1種汽車內飾用低反應熱聚氨酯泡沫的制備及其性能研究
2016-06-22 13:46:37傅華康梁靜靜盛健
化工生產與技術 2016年4期
傅華康,梁靜靜,盛健
(浙江巨化新材料研究院有限公司,浙江臨安311300)
研究與開發
1種汽車內飾用低反應熱聚氨酯泡沫的制備及其性能研究
傅華康,梁靜靜,盛健
(浙江巨化新材料研究院有限公司,浙江臨安311300)
結合發泡升溫曲線、泡沫生長高度及凝膠時間考察了Al2O3、TPU、PE與GP這4種微粉對于PU泡沫內部高反應熱的影響。結果表明,PE微粉最適合用在PU發泡體系中起降溫效果,可解決燒芯問題,同時對PU發泡生長過程影響較小,還可縮短凝膠時間,主要是由于PE的相變儲能效應,即在反應前期體系升溫時吸熱熔融,儲存了部分能量,而在反應后期體系降溫時結晶產生放熱效應,有利于縮短泡沫的養生期。當PE添加質量分數為3%時,PE/PU泡沫的拉伸強度、壓縮強度與斷裂伸長率分別比PU泡沫提高了67%、26%與35%,且在1.5~6.0 kHz時的吸聲系數亦有明顯提升。
聚氨酯泡沫;低反應熱;相變儲能;吸聲系數
在聚氨酯(PU)泡沫領域,開發應用最早的是硬質PU泡沫,而獲得市場認可、應用最廣的是軟質PU泡沫。作為硬度介于這2類泡沫體之間的則稱為半硬質泡沫塑料,簡稱PU半硬泡。半硬泡與軟泡和硬泡的主要區別在于它具備較高的壓縮強度,在其負荷卸載后,其泡沫體復原的速度十分緩慢,表現出較好的能量吸收、緩沖減震特性。鑒于這些特性,半硬泡目前已被廣泛用于車內裝飾材料,如儀表板、內襯板、頂棚、天窗滑蓋、頭靠、衣帽架等[1-2]。
目前PU發泡設備主要有2大類:1類為機械式連續發泡,操作簡便,速度快,泡沫性能優異,但所需設備繁多、成本高,且受限于傳送帶的寬度,當泡沫規格較多時,機械發泡的效率便大打折扣,因此機械式連續發泡多適用于大規模生產一種或幾種尺寸相近的泡沫;另1類為非連續箱式發泡,盡管該法得到的泡沫性能不如機械發泡,但設備簡單、成本低,且所適用的泡沫尺寸靈活多變,應用于生產尺寸差異大的泡沫時效率高[3-4]。目前,由于泡沫產品規格多樣化,國內外許多企業均采用非連續箱式法(簡稱箱式發泡)來生產PU泡沫。
近些年,箱式發泡工藝不斷得到改進,目前機械化程度較高的箱式發泡多采用提升式無底混合桶,待物料混合完畢后,混合桶即從箱底提起,混合料液即充滿箱底。然而,箱式發泡工藝中泡沫的放熱問題是一個關鍵共性難題,嚴重限制了產品質量的進一步優化。這主要是PU泡沫的生產過程中,2種原料即多元醇與異氰酸酯的反應會放出大量的熱,而泡沫的體積較大且內部結構不利于散熱,導致泡沫體內溫度在三邊密閉式的發泡過程中急劇上升,最高可超過200℃。在此高溫下,PU分子鏈與空氣中的氧氣反應隨即產生氧化,使泡沫中心顏色發黃甚至發黑(俗稱“燒芯”),嚴重時會自燃而引起火災,造成無法挽回的巨大損失[5]。此外,泡沫內部散熱不均會導致體系成核、并泡及泡壁生長過程,引起內部泡孔不均一,分布離散性高,一方面嚴重影響泡沫產品的聲學性能,另一方面也不利于力學性能及整體密度的分布均勻性。因此,如何能有效解決箱式發泡中PU泡沫的散熱問題,并制備出高性能(聲學性能、力學性能優異,且整體密度均勻)的PU泡沫已成為制約聚氨酯泡沫行業進一步發展的瓶頸。
目前,針對該技術難題的報道較少,戴乾勝與李佐花曾對PU泡沫的燒芯現象進行總結分析,但并未明確提出有效的解決措施,行業內亦未有推廣信息[6]。
本研究擬通過在PU反應原液中加入散熱填料來降低反應熱并改善體系內部的熱量分布均勻性,來解決上述反應熱過高與燒芯問題,并改善PU泡沫的綜合性能,從而制備出1種汽車內飾用低反應熱的聚氨酯泡沫。
1 實驗部分
1.1 原料
聚醚多元醇(KOH羥值35 mg/g,粘度0.9 Pas),聚酯多元醇(KOH羥值300 mg/g,粘度1.3 Pas),市售工業級;異氰酸酯,MDI-100,進口;表面活性劑,聚醚聚硅氧烷共聚物,市售工業級;發泡劑,自來水;催化劑,氨類,Hustman;散熱填料,石墨(GP)、聚乙烯(PE)、熱塑性聚氨酯彈性體(TPU)及三氧化二鋁(Al2O3)微粉,市售工業級;硅烷偶聯劑KH550,市售工業級。
1.2 設備儀器
采用CMT4204型電子萬能試驗拉力機測試力學性能,采用B&K駐波管測試聲學性能,采用DJ型精密電動攪拌器進行發泡反應,采用天創粉末的行星式實驗球磨機對散熱填料進行表面處理,采用JSM-5610LV掃描電子顯微鏡(SEM)觀測樣品的微觀形貌。
1.3 樣品制備
將聚醚多元醇、聚酯多元醇、表面活性劑、催化劑、水依次以一定比例加入一次性杯內,通過高速攪拌機攪拌均勻,轉速500 r/min,所得混合液記為M。將散熱填料加入高速球磨機中,在噴灑硅烷偶聯劑KH550的同時進行球磨混合,轉速300 r/min、時間15 min,隨后將處理后的散熱填料以一定比例(質量為M的3%)加入異氰酸酯中,通過高速攪拌機攪拌均勻,轉速800 r/min,得到散熱填料與異氰酸酯的混合液,記為Y。最后,將Y與M以1.6:1的質量比混合,高速攪拌機攪拌均勻,轉速1.2 kr/min,時間23 s,將得到的混合液倒入100 cm×100 cm×40 m的木箱內,待其逐漸發泡,根據散熱填料成分的不同分為記為KB-M(空白對比樣)、Y-3%TPU-M、Y-3%PE-M、Y-3%GP-M與Y-3%Al2O3-M。
考察PE含量對PU體系聲學及力學性能影響時,制備過程如上所述。
1.4 性能測試
1)生長溫度曲線。在木箱中固定好熱電偶,檢測點位于泡沫中心處,從上升的泡沫接觸到熱電偶端部開始,每隔1 min記錄1次數顯儀中的溫度,得到發泡過程的生長溫度曲線。
2)密度均勻性。將已成型的泡沫進行切片,厚度15 mm,切好后分別在頂部、中部與底部各取3片進行密度測量,并取平均值作為不同部位的密度。
3)凝膠時間。在泡沫生長后期,記錄表面不粘手的時間,即為凝膠時間。
4)聲學性能。采用駐波管法測試樣品的吸音系數,駐波管內徑10 cm、厚度15mm,測量從0~6 kHz的吸聲系數。按GB/T 18696.2-2002傳遞函數法測定,每組測量采取3個平行樣[7]。
5)力學性能。壓縮性能按GB/T 8813-2008測試,壓縮速度為2 mm/min,每組測試采取7個平行樣[8];拉伸強度與斷裂伸長率按GB/T 1447-2005測試,拉伸速度為5 mm/min,每組測試采取7個平行樣[9]。
2 結果與討論
2.1 散熱填料的影響
圖1是PU泡沫的生長溫度曲線。

圖1 PU泡沫生長溫度曲線Fig 1 Growth temperature curve of PU foam
由圖1可知,對于常規的PU發泡體系,體系最高溫度可達135℃,而加入M質量的3%的散熱填料后,體系溫度均出現了下降,表明上述多種填料均起到了散熱降溫的效果,其中,Al2O3與GP是本身即具有較高的散熱系數,而PE則屬結晶高分子,具有明顯的熔點及較寬范圍的熔程,在溫度達到其熔程(85~130℃)時,會發生明顯的吸熱效應,從而導致體系降溫。而TPU為非晶聚合物,并無明顯的熔點,但加熱過程中也會發生相變從而產生吸熱效應。降溫幅度依次為Al2O3>TPU>PE>GP。
然而,并非降溫幅度最大對于泡沫整體性能的提高最多,加入散熱填料后還必須考慮其對PU泡沫生長完整度及養生期的影響,分別體現為泡沫高度及凝膠時間。填料對PU泡沫生長高度及凝膠時間的影響見表1。

表1 填料對PU泡沫生長高度及凝膠時間的影響Tab 1 Effectoffillerson the growth heightand geltime ofPUfoam
由表2可知,PE與TPU微粉加入后,對PU泡沫的生長高度影響不大,而加入Al2O3與GP后,泡沫高度有所下降,表明2者的加入影響了PU泡沫的生長過程,主要原因是這2者是無機物,在由混合聚醚多元醇及異氰酸酯組成的有機體系中分散不均勻,易發生團聚效應,一方面無法起到有效的成核作用,另一方面,無機物的加入會改變體系中的表面張力狀態及分布,從而影響PU前期生長過程中的并泡、泡壁生長等各個階段的動態平衡,導致泡沫生長不完全,生長周期也明顯滯后,因此,2者的凝膠時間均有所延長。
而加入PE后,泡沫的凝膠時間顯著縮短,從807 s縮短到781 s,這主要原因是PE結晶度高,在降溫時會發生結晶,屬放熱效應,因此在后期生長即養生過程中PE的結晶效應提供泡沫內部繼續生長的能量,有利于縮短泡沫的養生期,提高生產效率。至于TPU,并非高結晶聚合物,因此在降溫時并不會發生明顯的發熱效應,對于PU泡沫的養生并無促進作用。
表2表述了不同填料加入對PU泡沫密度均勻性的影響。

表2 填料對PU泡沫密度均勻性的影響Tab 2 Effect of fillers on the density uniformity of PU foam
由表2可知,在4種填料中,PE加入對PU泡沫整體密度均勻性的改善效果最好,這主要是由于PE的相變儲能效應,將反應前期釋放過快的熱量通過吸熱熔融進行儲存,而在后期經由放熱結晶的方式釋放出來,因此在整體生長過程中熱量分布較均勻,有利于泡沫的均勻生長。從Al2O3與TPU的結果來看,降溫幅度與密度均勻性并不成正比,有可能是因為PU泡沫生長需要一定的溫度,這個最佳溫度更接近于PE/PU體系。
綜上所述,PE微粉為PU體系中最佳的散熱填料,且具有儲能相變功能。
2.2PE/PU泡沫的力學性能
考察了PE含量對PE/PU體系力學性能的影響,結果如圖2所示。
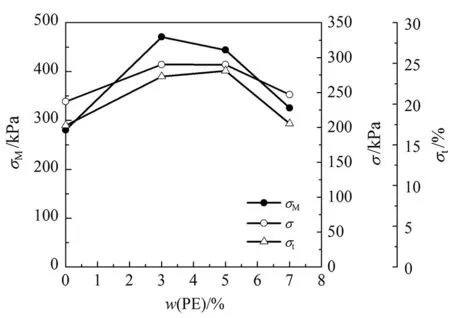
圖2 PE含量對PU泡沫力學性能的影響Fig 2 EffectofPE contenton mechanicalpropertiesofPU foam
由圖2可知,隨著PE含量的增加,PE/PU體系的拉伸強度σM、壓縮強度σ及斷裂生長率σt均呈現出先升后降的趨勢。當不添加PE微粉時,PU泡沫的拉伸強度、壓縮強度與斷裂伸長率分別為281 kPa、231 kPa與17.4%,當PE微粉的添加質量分數為3%時,PE/PU體系的拉伸強度、壓縮強度與斷裂伸長率為471 kPa、290 kPa與23.4%,分別提高了67%、26%與35%,這可能是PE微粉在PU體系內形成了結構網絡,一方面有利于能量的吸收與耗散,另一方面,PE自身的強度高于PU,對泡孔壁的牢固度及支柱的抗壓作了貢獻,且在受到外力時,通過能量的傳遞PE可提高PU分子鏈的抗拉及抗壓強度[10-11]。然而,隨著PE微粉含量的繼續增加,PE易發生團聚效應,導致分散不均,從而產生應力集中效應,因此體系的力學性能有所下降。
2.3PE/PU泡沫的聲學性能
PU泡沫是典型的多孔結構,內部有大量的微孔。當聲波入射到多孔材料表面時,主要通過2種方式引起聲波的衰減:一方面,聲波產生的振動引起微孔或微孔內的空氣運動,造成與孔壁之間的摩擦,而緊靠孔壁的空氣并不容易發生運動,而摩擦與粘滯阻力的作用,使相當一部分聲能轉化為熱能,從而使聲波衰減;另一方面,微孔中的空氣與孔壁之間的熱交換引起熱損失,也能使聲波衰減[12-13]。
考察了PE微粉的添加量對PE/PU體系吸聲系數α的影響,結果見圖3。
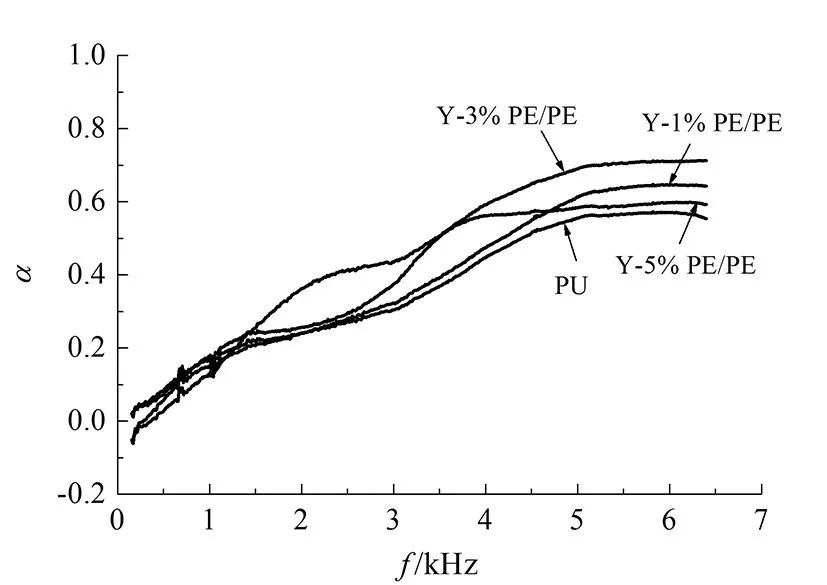
圖3 PE含量對PU泡沫聲學性能的影響Fig 3 Effect of PE content on acoustic properties of PU foam
由圖3可知,PE微粉的加入對泡沫1.5~6.0 Hz時的吸聲系數有明顯提升,其中,當添加質量分數為3%時效果最佳。這主要是一方面,在PU泡沫生長前期,PE在高溫下吸熱熔融,增加了整個反應體系的粘度,導致氣泡壁膜流動困難,無法滿足氣泡內氣體膨脹的需要,從而造成氣泡壁膜破裂,氣體逸出而形成開孔性泡孔結構(圖4(b)),而開孔性結構有利于與聲波在連通的泡孔之間穿透,更易發生衰減,獲得較好的聲學性能[14];反之,若形成閉孔性結構(圖4(a)),則聲學性能不佳。另一方面,PE本身為粘彈性聚合物,在高頻聲波下,PE分子鏈比PU分子鏈更易產生運動而帶動PU網絡架構的振動,有利于加速空氣與孔壁之間的摩擦,從而加快聲波的衰減。PE/PU體系的振動是一個動平衡狀態,存在一個適宜比例,當PE的質量分數為3%時,PE/PU體系的振動最有利于改善聲學性能。

圖4 PU及PE/PU泡沫內部孔洞結構形貌的SEM照片Fig 4 SEM photos of the porous structure morphology of PU and PE/PU foam
3 結論
1)綜合考慮,在Al2O3、TPU、PE與GP這4種微粉中,PE微粉最適合用在PU發泡體系中起降溫效果,可有效解決燒芯問題,且對PU發泡生長過程影響較小,還可縮短凝膠時間。這主要是PE的相變儲能效應,即在反應前期體系升溫時吸熱熔融,儲存了部分能量,而在反應后期體系降溫時結晶產生放熱效應,有利于縮短泡沫的養生期。
2)考察了PE含量對PE/PU體系力學性能的影響,隨著PE含量的增加,PE/PU體系的拉伸強度、壓縮強度及斷裂生長率均呈現出先升后降的趨勢。當PE的質量分數為3%時,PE/PU體系的力學性能最佳。
3)考察了PE微粉的添加量對PE/PU體系聲學性能的影響,,PE微粉的加入對泡沫1.5~6.0 kHz的吸聲系數有明顯提升,且當PE的質量分數為3%時,PE/PU體系的聲學性能最佳。
[1]方禹聲,朱呂民.聚氨酯泡沫塑料[M].北京:化學工業出版社,2005:72-74.
[2]張京珍.泡沫塑料成型加工[M].北京:化學工業出版社, 2005:116-121.
[3]陳宣.聚氨酯的應用和開發研究[J].化學文摘,2007(1):21 -29.
[4]鄒軍.淺談軟質聚氨酯泡沫塑料溢流槽法生產工藝[J].聚氨酯工業,2001,16(4):37-40.
[5]戴乾勝,余曉霞.聚氨酯硬泡箱式自由發泡工藝淺談[J].聚氨酯工業,1999,14(3):2.
[6]李佐花.聚氨酯軟質泡沫生產中燒芯因素的探討[J].聚氨酯工業,2007,22(3):31-33.
[7]聲學阻抗管中吸聲系數和聲阻抗的測量第2部分:傳遞函數法:GB/T 18696.2-2002[S].
[8]硬質泡沫塑料壓縮強度試驗方法:GB/T 8813-2008[S].
[9]纖維增強塑料拉伸試驗方法:GB/T 1447-2005[S].
[10]蘆艾,黃銳,王建華,等.碳酸鈣增強聚氨酯泡沫塑料的形態與性能[J].中國塑料,2001,15(4):32-35.
[11]尹波,權慧,李忠明,等.粉末尼龍1010填充硬質聚氨酯泡沫塑料的形態與力學性能[J].高分子材料科學與工程, 2004,20(5):153-154.
[12]Kino N,Nakano G,Suzuki Y.Non-acoustical and acoustical properties of reticulated and partially reticulated polyurethane foams[J].Applied Acoustics,2012,73(2):95-108.
[13]杜功煥,朱哲,龔秀芬.聲學基礎[M].南京:南京大學出版社,2001:21-23.
[14]徐培林,張淑琴.聚氨酯材料手冊[M].北京:化學工業出版社,2011:194-198.
TQ323.8
A DOI 10.3969/j.issn.1006-6829.2016.04.007
2016-04-01
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
小讀者(2021年2期)2021-03-29 05:03:48
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
華人時刊(2019年13期)2019-11-17 14:59:54
山東冶金(2019年3期)2019-07-10 00:54:00
文苑(2018年22期)2018-11-19 02:54:14
紅領巾·萌芽(2016年1期)2016-09-10 07:22:44
焊接(2015年9期)2015-07-18 11:03:53
新高考·高一物理(2014年1期)2014-09-18 01:26:07
河南科技(2014年5期)2014-02-27 14:05:46
