鈦鋼異種材料激光焊接的溫度場分布研究
2016-06-14 07:31:42胡小紅王玉玲許楊
汽車零部件 2016年1期
關鍵詞:激光焊接
胡小紅,王玉玲,許楊
(青島理工大學機械工程學院,山東青島 266033)
?
鈦鋼異種材料激光焊接的溫度場分布研究
胡小紅,王玉玲,許楊
(青島理工大學機械工程學院,山東青島 266033)
摘要:基于ANSYS有限元分析,利用高斯移動熱源,針對鈦合金與不銹鋼兩種屬性不同的材料,通過數值模擬研究激光焊接時偏焦量的變化對溫度場的影響。分析不同偏焦量下鈦鋼兩側溫度分布情況及其變化規律。通過模擬分析得出:鈦鋼異種材料激光焊接偏焦量偏離鋼側的距離不應超過0.7 mm,最佳偏焦量應為0.4~0.6 mm。
關鍵詞:鈦鋼異種金屬;偏焦量;溫度場;激光焊接
0引言
鈦合金材料具有很高的比強度、優異的抗腐蝕性以及良好的加工性[1],采用鈦合金取代部分鋼質體材料,可實現更廣范圍性能的要求。而部分替代的前提往往涉及到鈦鋼異種金屬的焊接問題。由于鈦合金與鋼在物理和化學性能上存在著明顯的差異,焊接時在焊縫中容易產生TiFe、TiFe2等金屬間化合物,使接頭脆化,嚴重影響接頭的強度和連接可靠性[2],并且焊接過程中易產生氣孔,加大焊接的難度。隨著激光焊接技術的發展與完善,激光焊接技術具有熔池凈化效應,能純凈焊縫金屬,適用于相同和不同金屬材料間的焊接。激光焊接能量密度高,對高熔點、高反射率、高導熱率和物理特性相差很大的金屬特別有利[3-7]。目前,對于鈦鋼異種金屬激光焊接的研究甚少,文中采用激光熱源偏向鋼側焊接的方法使鋼側金屬熔化實現熔釬焊,加強焊接接頭的強度。因此采用ANSYS對鈦鋼異種金屬激光焊接不同偏焦量下的溫度場進行模擬,對其溫度場進行綜合分析。
1激光焊接前處理
1.1模型的建立
仿真實驗材料選擇試件為304不銹鋼和TA15鈦合金兩種金屬,其尺寸都為50 mm×25 mm×2.5 mm,焊接中選擇兩種材料進行直接對接。建立的幾何模型如圖1所示:圖中線以上為不銹鋼材料,以下為鈦合金材料。

圖1 ANSYS中的模型
此次仿真采用Solid 70單元類型進行網格劃分,單元尺寸為1 mm。主要是由于網格劃分越精細計算精度越高,但如果網格劃分太細,計算效率會大幅下降,再加上實驗室計算機運行速度的影響,因此此次仿真沒有過于強調單元劃分的精細程度。
1.2材料屬性設置
此次仿真對其進行溫度場分析,不銹鋼和鈦合金化學成分和熱物理性能參數如表1—3所示。
表1TA15母材化學成分(質量分數)

%
表2304不銹鋼母材的化學成分(質量分數)

%

表3 TA15和304SS的主要物理性能對比
1.3載荷施加
(1)在異種金屬之間的對接面建立一個接觸對,減少接觸面對焊縫傳熱的影響。建立結果如圖2所示。
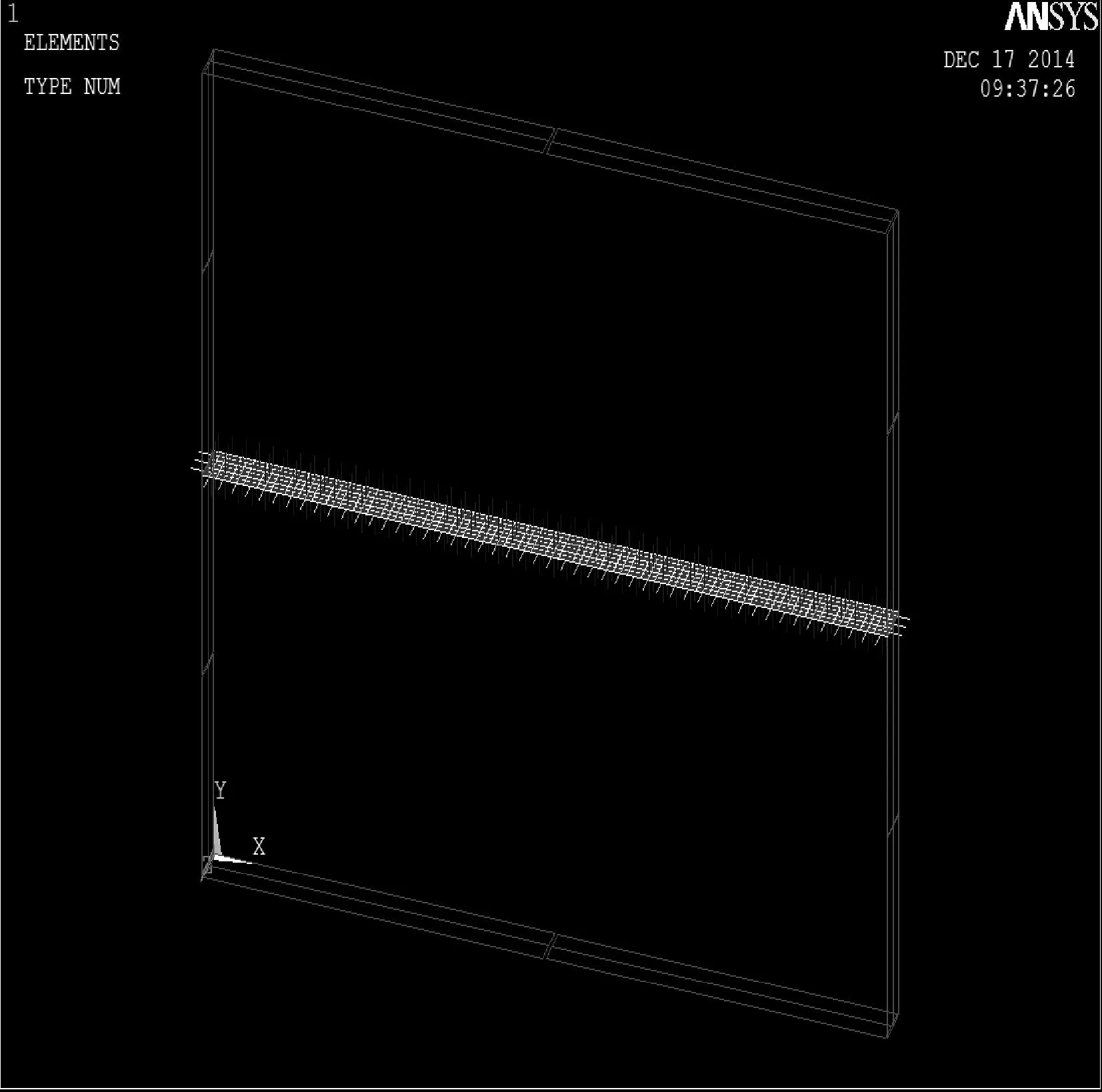
圖2 接觸對建立
(2)焊件初始溫度條件為:基體初始溫度為20 ℃。
(3)熱源模型對于模擬的真實性和準確性十分重要,現已有很多不同類型的模型[8-10],此次模擬采用高斯熱源模型。高斯熱源的熱流分布圖如圖3所示,恰好能夠模擬激光光斑的能量分布情況。
高斯熱源分布函數為:
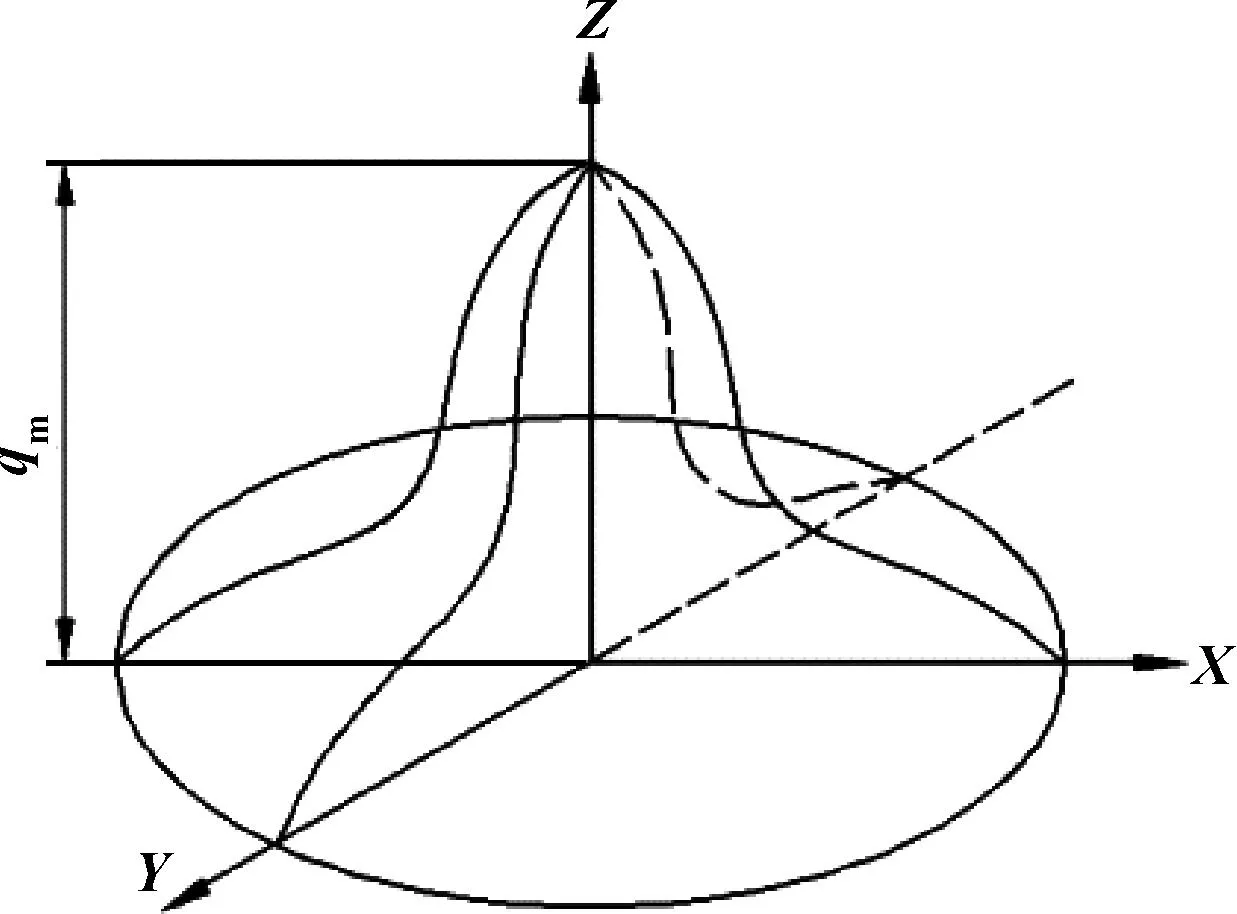
圖3 高斯熱源模型
此次模擬根據實際加工情況,熱源是沿著焊接方向移動的載荷,采用APDL語言編寫熱源加載子程序即可實現,偏焦量的實現靠通過程序改變熱源最初的加載點。主要加工參數為:熱源移動速度v=0.020 m/s,激光半徑r=0.004 m,激光功率P=2 000 W。
2模擬結果與分析
計算完畢后,查看熱源的移動過程和溫度場變化情況的動畫,偏焦量為0的情況下截取部分時刻溫度場的分布情況(單位:℃),如圖4和圖5所示。
由圖4各時刻的溫度分布可以看出:熔池隨熱源的移動而逐漸向前推進,但是熔池的形貌基本保持不變,這說明焊接熱過程是一個相對穩定的過程。從圖4還可以看到:工件上熔池的面積很小,這也進一步證明了激光束焊接能量密度大的特點。通過圖5中t=6 s和t=9 s的溫度分布云圖可以看出:由于鈦合金一側的導熱系數要比不銹鋼一側的小,所以在冷卻時鈦側冷卻速度較慢。通過圖4可以得到:在熱源直接作用的區域,由于激光束能量集中,加熱速度極快,所以溫度梯度較大,等溫線分布密集;而其他區域,由于激光束為局部加熱,受到的影響較小,溫度梯度大,等溫線分布較為稀疏。可見,由于其能量密度大,所以熔池及熱影響區的面積較小。
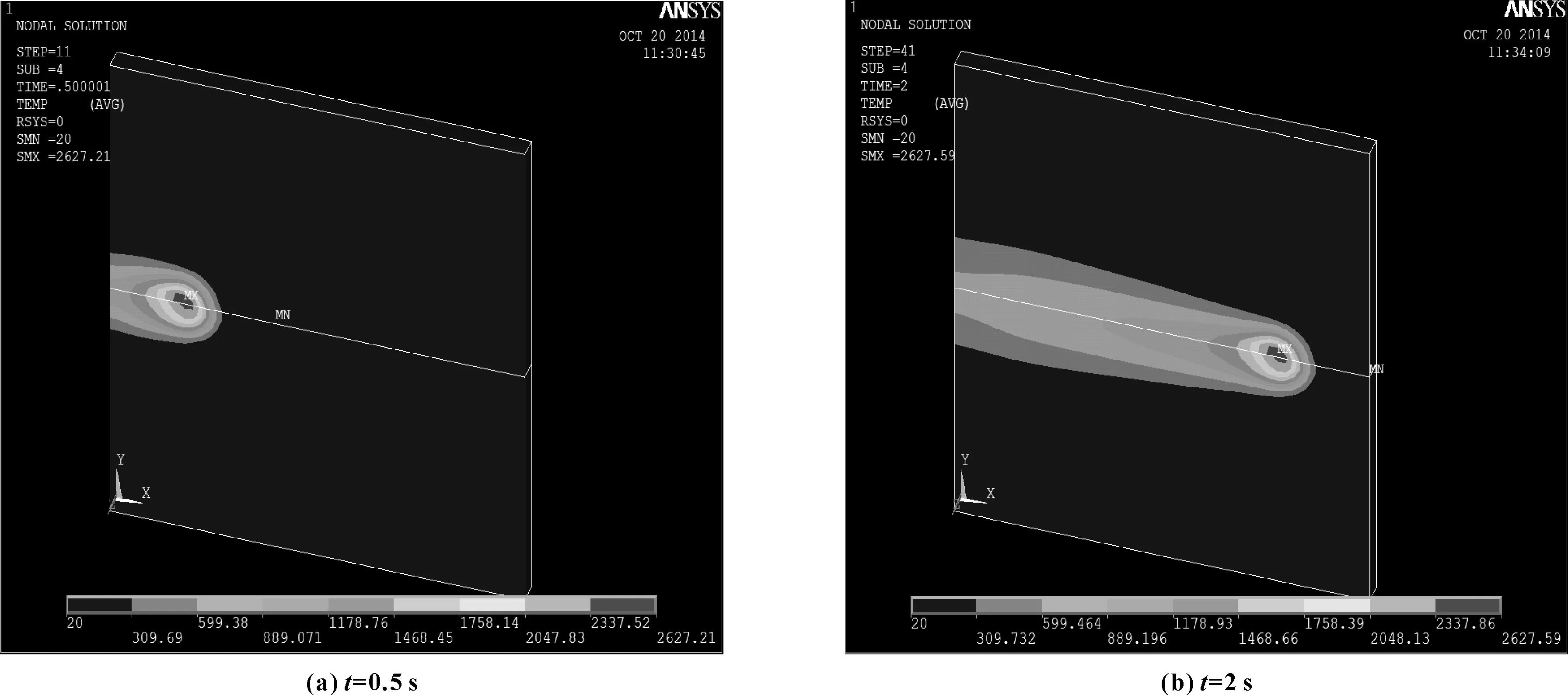
圖4 加熱階段
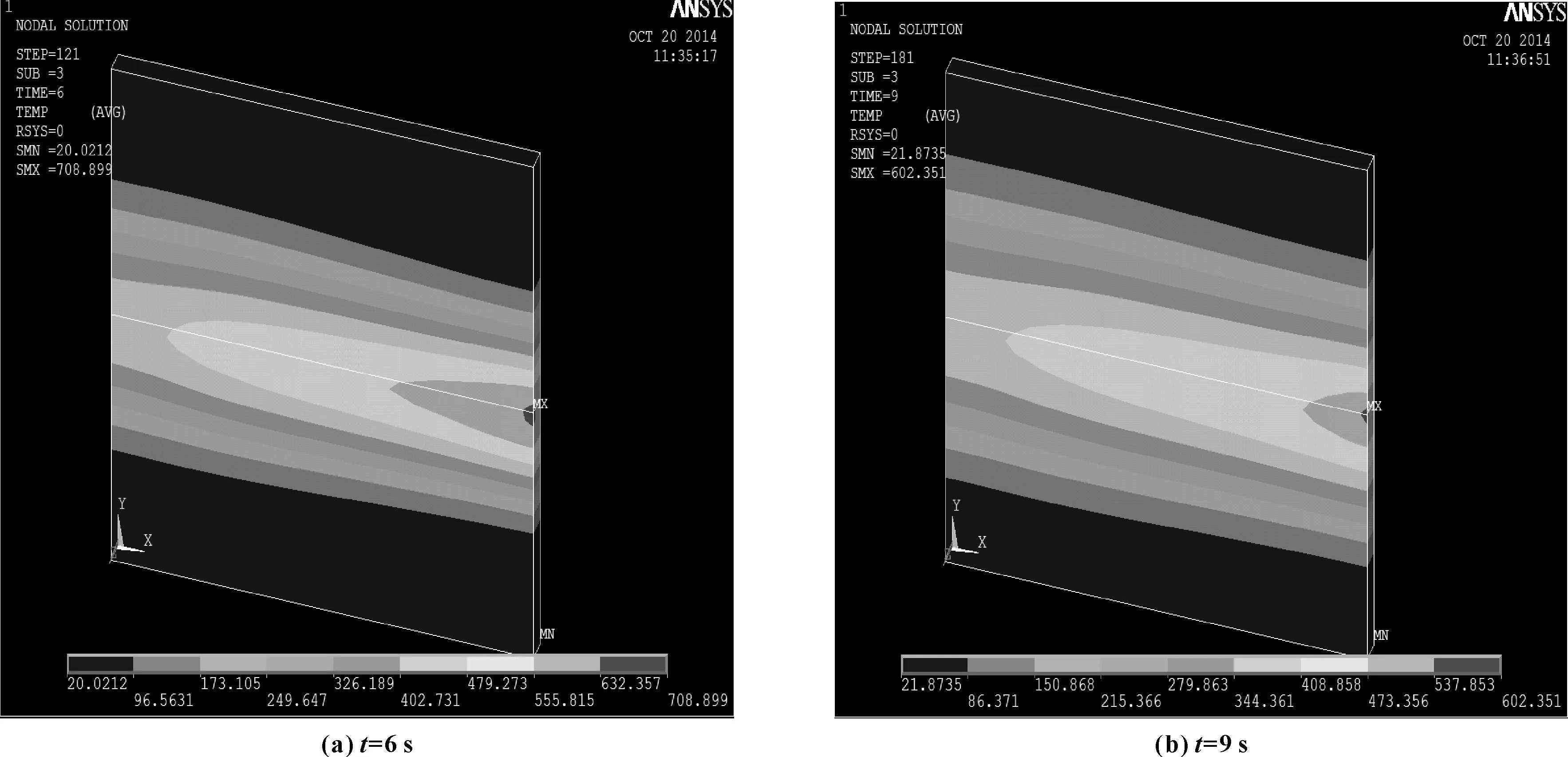
圖5 冷卻階段
為了得到鈦合金TA15與不銹鋼304兩側溫度場的分布情況,必須對焊接過程中某些節點的熱循環曲線進行分析。首先沿焊接方向選取節點進行熱循環曲線計算,分別選取焊縫中心距起焊位置5、15、25、35和45 mm 5個點的熱循環曲線進行了繪圖,所取節點分別定義為TEMP_2~TEMP_6,獲得的熱循環曲線如圖6所示。
由圖6可以看出,整個焊接過程為一個穩定的溫度場。隨著熱源的移動,5個節點先后達到了最高溫度;且當熱源移動到某一節點時,溫度迅速上升,之后又急劇下降。表明激光焊接熱傳遞非常快,能瞬間將金屬熔化。這也是保證其高熔池高深寬比的一個重要因素。
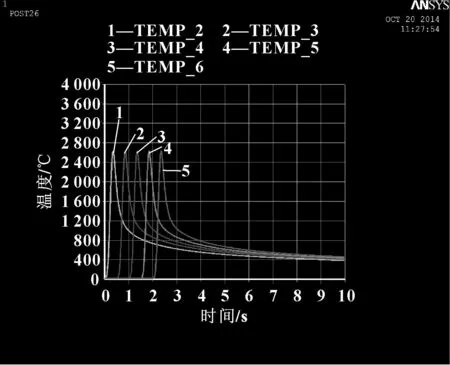
圖6 熱循環曲線圖
為繼續研究異種金屬激光束焊接溫度場特點,在鈦側和銅側垂直焊縫方向上各取6個節點進行熱循環曲線分析。在試件中分別取兩側距焊縫中心1、2、3、4、5和6 mm 6個節點,定義為TEMP_2~TEMP_7,計算得到的熱循環曲線圖如圖7所示。由圖7可以看出:激光束焊接的高溫區域非常小,溫度梯度非常大,不銹鋼一側1 mm與2 mm處溫度相差達到700 ℃ 。這充分體現了激光束焊接能量集中的優勢。
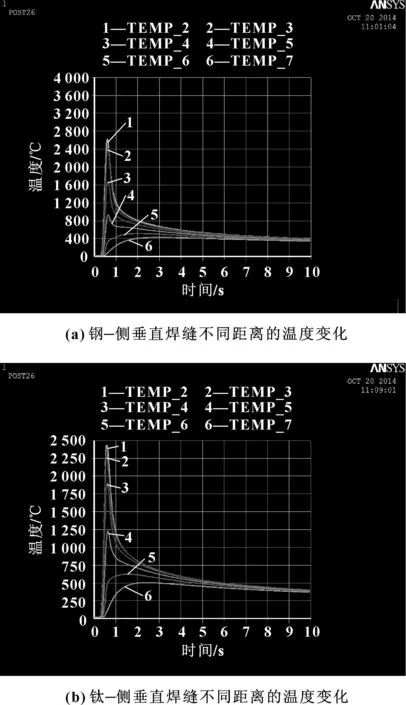
圖7 熱循環曲線圖
為進一步分析,分別把鋼一側和鈦一側垂直焊縫方向偏離焊縫中心1、2和3 mm的6個節點的熱循環曲線圖進行比較,其中鋼一側偏離焊縫中心1、2和3 mm的3個節點分別定義為TEMP_2 、TEMP_4和TEMP_6,鈦一側偏離焊縫中心1、2和3 mm的3個節點分別定義為TEMP_3、 TEMP_5和TEMP_7。如圖8所示。
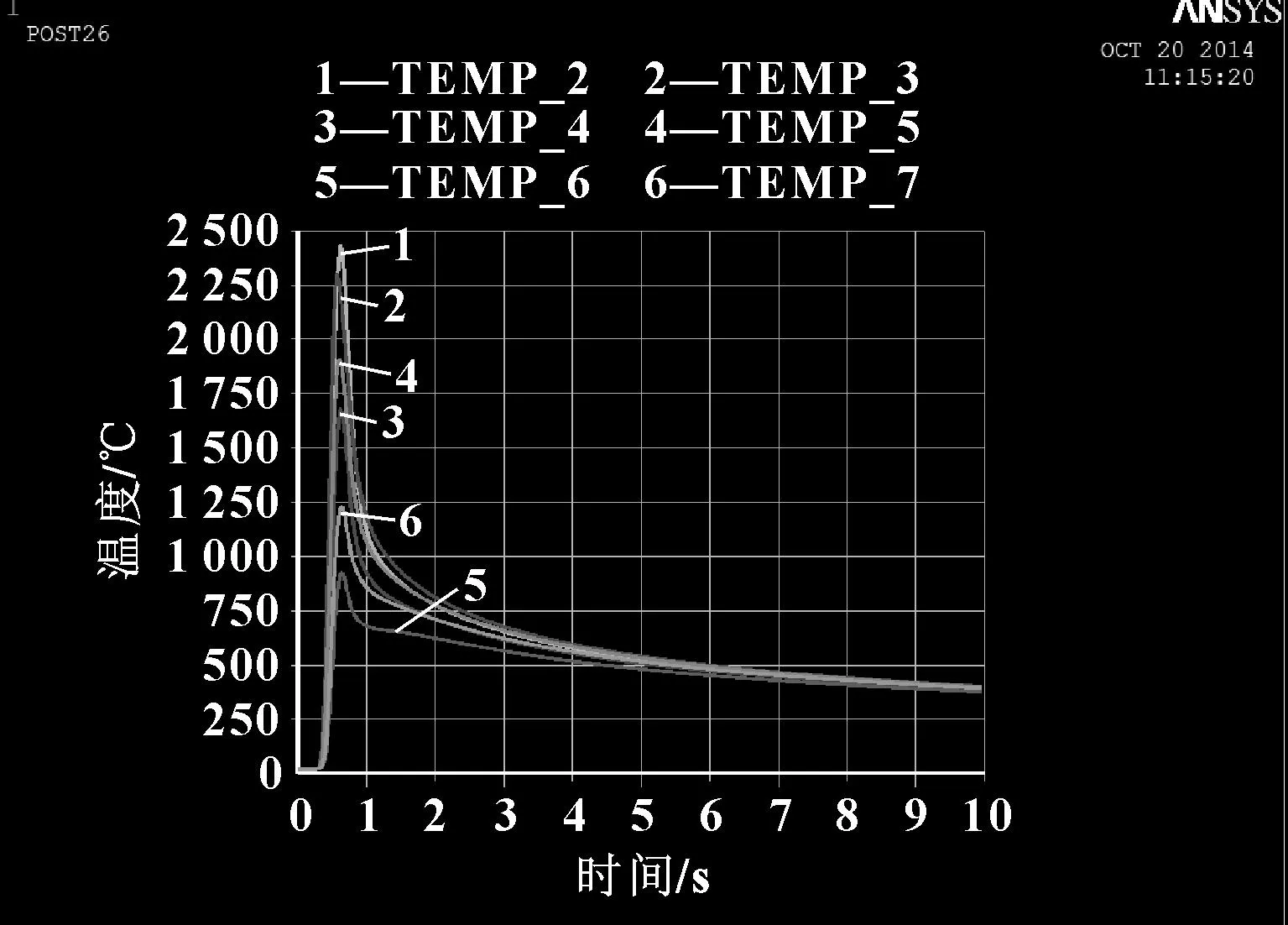
圖8 熱循環曲線圖
由圖8可以看出:距焊縫中心相同距離的兩側,各節點所達到的最高溫度是不同的。從1 mm以外鈦側的溫度要明顯高于鋼側,這是由于TA15的導熱系數要比不銹鋼304小,所以加熱時溫度比鋼傳到外部的速度要低,溫度上升要比不銹鋼一側的快。而1 mm內由于304不銹鋼的比熱容低于TA15鈦合金,所以溫度上升快。
3偏焦量對異種金屬焊接影響
針對鈦與鋼的焊接,此次模擬鋼側不同偏焦量下焊接的溫度場分布情況,分析鋼鈦異種合金焊接最適合的偏焦量值。此次仿真采用偏焦量為0.2~0.8 mm 7組不同的數據進行分析,對偏焦量為0.4 mm下的溫度場分布情況與偏焦量為0下的溫度場分布情況進行分析。
計算完畢后,查看熱源的移動過程和溫度場變化情況的動畫,在偏焦量為0.4 mm的情況下截取部分時刻溫度場的分布情況(單位:℃),如圖9和圖10所示。

圖9 加熱階段
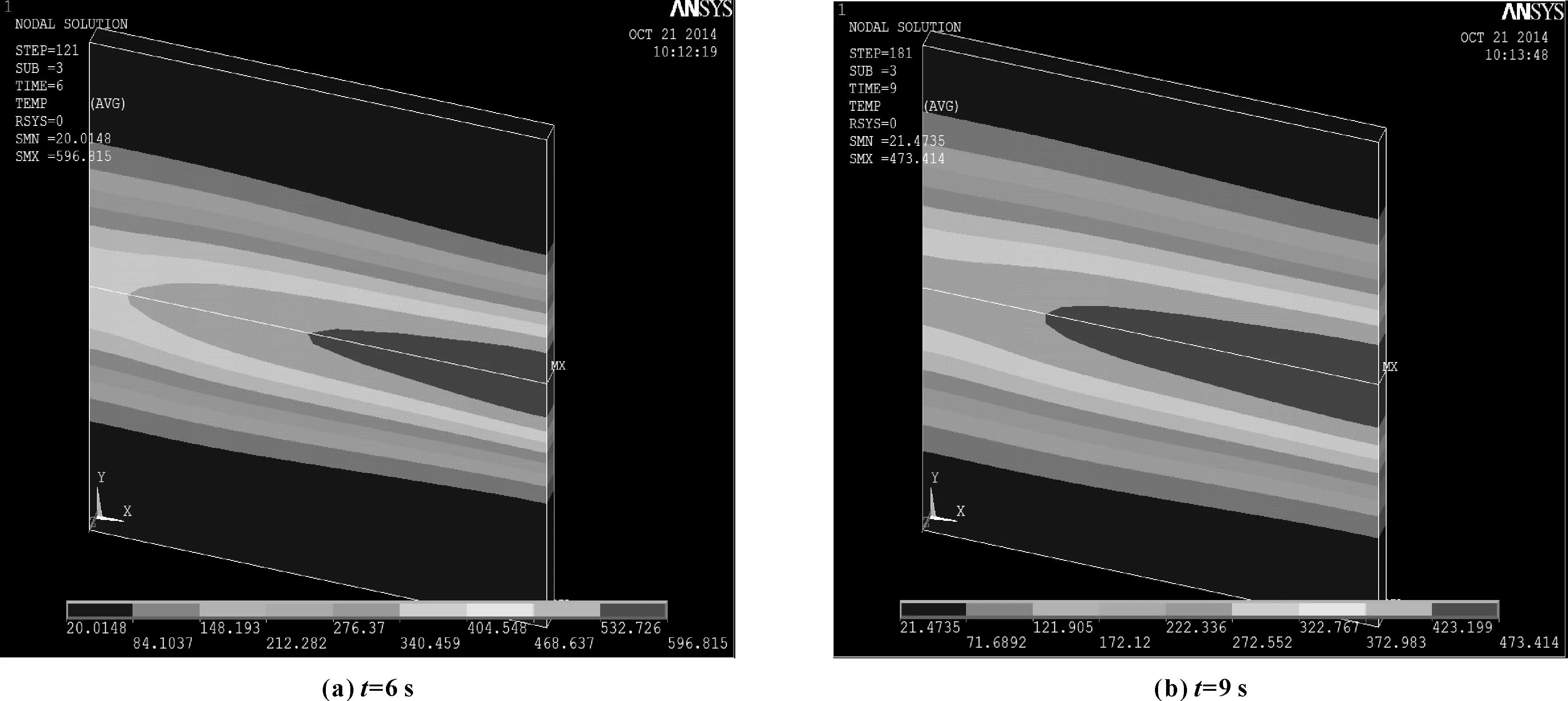
圖10 冷卻階段
由圖4和圖9相比較得出:熔池隨熱源的移動向前推進,其形貌基本保持不變,只是最高溫度由于偏焦量的影響向鋼側移動,從而保證存在偏焦量下仍是穩定的焊接過程。比較圖5和圖10可知:熱源向鋼側移動有利于焊件的冷卻,減少兩種金屬的作用時間,有利于提高其力學性能。
為繼續研究偏焦量對鈦鋼異種金屬激光焊接的影響,分別在鈦側和銅側垂直焊縫方向上各取6個節點進行熱循環曲線分析。在試件中分別取兩側距焊縫中心1、2、3、4、5和6 mm的6個節點,定義為TEMP_2~TEMP_7,計算得到的熱循環曲線如圖11所示。
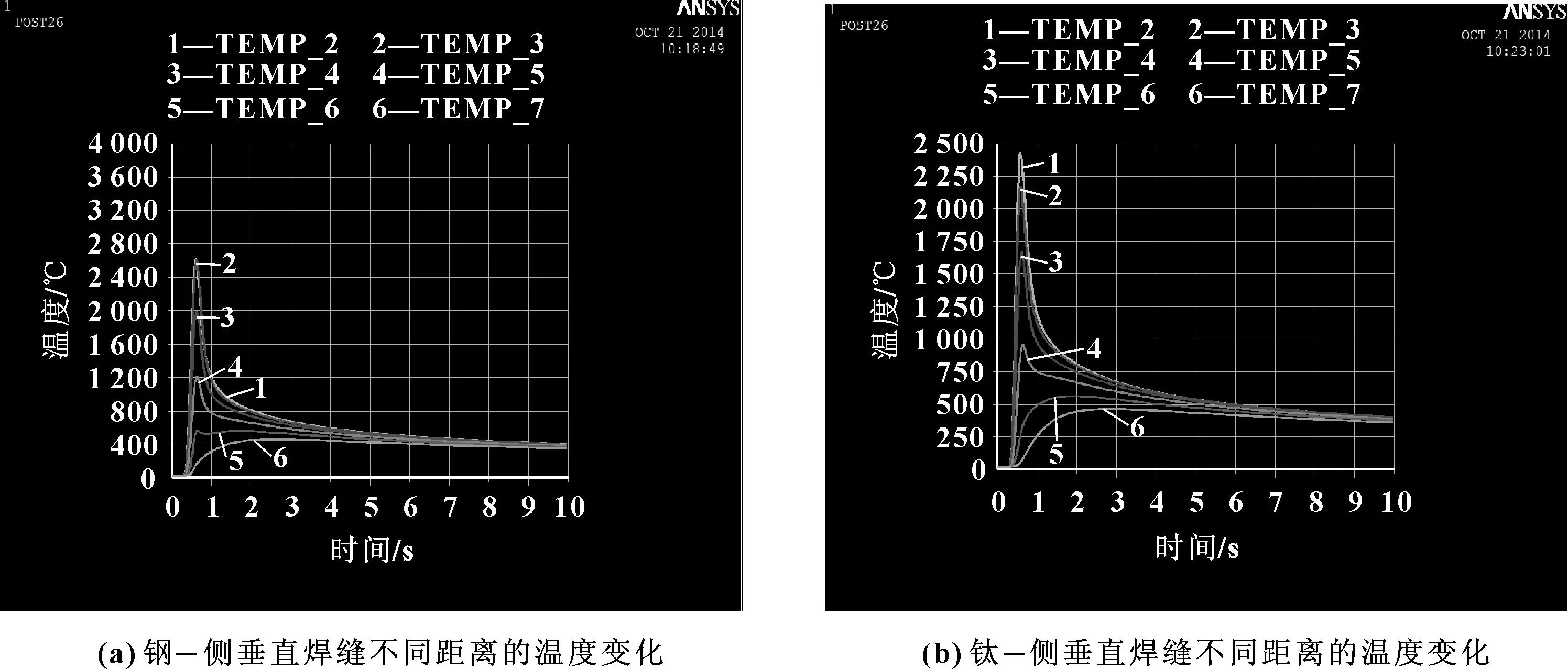
圖11 熱循環曲線圖
比較圖7和圖11可知:熱源偏向不銹鋼導致鋼側的溫度上升,且鋼側1 mm和2 mm 2個節點溫度逐漸趨于一樣,而鈦側的溫度趨于下降,且垂直焊縫方向相鄰兩個節點之間的溫度差越來越大。
為研究304不銹鋼和TA15鈦合金激光焊接的合理偏焦量,分別分析不同偏焦量下鋼和鈦兩側垂直焊縫方向上依次偏離中心焊縫4個節點上的溫度分布情況,整理如表4所示。
分析表4數據可知:當偏焦量小于0.4 mm時,304不銹鋼側1 mm處的溫度低于焊縫處的溫度,并且TA15鈦合金側的溫度下降不多;當偏焦量為0.4~0.6 mm時,304不銹鋼側1 mm處的溫度與焊縫處的溫度趨于相同,有利于實現不銹鋼側金屬熔化進行焊接的目的;當偏焦量大于0.6 mm時,304不銹鋼側1 mm處的溫度大于焊縫處的溫度,這樣不利于金屬溶液的流動導致焊縫性能降低。綜上分析:304不銹鋼和TA15鈦合金激光焊接的合理偏焦量應該在0.4~0.6 mm之間。

表4 不同偏焦量下不同節點上的溫度分布情況 ℃
4結論
(1)應用ANSYS有限元軟件可以較真實地模擬鈦鋼異種金屬激光焊接加工,各種數據以及研究方法可以為實驗和加工過程提供有意義的參考。
(2)移動熱源加載采用程序語言,可以方便改變參數從而精確實現熱源的偏移量。光斑的直徑大小對焊接最高溫度有較大影響,實驗時應注意控制光斑的大小。
(3)模擬結果表明:偏焦量偏向304不銹鋼一側可以有效改變鈦鋼兩側的溫度分布情況,并且可以加速焊件的冷卻速度。綜合多種因素考慮,304不銹鋼和TA15鈦合金激光焊接的合理偏焦量應該控制在0.4~0.6 mm之間。
參考文獻:
【1】MCDILL J M J,ODDY A S.A Nonconforming Eight to 26-node Hexahedron for Three-dimensional Thermal-elasto-plastic Finite Element Analysis[J].Computers and Structures,1995,54(2):183-189.
【2】孫榮祿,張九海.鈦及鈦合金與鋼焊接的問題及研究現狀[J].宇航材料工藝,1997(2):7-11.
【3】郭鵬,楊家林.TC4欽合金精密焊接工藝研究[J].機械,2001,28(4):35-36.
【4】李力鈞.現代激光加工及其設備[M].北京:北京理工大學出版社,1993:1-265.
【5】朱秀軍,熊建鋼,黃安國,等.欽合金TC4的激光焊接[J].電焊機,2004,34(9):13.
【6】鄒意會,張榮康.激光加工新進展[J].國外激光,1994,23(7):6-11.
【7】陳培峰,陳濤,丘軍林.材料加工用激光束質量初探[J].激光技術,1991,9(10):23-25.
【8】莫春立,錢百年,國旭明,等.焊接熱源計算模式的研究進展[J].焊接學報,2001,22(3):93-96.
【9】家權,肖順胡,楊新彥,等.焊接過程數值模擬熱源模型的研究進展[J].裝備制造技術,2005(3):11-13.
【10】盧宇峰.全熔透激光焊熱源數值模型及參數研究[D].上海:上海交通大學,2012:64-66.
Temperature Field Analysis of Laser Welding of Titanium Steel Dissimilar Material
HU Xiaohong, WANG Yuling, XU Yang
(School of Mechanical Engineering, Qingdao Technological University, Qingdao Shandong 266033, China)
Abstract:Based on ANSYS finite element analysis, using the moving gauss heat source, aiming at titanium alloy and stainless steel two kinds of different materials, the influence of partial focal value change on the temperature field of laser welding was studied through numerical simulation. The temperature distribution and its variation law on both sides of the titanium and steel under different partial focal value were analyzed. Through simulation analysis, it is concluded that the distance of the partial focal from steel side should not be more than 0.7 mm, best partial focal value should be 0.4~0.6 mm.
Keywords:Titanium steel dissimilar metals;Partial focal value;Temperature field;Laser welding
收稿日期:2015-09-09
作者簡介:胡小紅,女,碩士研究生,研究方向為不同材料之間的焊接。E-mail:hxh19900220@163.com。
中圖分類號:TG115.25
文獻標志碼:A
文章編號:1674-1986(2016)01-001-06
猜你喜歡
中國新技術新產品(2018年4期)2018-02-23 19:43:40
中國科技博覽(2017年48期)2017-12-13 10:52:42
山東工業技術(2017年19期)2017-09-27 10:10:03
山東工業技術(2017年18期)2017-09-12 04:09:59
科技創新與應用(2017年24期)2017-09-08 16:39:04
中國新技術新產品(2017年18期)2017-09-07 12:01:08
中國科技博覽(2017年21期)2017-07-21 18:09:23
中國科技博覽(2017年7期)2017-05-16 08:39:49
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05