10.9級法蘭螺栓斷裂分析
2016-06-14 07:31:45盧寵光劉善林
汽車零部件 2016年1期
盧寵光,劉善林
(長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心, 河北保定 071000)
?
10.9級法蘭螺栓斷裂分析
盧寵光,劉善林
(長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心, 河北保定 071000)
摘要:對汽車某斷裂法蘭螺栓進行外觀檢查、斷口分析、化學成分分析、金相組織檢查及硬度檢測等試驗,在理化試驗的基礎上,運用微觀斷裂理論對螺栓的斷裂原因進行綜合分析得出結論:淬火時碳勢控制不良造成螺栓表面增碳嚴重,而電鍍工藝氫原子的滲入導致裝配后的螺栓氫脆斷裂。
關鍵詞:螺栓;疲勞斷裂;電鍍;氫脆
0引言
汽車某法蘭螺栓,材料牌號為40Cr,規格型號性能等級為M10X1.25/YC10.9級,執行標準GB/T 3098.1-2010,表面經鍍鋅防銹處理。此螺栓產品用于汽車某零部件總成連接,在裝配48 h后螺栓頭部和桿部結合處發生自然斷裂。為找到斷裂原因,對斷裂螺栓進行了綜合分析。
1試驗分析
1.1斷口分析
對螺栓斷裂失效樣品進行斷口形貌分析,測試結果如下:
(1)如圖1所示,在裝配48 h后法蘭螺栓頭部和桿部結合處發生自然斷裂,此處應用面積大于螺紋處,斷裂處無明顯塑性變形。
(2)如圖2—4所示:斷裂源于螺栓頭部和桿部結合處的外表面R角位置,并向螺栓中心擴展。擴展區(A、C區)主要為沿晶脆性斷口,沿晶面上有明顯的塑性變形韌窩(雞爪痕)和微孔特征及大量的晶界分離溝槽,表現為典型氫脆斷口特征。
(3)如圖5所示,斷口中心B區為塑性韌窩帶,此區為螺栓受力面積變小在靜載荷下產生的斷裂終斷區。

圖2 斷口宏觀形貌(箭頭處為裂紋源)

圖3 A區域斷口微觀形貌

圖4 C區域斷口微觀形貌

圖5 B區域斷口微觀形貌
綜合以上分析,綜合斷面形貌和斷裂背景情況,推斷此螺栓為氫脆延遲斷裂。
1.2化學成分分析
對螺栓斷裂樣品和正常樣品進行化學成分分析,測得的結果如表1所示。
從表1可見:此斷裂螺栓和正常螺栓化學成分均符合標準GB/T3077-1999對牌號40Cr的要求。

表1 化學成分測試結果 %
1.3實物拉伸測試
對同批次正常樣品進行實物拉伸測試,測試結果如表2所示。
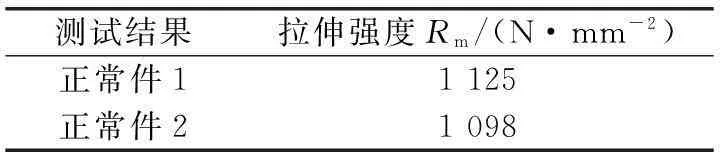
表2 拉伸性能測試結果
標準GB/T 3098.1-2010對10.9級螺栓要求為Rm≥1 040 N/mm2,因此同批次正常樣品拉伸強度合格。
1.4金相分析
對螺栓正常樣品和斷裂失效樣品進行金相分析,測試結果如表3所示。
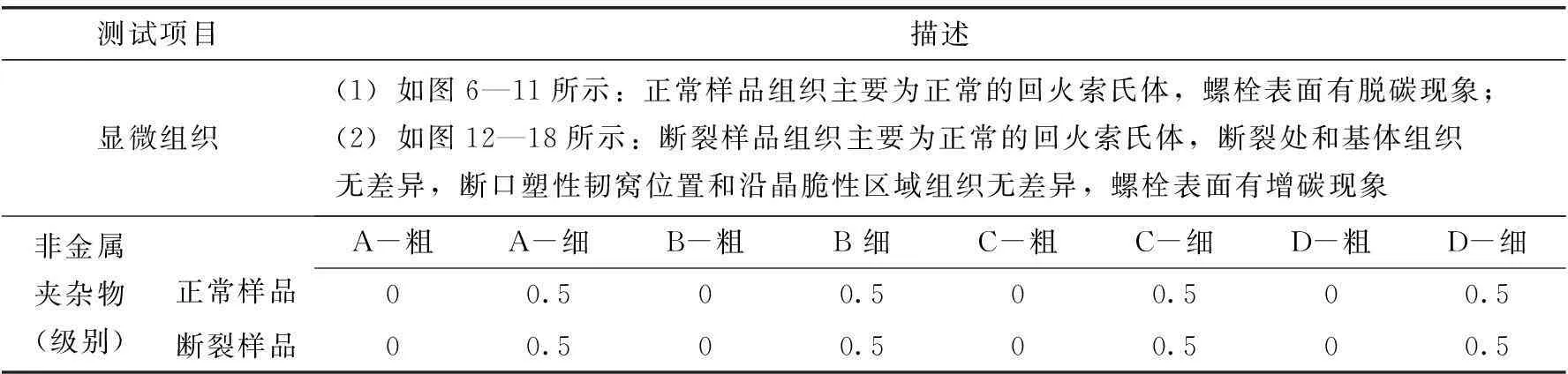
表3 金相分析結果
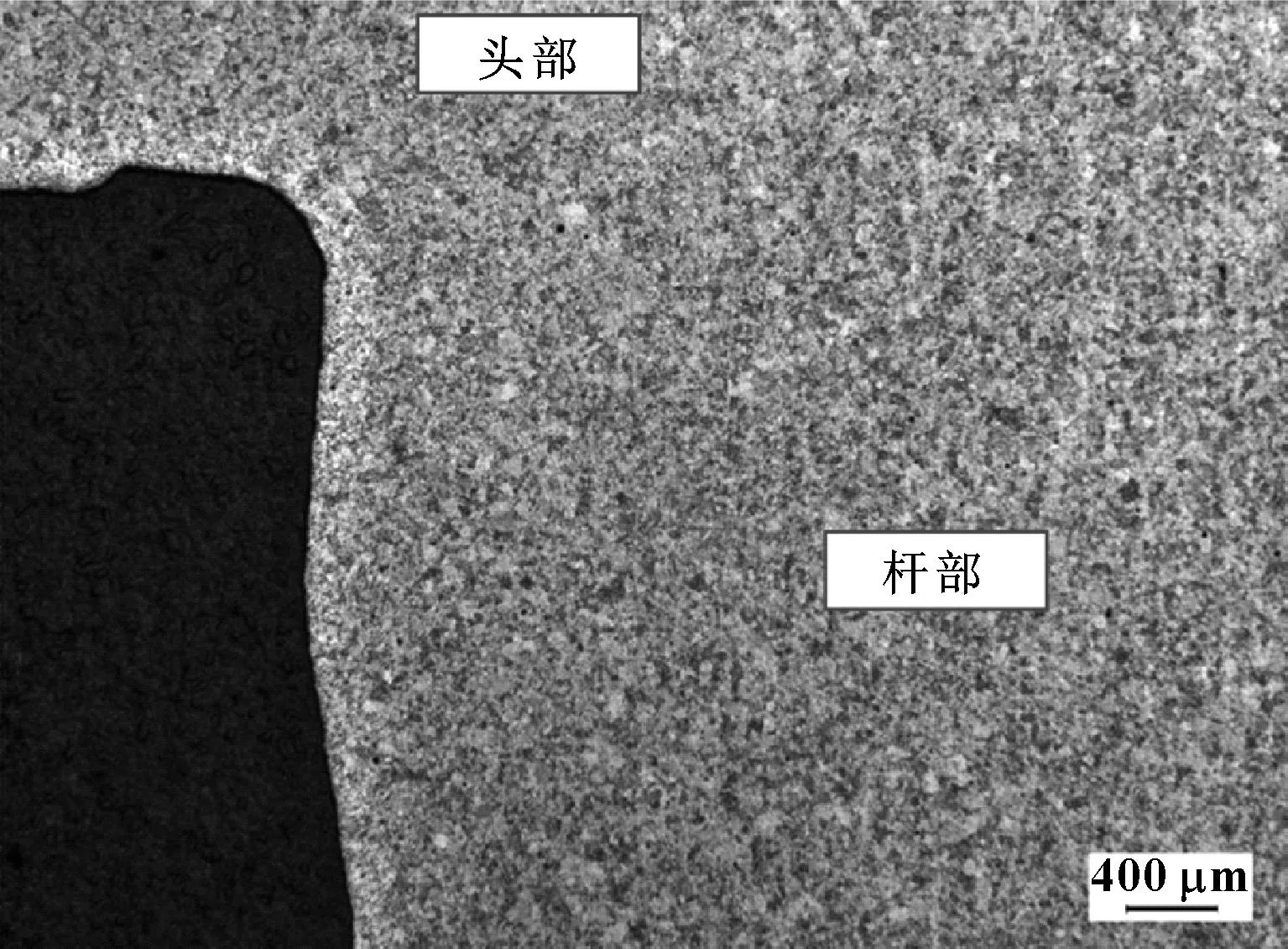
圖6正常樣品組織(25×,4%硝酸酒精溶液浸蝕)

圖7 正常樣品組織(100×,4%硝酸酒精溶液浸蝕)
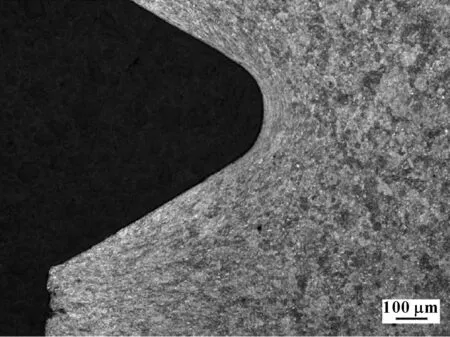
圖8 正常樣品螺紋組織(100×,4%硝酸酒精溶液浸蝕)
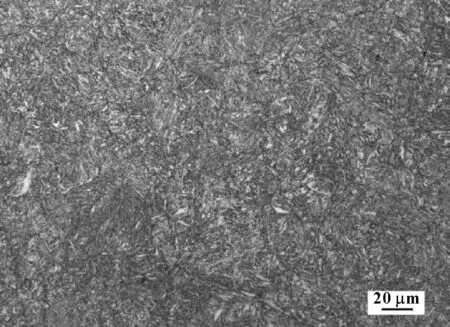
圖9 正常樣品芯部組織(500×,4%硝酸酒精溶液浸蝕)

圖10 正常樣品表面組織(500×,4%硝酸酒精溶液浸蝕)

圖11 正常樣品拋光形貌(25×,未浸蝕)
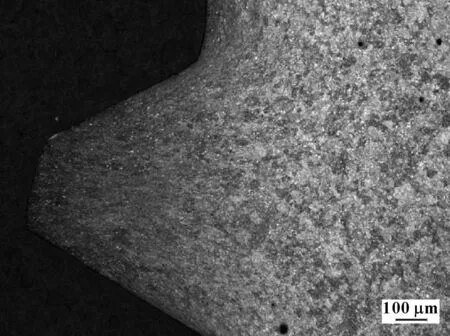
圖14 斷裂樣品螺紋組織(100×,4%硝酸酒精溶液浸蝕)
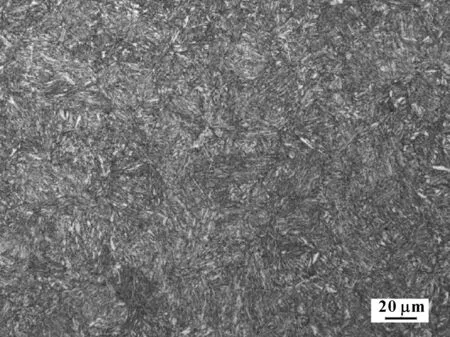
圖15 斷裂樣品螺紋組織(100×,4%硝酸酒精溶液浸蝕)

圖16 斷裂樣品表面組織(500×,4%硝酸酒精溶液浸蝕)
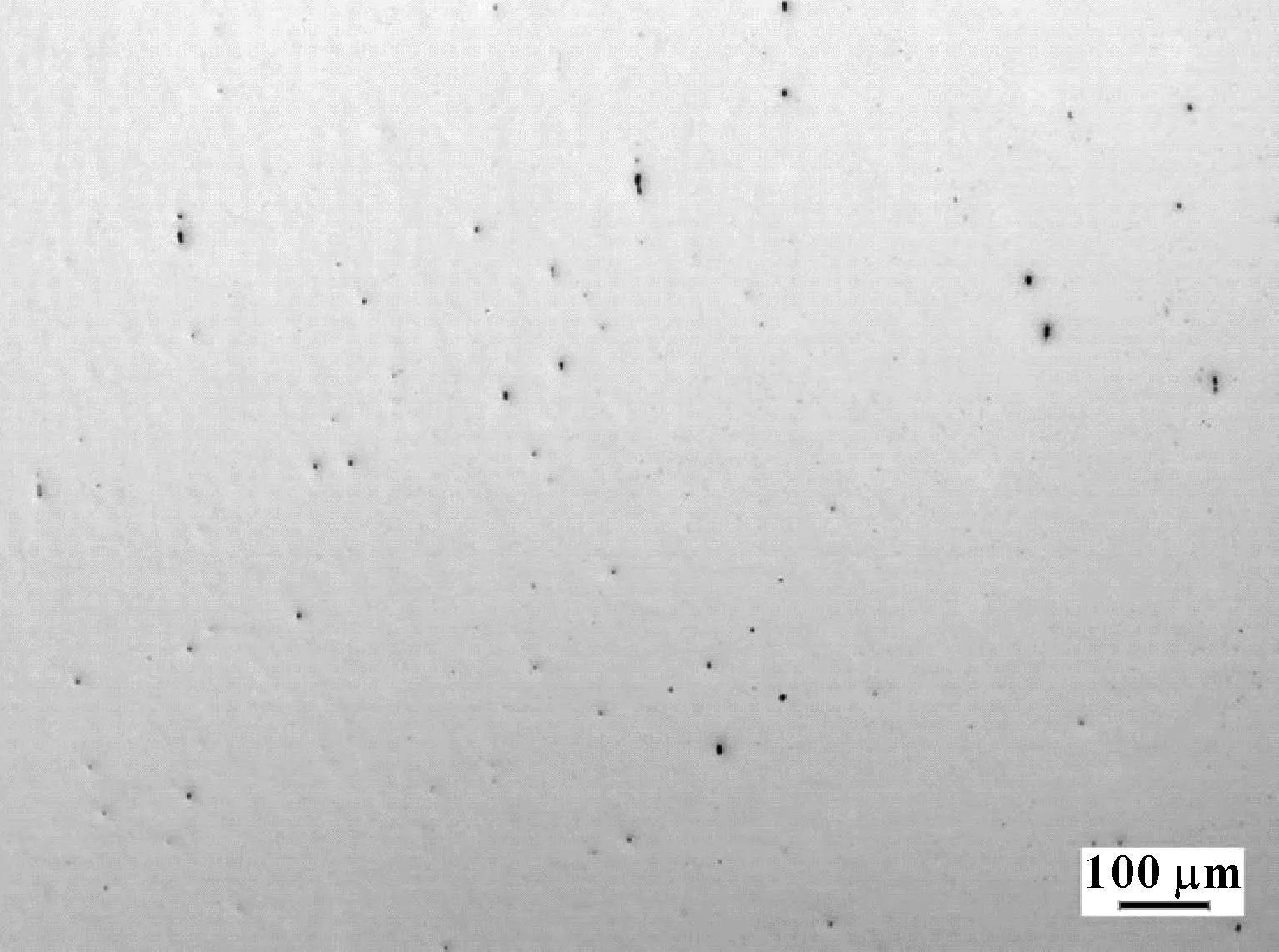
圖18 斷裂樣品拋光形貌(100×,未浸蝕)
1.5硬度測試
對螺栓正常樣品和斷裂樣品進行硬度測試,具體結果如表4所示。
對螺栓正常樣品和斷裂樣品進行表面硬度和芯部硬度測試,具體結果如表5所示。

表4 硬度測試結果
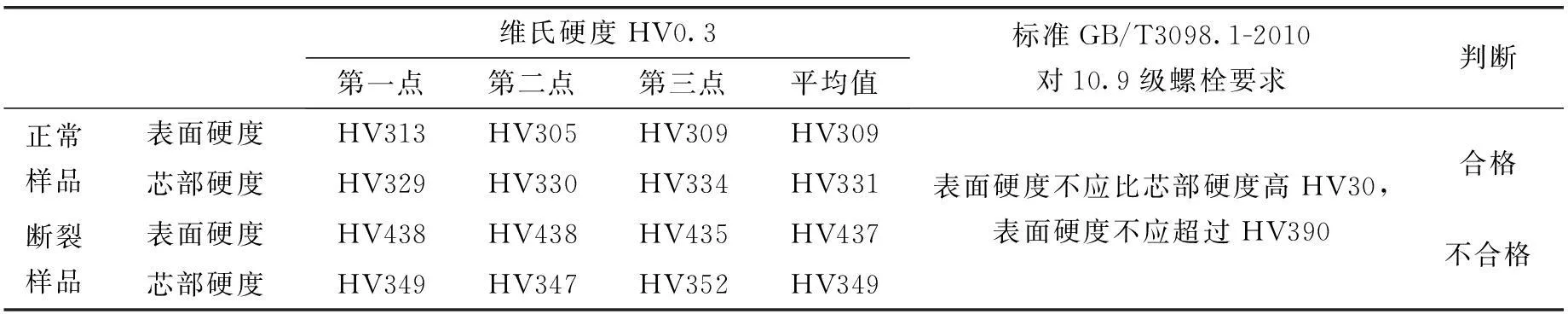
表5 表面硬度和芯部硬度測試結果
1.6脫碳和增碳試驗
對螺栓正常樣品和斷裂樣品進行脫碳和增碳測試,測試結果如表6所示。
標準GB/T 3098.1-2010要求:
未脫碳:HV(2)≥HV(1)-30
未增碳:HV(3)≤HV(1)+30
2分析與討論
經斷口分析,在裝配48 h法蘭螺栓在頭部和桿部結合處發生自然斷裂,此處應力面積大于螺紋處,斷裂處無明顯塑性變形。斷裂源于螺栓頭部和桿部結合處的外表面R角位置,并向螺栓中心擴展。擴展區(A、C區)主要為沿晶脆性斷口,沿晶面上有明顯的塑性變形韌窩(雞爪痕)和微孔特征及大量的晶界分離溝槽,斷口中心B 區為塑性韌窩帶,此區為螺栓受力面積變小在靜載荷下產生的斷裂終斷區。綜合斷面形貌和斷裂背景情況,推斷此螺栓為氫脆延遲斷裂。
經化學成分測試,斷裂樣品和正常樣品化學成分均符合標準GB/T 3077-1999對牌號40Cr的要求。
經實物拉伸測試,正常樣品抗拉強度符合標準GB/T 3098.1-2010對10.9級螺栓要求。
經金相檢測,正常樣品組織主要為正常的回火索氏體,螺栓表面有脫碳現象;斷裂樣品組織主要為正常的回火索氏體,斷裂處和基體組織無差異,斷口塑性韌窩位置和沿晶脆性區域組織無差異,螺栓表面有增碳現象。正常樣品及斷裂樣品齒部組織均有變形情況,說明螺栓是先熱處理后成型的,非金屬夾雜物正常。
經硬度檢測,斷裂樣品和正常樣品基體硬度符合標準GB/T 3098.1-2010對10.9級螺栓要求,但正常樣品表面增碳嚴重不符合標準要求。
綜合力學性能、硬度和金相檢測結果,說明螺栓熱處理工藝能符合螺栓強度要求,但淬火時保護氣氛碳勢控制不良導致螺栓表面增碳嚴重。
螺栓表面脫碳通常有利于延遲破壞性能的提高,但淬火時對于螺紋表面增碳是不允許的,會使螺栓強度增加而塑性下降,導致延遲斷裂。
螺栓熱處理后進行的表面鍍鋅工藝,如果電鍍工藝控制不當,除氫不徹底,將引起氫脆。而螺栓表面增碳現象將加重氫脆、延遲失效的敏感性。
3結論
綜合分析測試結果,此法蘭螺栓屬于氫脆延遲斷裂失效。斷裂主要原因為:淬火時碳勢控制不良造成螺栓表面增碳嚴重,而電鍍工藝氫原子的滲入導致裝配后的最終螺栓的氫脆斷裂。
改進對策:改善熱處理品質,控制好淬火加熱氣氛,并在電鍍后及時進行去氫處理。
參考文獻:
【1】張邦強,謝娟.10.9級高強度螺栓斷裂分析[J].大型鑄造件,2010(6):15-17.
【2】孫小炎.螺栓氫脆問題研究[J].航空標準化,2007(2):1-9.
【3】唐曉.熱浸鍍鋼材在海水中的氫滲透行為及其對材料力學性能的影響[D].青島:中國科學院海洋研究所,2006.
10.9 Flange Bolt Fracture Analysis
LU Chongguang, LIU Shanlin
(Research & Development Center of Great Wall Motor Company,Automotive Engineering TechnicalCenter of Hebei,Baoding Hebei 071000,China)
Abstract:Appearance inspection, fracture analysis, chemical composition analysis, microstructure examination and hardness testing experiment were completed to a car fractured flange bolt. On the basis of physical and chemical testing, micro-fracture theory was used to comprehensively analyze fracture reasons of the bolt. It is concluded that poor carbon potential control when the bolt is quenched causes serious recarburation on the surface of the bolt, and plating process hydrogen atoms penetrating leads to the final hydrogen embrittlement fracture.
Keywords:Bolt; Fatigue fracture; Plating; Hydrogen embrittlement
收稿日期:2015-08-13
作者簡介:盧寵光(1982—),大學專科,助理工程師,主要負責汽車零部件的質量提升及改進。E-mail:lcgwzj@163.com。
中圖分類號:U483
文獻標志碼:B
文章編號:1674-1986(2016)01-038-05