煙道和煙氣熱回收段,每個輻射室內有一排立置的轉化爐管,轉化爐管內裝填催化劑,工藝氣由上向下流動并產生化學反應,轉化爐管通過上豬尾管與入口集氣管相連,通過下豬尾管與下集氣管及匯氣總管相連。
1 結構特點與安裝要求
一段轉化爐施工的程序性強。鋼結構為框架形式,質量約656 t,施工的重點是保證組裝精度,預防焊接變形,確保爐體鋼結構的幾何尺寸精確(如爐壁垂直度、壁板平整度、爐膛尺寸等)。輻射爐管共240根,爐管材質包括A335- P22、A312- TP321H、Incoloy800HT等,均為進口特殊材質,焊接要求高。煙氣出口溫度約1 080℃,筑爐襯里材料采用隔熱耐火磚和陶瓷纖維塊,由于爐膛溫度高,對筑爐襯里的質量要求嚴。
2 一段轉化爐的安裝組焊
2.1施工程序及基礎驗收
一段轉化爐的施工程序見圖1。
一段爐鋼結構安裝前,應對一段轉化爐的基礎進行驗收。對照鋼結構施工圖紙,逐一核實基礎的軸線和標高,特別應注意輻射段、對流段、風機、煙囪基礎的中心軸線是否一致。

圖1 一段轉化爐施工程序
2.2輻射段鋼結構施工方案
根據一段轉化爐輻射段的結構特點,確定了輻射段鋼結構分4段進行預制安裝,其方案如下。
(1)爐底鋼結構。即標高6.03 m以下部分,分12片預制后由中間向兩邊依次安裝,當整體成型并檢查確認間距、標高、上表面水平度符合要求后,鋪設爐底板。
(2)爐膛鋼結構。即標高6.03~19.95 m之間部分,分8大片深度預制后由中間向兩邊依次進行吊裝,采用風繩臨時固定,調整間距、垂直度等使之符合要求后,及時連接片與片之間的橫梁,并采取臨時加固措施以形成穩定的結構。
(3)煙道鋼結構。即標高19.95~26.095 m之間的部分,采取單根預制,安裝后連接橫梁的方式施工,檢查確認幾何尺寸符合要求后,鋪設輻射頂板、煙道側板、煙道頂板(斜面)。
(4)頂棚鋼結構。分6片預制后進行安裝,對于影響轉化爐管穿管的橫梁暫不安裝,待轉化爐管穿管后再進行完善,并鋪設頂棚彩板。
此種方案可形成規模化的預制方式,減少了高空作業量,既保證了安裝精度,又降低了安全風險。
2.3輻射段鋼結構施工過程
2.3.1構件預制
(1)下料切割。嚴格按照圖紙尺寸進行型鋼等的下料,由于一段爐鋼結構安裝精度要求高,必須嚴格控制下料尺寸精度。氣割前,應將切割區域表面的鐵銹、污物等清除干凈;氣割時,應根據工藝要求預留安裝的焊接收縮余量及切割加工余量,即板寬方向應預留2 mm收縮余量,板長方向應預留3 mm收縮余量;氣割后,應清除熔渣和飛濺物,鋼材切割面應無裂紋、夾渣、分層等現象。
(2)矯正和成型。鋼結構下料前,要對幾何尺寸不符合要求的鋼材進行矯正,矯正的主要方法有機械法和火焰局部加熱法。矯正后的鋼材表面不應有明顯的凹面或損傷,劃痕深度不得大于0.5 mm,且不應大于該鋼板厚度負允許偏差的1/2。
(3)防腐及標識。鋼材矯正后要按照防腐要求進行除銹和底漆涂刷,并做好材質、規格的標識。下料后要對切割部位進行除銹和油漆補刷,并做好標識,應使用不易褪色的涂料標識產品的材質、規格、件號及使用部位。
(4)制孔。制孔前應標出明顯的制孔中心點和孔徑,制孔應采用臺鉆或磁力鉆鉆孔,嚴禁采用火焊割孔,并要求鉆孔垂直于材料面。C級螺栓孔的允許偏差見表1。

表1 C級螺栓孔的允許偏差
2.3.2鋼結構安裝
(1)EL106.03 m以下鋼結構部分的安裝。安裝順序為:在操作平臺上預制成片→在基礎上安裝柱底板,調整柱底板標高并劃出安裝軸線→由中心向四周分片安裝鋼結構,并及時連接橫梁以形成穩定結構→幾何尺寸檢查、調整→鋪設爐底板。爐底標高和爐底平整度是施工的關鍵控制點,因此爐底板鋪設的平整度必須嚴格把握。
(2)EL106.03~EL119.95 m之間鋼結構部分的安裝。在鋼平臺上按圖紙尺寸進行1∶1放樣,焊接定位板,節點處用墊鐵找平,組成一個片狀組裝胎具。按鋼結構構件編號,依次將立柱、橫梁和斜支撐吊裝到胎具架上。然后進行螺栓連接和幾何尺寸調整,尺寸調整合格后,進行螺栓緊固。
為保證安裝精度,輻射段4面側墻各按兩大片進行預制,安裝并調整合格后再進行兩片之間的橫梁連接。側墻分片安裝過程中要采用風繩固定,并及時連接橫梁以形成穩定結構,以防大風造成倒塌事故。
按照對應的輻射段端墻板寬度調整好側墻板之間的距離,然后吊裝端墻板就位,進行安裝螺栓緊固。對輻射段殼體和框架鋼結構進行檢查調整,使其誤差在規定范圍內,并采用臨時橫梁加固。然后進行輻射段爐墻板的安裝和焊接,爐墻板焊接時,外部為滿焊,內部為間斷焊,為保證輻射室密封焊縫的質量,要進行100%的目視檢測。
梯子平臺鋼結構的安裝,首先安裝與輻射段連接的橫梁,再安裝梯子平臺的立柱,使之與輻射段主體鋼結構形成一體。
(3)EL119.95 m以上部分鋼結構部分的安裝。爐頂煙道的安裝,由于爐頂煙道為斜面結構,為保證安裝精度,煙道立柱采取單根安裝,整體測量劃線后安裝煙道橫梁,并鋪設煙道板。屋架結構的安裝,屋架結構在輻射爐管全部就位后進行安裝。在預制平臺上把房頂鋼結構框架分片預制完畢,采用分片吊裝的方式進行安裝。
(4)爐體附件的安裝。風箱和煙道預制后安裝,在預制平臺上,進行組對和焊接,焊接時應采取反變形措施,可采取對稱焊、分段跳焊和加固等措施。主熱風道因尺寸較大,可在預制廠預制成片后運到現場進行組裝;燃燒器風道可按圖紙在每個風道的中部斷開,在預制廠預制成形后,在現場組對中間一道口。輻射段燃燒器外框、看火門等爐體附件應在襯里前安裝完畢。
2.4筑爐襯里施工
一段爐內襯結構的爐底采用75 mm耐火纖維板+ 4層耐火磚,輻射室側墻燒嘴磚周圍1 150 mm寬的范圍采用厚度75 mm耐火纖維板+厚度228 mm高強高鋁隔熱耐火磚,輻射室端墻采用厚度305 mm的普通硅酸鋁纖維折疊塊,輻射室頂部采用厚度為305 mm耐火纖維折疊塊,煙囪襯里為厚度50 mm的耐火澆注料[1]。
一段爐筑爐襯里工程的特點是,施工場地狹小,交叉作業多,耐火磚及陶纖塊型號、規格多,膨脹縫留置多,因而增加了施工難度。
由于TOPSOE獨特的合成氨一段爐燒嘴加熱工藝,因而對筑爐的質量要求與國內的施工規范不盡相同。國內規范對于耐火磚砌筑完成后的整體垂直度、平整度要求較高,而TOPSOE要求燒嘴磚必須高于耐火磚15 mm,誤差為+5 mm/- 3 mm,而對整體垂直度和平整度要求較低,因此要避免施工錯誤。
2.5爐管施工
2.5.1爐管系統
一段轉化爐爐管系統包括轉化爐管、上集氣管、下集氣管、上豬尾管、下豬尾管、匯氣總管幾個部分。
(1)轉化爐管。材質為HP- Nb- M,規格為φ152 mm×14.7 mm,單根長度14 440 mm,質量752 kg/根,共240根,單排豎直排列。
(2)上集氣管。材質為A335- P22,規格為φ323.8 mm×21.44 mm,單根長度33 759 mm,質量5 814 kg/根,共2根,水平安裝在爐頂。
(3)下集氣管。材質ZG10Ni32Cr20Nb,規格φ236 mm×29 mm,單根長度5 750 mm,質量1 474 kg/根,共5根,水平安裝在爐底。
(4)上豬尾管。材質為A312- TP321H,規格為φ42.16 mm×7.94 mm,單根長度5 400 mm,質量24.3 kg/根,共240根,安裝在轉化管與上集氣管之間。
(5)下豬尾管。材質為Incoloy800HT,規格為φ42.16 mm×7.94 mm,單根長度7 400 mm,質量48.5 kg/根,共240根,安裝在轉化管與下集氣管之間。
(6)匯氣總管。材質A204Gr.B,規格φ1 150mm ×20 mm,總長度58 000 mm,共96 t,分12段到貨,安裝在下集氣管與二段爐之間,用于連接一、二段轉化爐。
現場焊接部位材質及數量見表2。

表2 現場焊接部位材質及數量
2.5.2爐管系統施工步驟
(1)套管安裝。爐管安裝前,先進行爐頂板開孔并安裝爐頂套管(φ182 mm×3 mm,材質0Cr18Ni9),套管與爐頂采用密封焊(見圖2)。套管與爐頂板之間的焊接使用A307焊條,如果冬期施工,焊前必須預熱至50℃以上,焊接完畢后覆蓋保溫棉進行緩冷。

圖2 套管與爐頂結構剖面
待頂板套管安裝完畢后,使用線墜從爐頂套管中心垂直吊下,在爐底板上畫出爐管的位置并開孔,安裝爐底套管(φ176 mm×3 mm),根據實際尺寸先安裝限位板(PL140 mm×25 mm),再安裝轉化管支撐(φ164 mm×15 mm),見圖3。為了使爐管在爐底的伸出長度一致,可適當調整限位板的高度。

圖3 套管與爐底結構剖面
(2)爐管安裝。首先拆掉爐管的外包裝,然后按照從北向南的順序逐根吊裝就位。爐管吊裝時應平穩,不得撞擊轉化爐的任何部位。
在吊裝爐管過程中,不得使用爐管的正式法蘭作為吊裝卡箍。吊裝卡箍采用φ159 mm×8 mm鋼管經機加工制成,吊裝時用卡箍內口中的臺階卡住爐管的卡槽。卡箍由兩個半圓形組合而成,使用螺栓(M20)擰緊。在卡箍上設置了6個限位塊,防止吊裝帶滑脫。卡箍結構示意見圖4。
爐管的吊裝選用1輛50 t汽車吊和1輛25 t汽車吊配合進行(見圖5),為避免爐管起吊過程中發生變形,采用1根繩扣連接中部和底部兩個吊點,繩扣穿入1個滑車滑輪,抬尾吊車連接滑車,這樣起吊時有3個受力點,可有效防止爐管變形。用吊裝帶作為索具。

圖4 爐管上部卡箍結構示意

圖5 爐管吊裝示意
(3)爐管焊接。爐管焊接材料的選用見表3。

表3 焊接材料的選用
清潔是成功焊接鎳合金的重要條件之一。焊件組對前應對坡口兩側各50 mm范圍內區域進行清理,油污可用丙酮脫脂,對不溶于脫脂劑的漆和其他雜物,可用氯甲烷、堿等清洗劑清洗,被壓入焊件表面的雜物可用磨削或10%鹽酸溶液清洗,并用水沖凈,干燥后方能焊接[2]。
Incoloy800HT流動性偏低,在焊接的快速冷卻、凝固條件下,極易產生氣孔;在氧化性焊接氣氛下氣孔形成機率更大,在還原性較大時氫氣孔形成機率也很大。在焊前必須清除坡口及其附近區域的氧化皮、油漆等,以更好地防止焊縫氣孔產生[3]。
焊接時采用內部充氬保護,上集合管安裝就位后,先把上集合管的對接接頭組對,再安裝上豬尾管,在上豬尾管與轉化管的法蘭之間夾石棉板封堵。上豬尾管與上集合管接頭全部組對完畢后,預留一進一出兩個口(兩口盡量遠些)用來充氬氣,上集合管與上豬尾管其余的焊縫采用密封膠帶密封。從進口往此部分中注入氬氣,在出口處檢測,直至達到要求為止。焊接時把相應的焊口的密封膠帶揭掉。
下集合管安裝就位后,在下集合管與冷集合管法蘭之間夾石棉板封堵,轉化管過渡段處使用水溶紙填塞,爐管氣壓試驗及吹掃時將水溶紙吹出。
打底層采用φ2.4 mm的焊絲,焊接電流控制在80~120 A之間,電壓控制在12~15 V之間;填充層采用φ2.4 mm的焊絲,焊接電流控制在12~160 A之間,電壓控制在14~18 V之間。保護氣為氬氣(99.99%),氣體流量10~15 L/min;背襯氣體為氬氣(99.99%),背襯氣流量15~20 L/min[4]。
焊接時采用短弧不擺動或小擺動的操作方法。焊縫采用多層多道焊時,底層焊道完成后,應采用放大鏡檢查焊道表面,每道焊接后應徹底清除焊道表面的熔渣并進行表面檢查。
上集合管對接焊縫、集合管與管帽的焊縫在整個焊接過程中,需預熱到250~350℃之間,層間溫度≥250℃,焊后需進行熱處理工作,熱處理溫度720~750℃,恒溫1.5 h。
所有對接焊縫進行100%射線檢測,應符合JB/T 4730- 2005,Ⅱ級合格。
(4)爐管壓力試驗。
第一,爐管壓力試驗的范圍。包括轉化管、上集氣管、下集氣管、上豬尾管、下豬尾管。
第二,試壓程序。爐管系統焊接完畢后,應對其進行4.4 MPa的壓力試驗,爐管試壓程序見圖6。
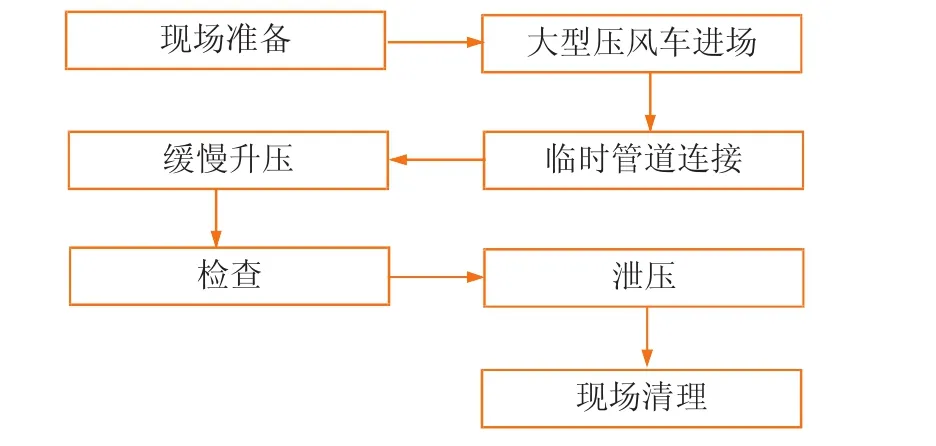
圖6 爐管的試壓程序
第三,爐管試壓時間。爐管系統包括轉化管、上集氣管、下集氣管、上豬尾管、下豬尾管。爐管系統安裝、焊接完成,且射線檢測也已完畢,就可以進行壓力試驗。
第四,系統封堵。上集氣管共有2道口需要封堵,規格為φ323.8 mm×21.44 mm,采用厚度為30 mm內盲板進行封堵焊接,內盲板上應設有井字加強筋。上集氣管的兩根排凝管,同時隨爐管系統一起進行壓力試驗,此兩根管道作為進氣口。上豬尾管與轉化管之間的法蘭連接采用金屬纏繞墊(正式墊片)進行密封。下集氣管與冷集氣管之間為法蘭連接,此處采用高壓石棉墊和厚20 mm的盲板進行封堵。
第五,臨時管道。大型壓風車停在指定的位置,進行臨時管道的連接。管道均采用無縫鋼管(規格為DN50),臨時管道與排凝管接在一起作為進氣管道。
第六,試壓過程。試驗壓力應逐級緩升,首先升至試驗壓力2.2 MPa,而后進行檢查,如無泄漏及異常現象,繼續按試驗壓力的10%逐級升壓,直至達到最終試驗壓力。每一級穩壓3 min,達到試驗壓力4.4 MPa后穩壓5 min。若無泄漏,無可見的異常變形,對現場焊接的焊縫和連接部位涂刷肥皂水進行檢查若無泄漏,則試壓合格;如有泄漏,則應泄壓處理,并重新進行壓力試驗。
3 結束語
本施工方法經實踐檢驗切實可行,安裝精度達到了設計要求,爐管焊接合格率100%,一次投產成功。既保證了工程質量又縮短了工期,獲得了良好的社會與經濟效益,為今后類似設備安裝積累了經驗。
參考文獻
[1]馬瑞,馬玉芬,趙男.一段轉化爐陶瓷纖維襯里的應用和改進[J].大氮肥,2012,35(2):118- 124.
[2]陳忠宇.合成氨一段轉化爐化工投料方法探討[J].大氮肥,2011,34(4):267- 272.
[3]喻新民,羅茗華.一段轉化爐爐管焊接工藝[J].電焊機,2008,38(6):71- 74.
[4]姚燁.一段轉化爐爐管爆裂原因分析及防止措施[J].天然氣化工,2014,39(3):69- 72.
Construction Technique of Primary Reformer Furnace of Synthesis Ammonia Facility
TIAN Caigang
PetroChina No.1 Construction Co.,Korla 841000,China
Abstract:The synthesis ammonia facility of Tarim 450 000 t/a fertilizer project is introduced from HALDOR TOPSOE for the first time in China,which adopts energy- saving process. This paper describes the installation process and assembly welding of the primary reformer furnace of the synthesis ammonia facility,check and acceptance of the foundation,constructions of the radiant section steel structure,brickwork lining and furnace piping. The engineering practice shows that the installation accuracy of the primary reformer furnace reaches design requirement and the qualified rate of furnace piping welding reaches 100%.
Keywords:synthesis ammonia facility;primary reformer furnace;construction and installation
doi:10.3969/j.issn.1001- 2206.2016.03.011
作者簡介:
田彩剛(1982-),男,河北石家莊人,工程師,2007年畢業于遼寧石油化工大學,現從事油氣田地面建設和石油化工裝置建設施工管理工作。Email:254788998@qq.com
收稿日期:2015- 11- 16
