高溫合金轉子葉片擠壓制坯工藝研究
2016-06-19 18:57:48鞠秀義汪大成史麗坤陳蘇丁維中航工業沈陽黎明航空發動機集團有限責任公司
鍛造與沖壓 2016年15期
文/鞠秀義,汪大成,史麗坤,陳蘇,丁維·中航工業沈陽黎明航空發動機(集團)有限責任公司
高溫合金轉子葉片擠壓制坯工藝研究
文/鞠秀義,汪大成,史麗坤,陳蘇,丁維·中航工業沈陽黎明航空發動機(集團)有限責任公司

鞠秀義,工程師,2006年畢業于哈爾濱工程大學材料科學與工程專業,長期從事航空發動機零件鍛造技術及工藝研究工作。
一種轉子葉片材料為GH4169合金,鍛件采用擠壓制坯及精密成形工藝制造,采用初始工藝方案試制鍛件,在終鍛時出現設備能力不足、葉身厚度值超差、葉身進排氣邊緣撕裂等問題,經分析發現,擠壓預鍛坯葉身大部分截面積過大,導致終鍛時需壓縮變形的金屬過多,變形量過大,超出材料自身塑性變形范圍。通過重新設計擠壓模具,合理調整了葉身及定位凸臺部位的截面積,擠壓出的預鍛坯較好地滿足了終鍛變形需求,獲得了尺寸合格、組織性能優良的葉片鍛件。
一種轉子葉片材料為GH4169合金,該類葉片是航空發動機高壓壓氣機的重要轉動部件,在研制該葉片精鍛毛坯(如圖1所示)的過程中,摒棄了傳統的擠桿+鐓頭+預鍛+精密成形的鍛造成形工藝,代之以擠壓+精密成形的鍛造成形工藝,用一火次擠壓制坯代替了三火次綜合制坯,不但使成形工藝流程縮短一半,所用鍛造工裝減少一半,而且對葉片獲得較細的晶粒度也非常有利,是一種十分精益的葉片鍛造技術。然而在初始擠壓工藝方案中,采用了常用的開式擠壓方式,葉身長度方向敞開(擠壓坯如圖2所示),最終精密成形時,存在設備打擊力不足且變形量過大的困難,導致葉身厚度超差、葉片進排氣邊緣撕裂等問題的出現,為此需對該葉片擠壓制坯工藝進行研究、優化。
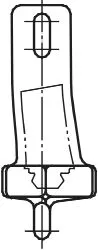
圖1 葉片鍛件

圖2 原擠壓件
工藝性分析
采用DEFORM-3D軟件模擬原擠壓件精密成形的過程,發現鍛造成形后葉身毛邊過大,整個葉身展寬已接近葉身自有寬度的3倍(如圖3所示),同時所需最大打擊力為7.36MN(如圖4所示)。

圖3 模擬終鍛件
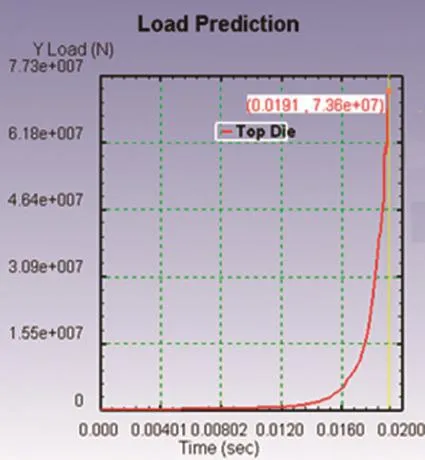
圖4 模擬終鍛需要的壓力
分析葉片鍛件(如圖5所示)的特點,鍛件的定位凸臺(A-A)處截面積為86.3mm2,葉身最大截面(B-B)的面積為62mm2。在初始擠壓工藝方案中,葉身長度方向敞開,所擠出的葉身部分是等截面的,為保證截面積最大的葉尖定位凸臺處的充滿,需根據定位凸臺處截面積計算擠壓件葉身部分截面積,計算的結果為106.3mm2(圖5中C-C截面),此面積大于葉身終鍛實際需求的62mm2近一倍,富余材料過多,這對于厚度較薄的轉子葉片來說十分不利,一方面由于GH4169合金是難變形材料,其塑性相對較低,難以滿足葉身大幅度展寬對其流動的需要,導致葉片厚度打不下去,所需設備打擊力急劇增大,同時查出所用鍛造設備1000t螺旋壓力機由于老化,打擊力富余量很小,不能保證精密成形時上下模的完全閉合,因此導致了葉身厚度超差;另一方面由于轉子葉片精密成形時進、排邊緣很薄,不足1mm,且處于大變形區(如圖6所示),易超出合金的塑性極限,導致在鍛件終鍛時進、排氣邊緣產生撕裂。
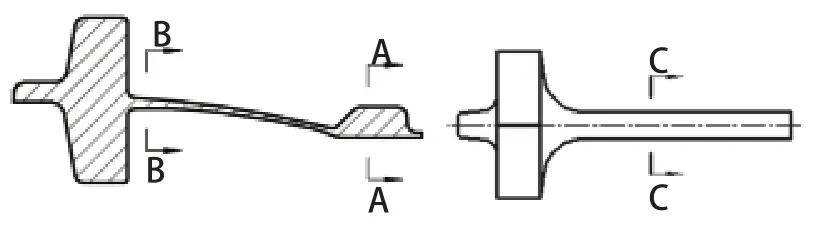
圖5 終鍛件與原擠壓件截面積對比
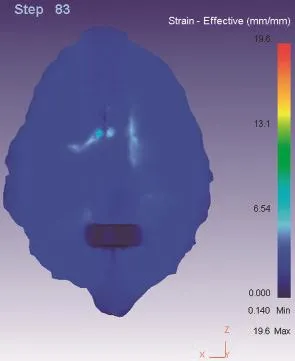
圖6 模擬終鍛等效應變
工藝及模具設計
為了降低終鍛投影面積,將所需設備打擊力降下來,并解決葉片進、排氣邊緣產生的撕裂,必須將葉身的截面積縮小,同時還要保證定位凸臺處有足夠的金屬。設計了圖7所示的新擠壓件,將開式擠壓成形改為半閉式擠壓成形,擠壓時金屬先通過模具的狹窄區域Ⅰ,繼續流動到模具的葉尖狹窄區域Ⅱ時遇到障礙,部分金屬改變流動方向,向定位凸臺處填充,使該處聚集足夠的金屬,適應了鍛件葉身的截面積變化(如表1所列),新、舊擠壓件外形如圖8所示,這樣既滿足了葉尖凸臺充滿的需要,又減小了終鍛時的投影面積,模擬結果如圖9、圖10所示。同時不完全采用閉式擠壓成形,允許多余金屬以毛邊的形式擠出,能夠起到保護模具的作用。
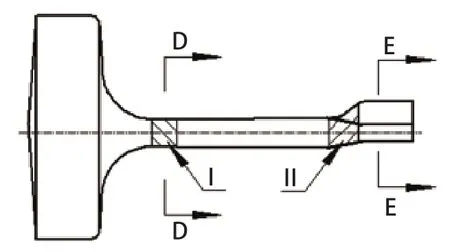
圖7 新擠壓件
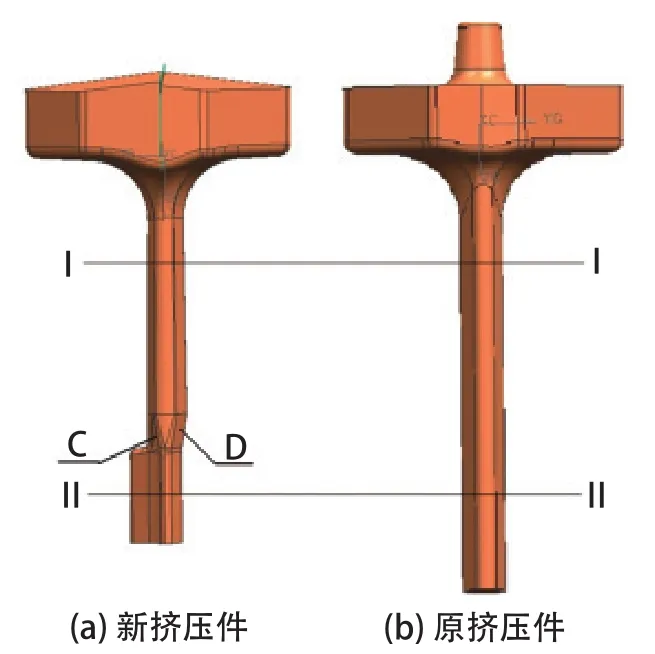
圖8 擠壓件截面選取位置
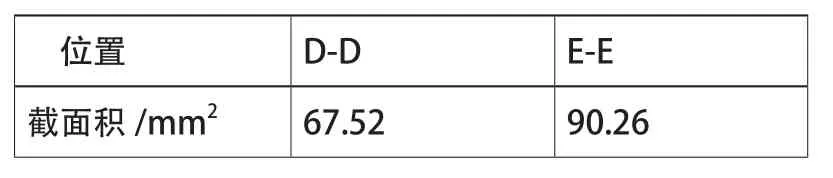
表1 新擠壓件各處截面積

圖9 模擬終鍛件
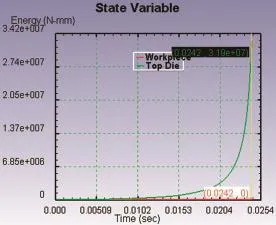
圖10 模擬終鍛需要的力
采用DEFORM-3D軟件模擬新擠壓件精密成形的過程,模擬終鍛件的投影面積為原始的63%,所用能量為3.19MN,預計能夠滿足設備以及工藝要求。
工藝試驗及結果
采用160t沖床擠壓試驗,擠壓前坯料加熱溫度為1050℃,擠壓模具表面預熱溫度為180~210℃。擠壓出的擠壓件如圖11所示。
圖11 新擠壓件實物照片
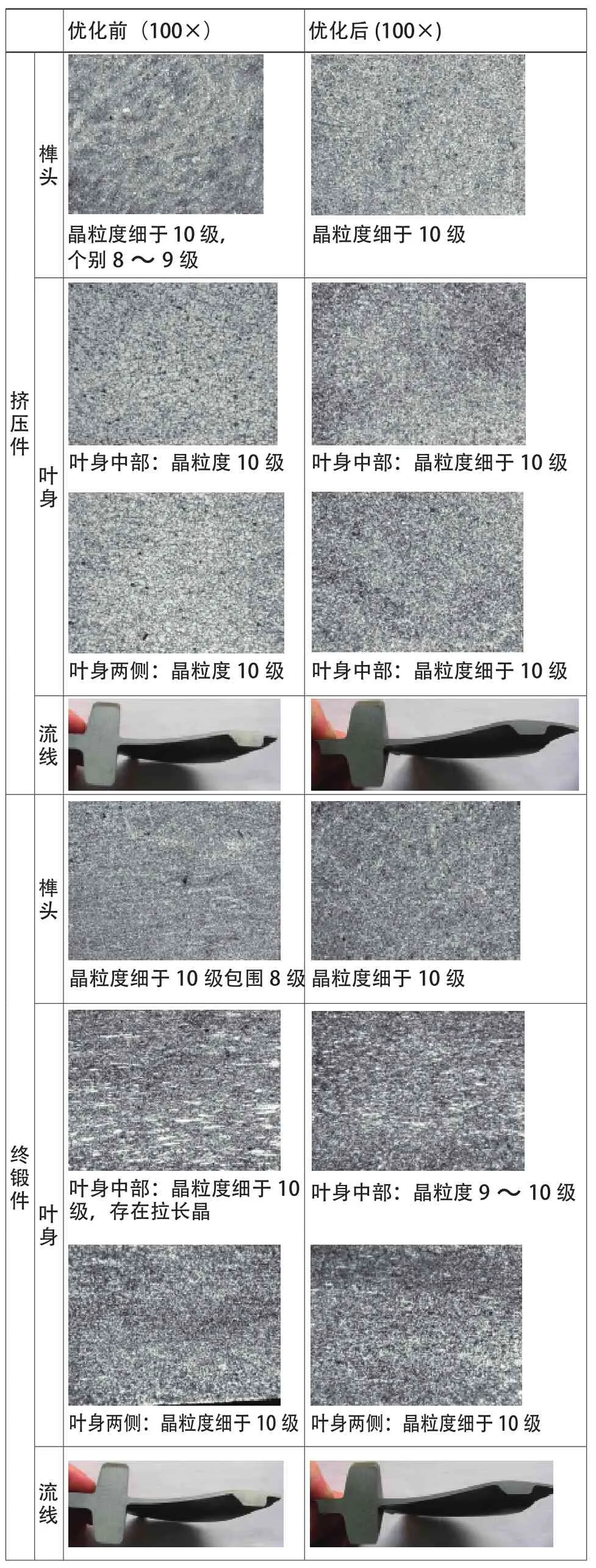
表2 優化前后擠壓件與終鍛件晶粒度對比

表3 優化前后擠壓件與終鍛件δ相對比
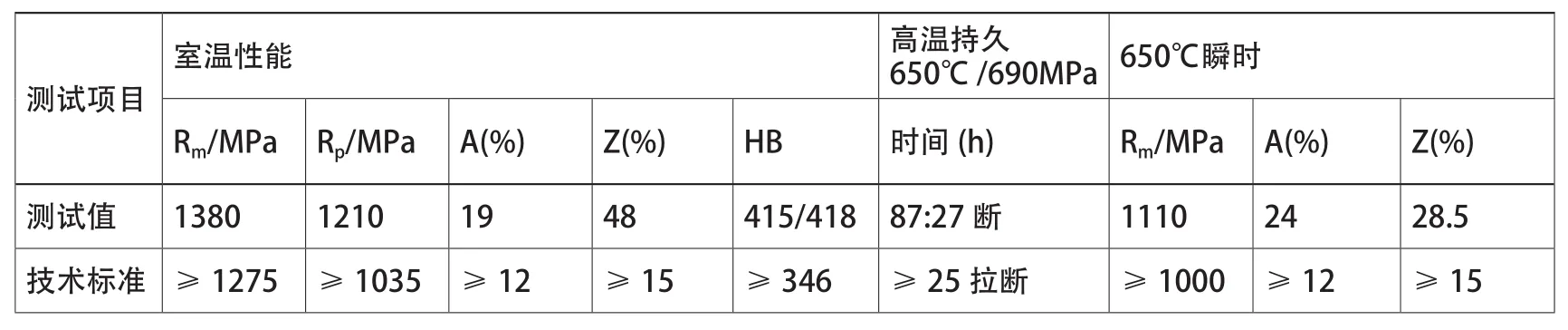
表4 新擠壓件所鍛葉片鍛件性能
采用1000t螺旋壓力機進行終鍛試驗,加熱溫度為1020℃,終鍛件完全充滿,且鍛件厚度達到工藝要求,終鍛件進、排氣邊沒有出現撕裂現象,將優化前后的擠壓件(改變前的擠壓件經過打磨修形)與終鍛件(鍛造參數相同)同時進行如下制度的熱處理:965℃保溫1h,空冷;隨爐升至720℃保溫8h,隨爐降至620℃保溫8h,空冷,并進行晶粒度對比分析(如表2所示)。
從表2中可以看出優化前后的擠壓件的晶粒度大體相當,優化后的終鍛件晶粒度要優于優化前的,兩種設計方式的擠壓件與終鍛件金屬流線均沒有目視可見的缺陷,符合標準要求。為了更加直接區分擠壓件優化前后的差異,對優化前后的擠壓件、終鍛件δ相進行了對比,如表3所示。
通過δ相的對比可以直接看出,優化后的擠壓件δ相明顯優于優化前的擠壓件,同樣與之相對應的終鍛件的δ相也優于優化前。GH4169材料的δ相在經過熱變形的材料或鍛件的冷卻過程中,δ相重新析出,變形量大,促進δ相的析出,數量就多。可見優化后的擠壓件終鍛更加合理,有利于轉子葉片的鍛造成形。經計算,優化后的擠壓件節省材料30.1%。用新擠壓件所鍛葉片鍛件性能見表4。
從表4中可以看出用新擠壓件所鍛葉片鍛件性能均達到技術標準指標要求,且均有一定的富裕度,表明所研制轉子葉片性能優良。
結論
⑴研究表明,采用開式擠壓成形,所擠壓的擠壓件葉身截面積過大,是初始擠壓工藝方案導致葉身厚度超差、葉片進排氣邊緣撕裂等問題的癥結所在。
⑵采用半閉式擠壓成形代替開式擠壓成形,適應了轉子葉片鍛件葉身的截面積變化,有效減小了葉片精密成形時的投影面積,降低所需設備打擊力,解決了葉身厚度超差、葉片進排氣邊緣撕裂等問題,且節省材料30.1%。
⑶采用優化后的擠壓制坯工藝,所成形的擠壓件和葉片鍛件晶粒度及主要強化相均優于優化前,所研制的葉片鍛件具備優良的性能。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
