廢舊橡膠熱解制取油氣的實驗研究
2016-06-06 05:54:27蔡慧芳鄭紫琴王夢琪楊宏立
化工生產與技術 2016年6期
蔡慧芳,曾 勝,鄭紫琴,王夢琪,楊宏立,葛 睿,王 燎
(1.中國人民解放軍92962部隊,廣州 510710;2.武漢科技大學化學與化工學院,武漢 430081;3.湖北省煤轉化與新型炭材料重點實驗室,武漢 430081)
多年來我國的橡膠消費量一直處在世界首位。大量的廢舊橡膠給我們的自然環境帶來了不可估量的影響。在我國,橡膠資源非常匱乏,資源占有量僅占全球總量的10%左右,但每年的消費量卻占到全球總消費量的25%以上[1]。而且全國60%以上的橡膠資源被用于各種橡膠的生產制造,并每年都在持續增長,因而持續增長的年橡膠產量以及沒有合理回收再利用辦法,使得我國越來越依靠國外進口來補充國內橡膠資源的缺乏[2]。廢舊橡膠中各種組分及質量分數為橡膠55%~62%、碳黑30%~33%、有機助劑6%~9%、無機助劑3%~6%[3]。
目前廢舊橡膠再利用的途徑主要有橡膠翻新、直接利用、熱分解、生產再生橡膠、生產硫化橡膠粉以及熱能利用。目前,對廢舊橡膠顆粒大小和程序升溫對熱解產油和產氣的影響的實驗研究較少,致使工業化設計缺少相應的設計數據。因此,本研究對橡膠粒徑、程序控制升溫等對熱解油氣產率的影響進行了探討,以期為廢舊橡膠回收利用生產工藝提供科學依據。
1 實驗部分
1.1 原材料及其分析
采用Vario EL III元素分析儀對廢舊橡膠的組成成分進行分析,結果見表1。
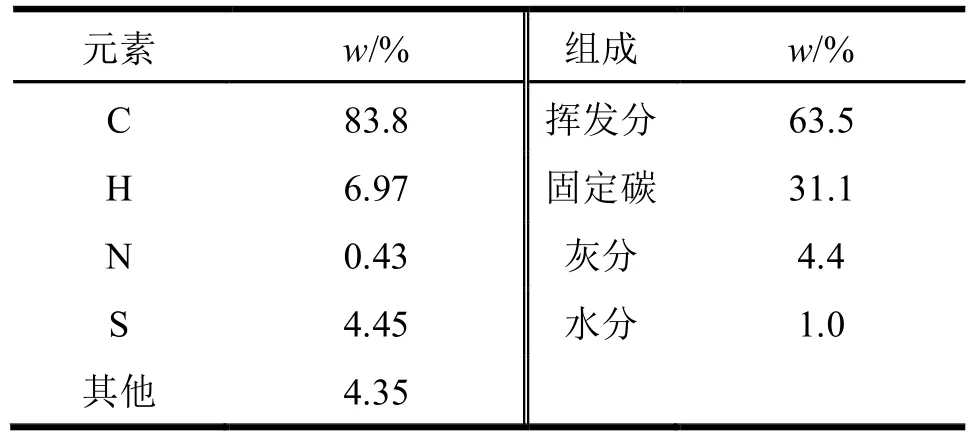
表1 廢舊橡膠的原料組成Tab 1 The raw material of scrap rubber
由表1可知,使用的原材料廢舊橡膠橡膠中主要元素組成是碳、氫、氮、硫,其他元素含量很少。揮發分、固定碳的質量分數高達94.6%,僅含少量水分。
另外,測得發熱量為3 399 MJ/kg,與其他廢棄高分子材料相比,熱值很高。
1.2 熱解實驗
采用圖1所示的熱解裝置。裂解反應器主體由外殼、上蓋、內膽、內蓋、檢修組件、耳座、保溫層、攪拌器、進料與排煙組件、出料裝置組成。
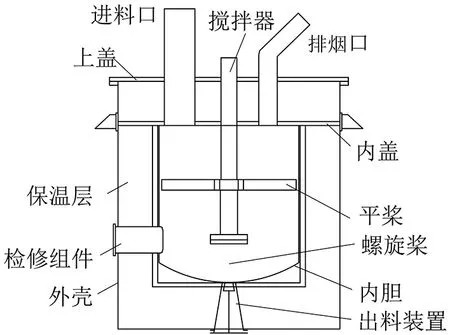
圖1 熱裂解反應器Fig 1 Pyrolysis reactor
對1 kg廢舊橡膠樣品進行熱解實驗。將熱解反應釜由常溫逐漸升高到800℃時,廢舊橡膠在熱解反應器中經過熱解反應產生熱裂化油氣,高溫熱解區反應產生的氣體通過輸出管道送入冷凝器,油氣經過冷凝器后液化并流入儲油罐中,高溫可燃氣體則進入氣體收集器。氣體收集器中的氣體經過除塵后,運用醇胺吸收法進行脫硫,尾氣在吸收塔內與自上而下的吸收劑逆流接觸后,凈化氣從塔頂排出。富液經解吸塔再生后循環利用,從再生塔頂引出的酸性氣經冷凝分液后去硫回收。
2 結果與討論
2.1 廢舊橡膠的顆粒大小對熱解反應的影響
實驗選用6種不同粒徑的廢舊橡膠,質量為1 kg,控制終止溫度為500℃,升溫速度為20℃/min,到達終止溫度后保溫時間為90 min,實驗開始前用氮氣吹掃30 min。實驗過程中觀察到溫度達到500~550℃時液體收集儲罐中的液體量最多,產生的液體油狀物呈黃褐色。在550℃后產生的氣體和液體量均減少,產生的液體呈黑色油狀,實驗數據如表2。
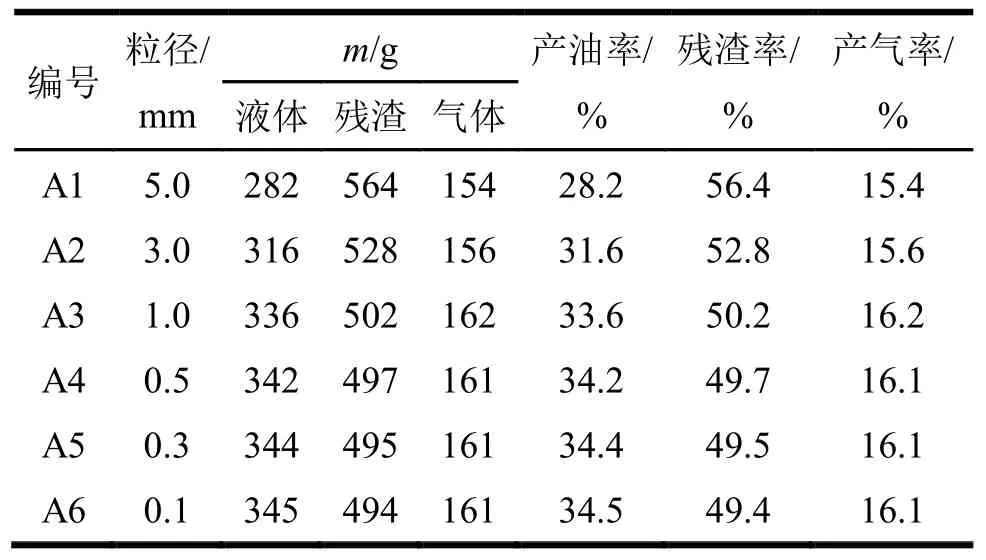
表2 廢舊橡膠顆粒大小對熱解產油和產氣量的影響Tab 2 The effect of particle size of scrap rubber on oil production and gas production by pyrolysis
由表2可知,當反應總量一定時,顆粒直徑越小,產油率越高,殘渣率越低。考慮到顆粒直徑小于等于0.3 mm后,油氣的總產率基本穩定在50.5%左右。后續各種熱解反應的工藝條件(升溫速度、終止溫度和保溫時間)對熱解反應的影響的考察實驗,均以0.3 mm的橡膠作為實驗對象。
2.2 升溫速度對熱解工藝的影響
升溫速度不同,顆粒從外到內的傳熱速率會不同,顆粒內溫度梯度不同,對顆粒的分解及產物成分產生一定程度的影響[4]。選用粒徑為0.3 mm的廢舊橡膠,質量為1 kg,控制終止溫度為500℃,到達終止溫度后保溫時間為90 min,實驗開始前用氮氣吹掃30 min,N2氣吹掃體積流量100 mL/min。考察了升溫速度對廢舊橡膠顆粒熱解工藝的影響,結果如表3所示。
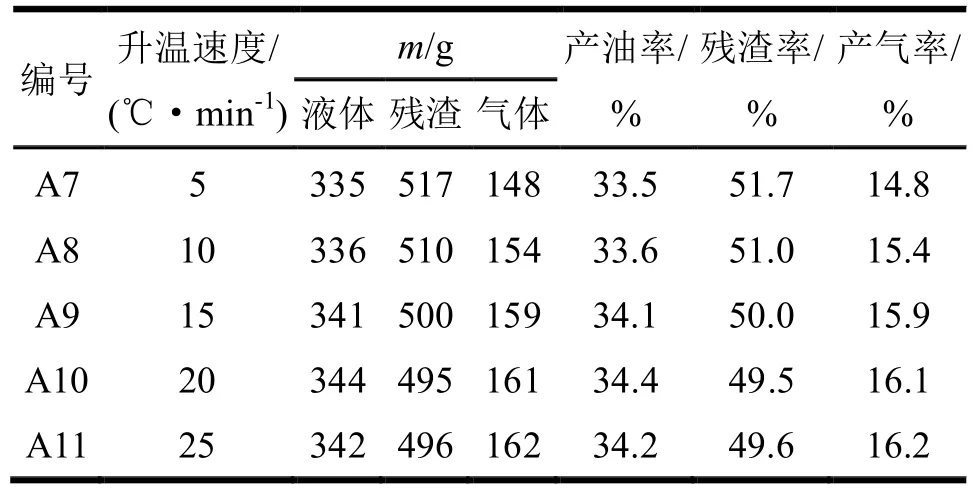
表3 升溫速度對廢舊橡膠熱解產油和產氣量的影響Tab 3 The effect of heating rate on oil production and gas production by scrap rubber pyrolysis
由表3可知,升溫速度熱解反應影響顯著。這主要原因是介質的擴散和熱量的傳遞需要一定時間,隨著升溫速度的提高,同一樣品不同升溫速度的每一段失重率基本相同,但升溫速度升高就會使得低溫段反應活化能和頻率因子降低[5]。隨著升溫速度的增大,廢舊橡膠顆粒的熱解特征溫度和最大熱解速率都明顯提高。實驗結果表明,隨著升溫速度的提高,同溫度下的揮發分析出速率急速增大,說明廢舊橡膠顆粒揮發分含量很高且具有集中析出的特性,也表明廢舊橡膠顆粒在低溫段的揮發分析出熱解失重非常迅速。此外,隨著升溫速度的提高,熱解后的殘留物也隨之減少,這也說明升溫速度的提高更有利于廢舊橡膠顆粒的熱解,并使其熱解更加完全,提高廢舊橡膠顆粒的熱解產率。
升溫速度影響熱解初始溫度、質量損失峰值溫度及熱解終止溫度。升溫速度不同,熱量自外向內傳遞的速度就不同,升溫速度直接影響反應釜壁與試樣、外層試樣與內部試樣間的傳熱和溫度梯度。對大多數廢舊橡膠顆粒而言,隨著升溫速度的降低,試樣有充分的時間接收熱量,使熱解起始溫度和終止溫度均降低,但是會延長廢舊橡膠熱解時間,也會使廢舊橡膠顆粒熱解不充分,導致廢舊橡膠熱解產率也隨著降低;反之,升溫速度增大,熱滯后現象的增加以及化學反應動力學因素就會使廢舊橡膠顆粒熱解的初始溫度、質量損失峰值溫度及熱解終止溫度均升高,這樣使得廢舊橡膠顆粒熱解更加完全,廢舊橡膠顆粒的熱解產率也會提高。
2.3 終止溫度對熱解工藝的影響
終止溫度決定了廢舊橡膠顆粒內熱解反應的程度。選用粒徑為0.3 mm的廢舊橡膠,質量為1 kg,升溫速度為20℃/min,到達終止溫度后保溫時間為90 min,N2氣體積流量100 mL/min的實驗條件下,考察了終止溫度對廢舊橡膠顆粒熱解工藝的影響,結果如表4所示。
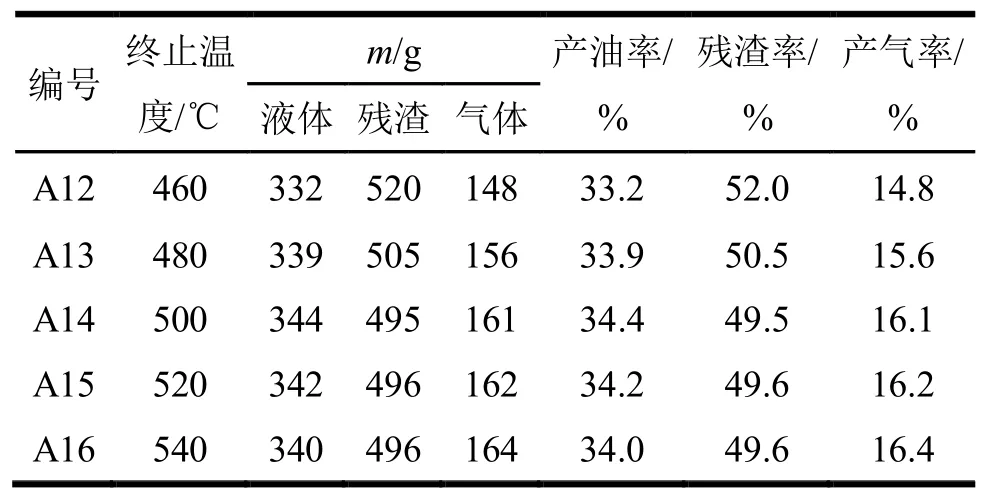
表4 終止溫度對廢舊橡膠熱解產油和產氣量的影響Tab 4 The effect of termination temperature on oil production and gas production by scrap rubber pyrolysis
由表4可知,終止溫度越高,反應區間變狹窄而且失重率下降,原因在于:一方面熱解溫度影響了殘渣的孔隙結構,增大孔徑大小,從而導致孔隙率和表面積降低;另一方面溫度升高揮發分的析出更為徹底,灰分含量更高。
終止溫度對熱解工藝的影響還表現在對廢舊橡膠顆粒熱解的氣、液、固三相產物產率的影響。隨著加熱溫度的逐漸升高,廢舊橡膠顆粒熱解氣體產物的產率不斷增加,固體殘留物不斷減少,而液體產率則在500℃時最高。隨著加熱溫度的逐漸升高,氣體產物分子中H2、CH4和異丁烯等氣態烴均呈現升高趨勢,表明了熱解溫度的升高使得廢舊橡膠顆粒的裂解程度進一步加深,從而有利于增加小分子氣體的收率,提高了廢舊橡膠顆粒所得熱解氣熱值;對于液體產品而言,當熱解溫度升高時,液體產品中的長鏈烴的穩定性顯著減弱,容易發生進一步分解而形成相對較小分子。
此外,還利用TG-MS儀分析比較了不同的廢舊橡膠顆粒在相同升溫速度下的熱解特性和產物成分。結果表明,在550℃左右,有機物熱解反應全部完成;但不同的廢舊橡膠顆粒對升溫速度的敏感度差別很大;熱解產物成分差異很大,產物包括烷、烯、烴、炔、芳香烴等,在不同升溫速度下產物成分變化不大,但產物成分比例不同;不同升溫速度下,熱解反應熵變焓變也不同,即反應所需熱量不同。
2.4 保溫時間對熱解工藝的影響
保溫時間的長短取決于廢舊橡膠顆粒的粒徑大小、廢舊橡膠顆粒的料層厚度及廢舊橡膠顆粒堆積的空隙率等相關因素。實驗選用粒徑為0.3 mm的廢舊橡膠,質量為1 kg,升溫速度為20℃/min,N2氣體積流量100 mL/min的實驗條件下,考察了終止溫度和保溫時間對廢舊橡膠顆粒熱解最大產油率的影響,結果如表5所示。
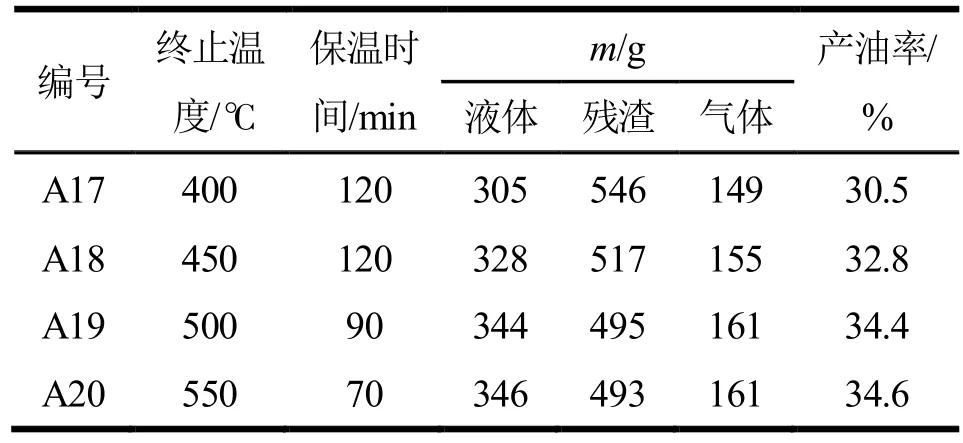
表5 保溫時間對廢舊橡膠熱解產油和產氣量的影響Tab 5 The effect of heat preservation time on oil production and gas production by scrap rubber pyrolysis
由表5可知并結合實驗現象,在一般情況下,保溫時間越長,產油率就越大;而終止溫度在400℃以下時,廢舊橡膠顆粒的質量變化較小,最大產油率基本不隨著保溫時間變化;溫度超過450℃之后,廢舊橡膠顆粒的質量變化非常明顯,失量較大,最大產油率逐漸升高。但是隨著保溫時間逐漸延長,基本不在產生油氣;在450~550℃的時候,廢舊橡膠顆粒達到主要失量階段,質量的變化也最大,都超過了45%,最大產油率隨著溫度的升高而升高,同時隨著終止溫度的提高,達到最大出油率所需的保溫時間也越小。最終得出,適宜的終止溫度控制在450℃左右、保溫時間控制在120 min左右;終止溫度控制在500℃左右,保溫時間控制在90 min左右。
當保溫到達一定時間后,再延長保溫時間,對廢舊橡膠顆粒的出油率影響不大。廢舊橡膠顆粒熱解的保溫時間與粒徑大小,干餾終溫都有一定的關系。當熱解溫度較低時,油產率隨保溫時間的延長而增加;當熱解溫度較高時,完成其中的有機質分解所需時間較短。
3 結論
通過組裝的1套廢舊橡膠橡膠顆粒高溫熱解制取再生油氣裝置,完成了千克級廢舊橡膠的熱解實驗,優化了熱解實驗的工藝條件,并對收集的熱解油氣產品進行定性與定量分析檢測。
結果表明,廢舊橡膠熱解產出較多油、產氣的溫度為500℃左右,550℃后油氣的產量增加較少。油氣的總收率為50.5%(0.3 mm顆粒料)左右。在較低溫度(450℃)和較高溫度(500℃)下所產的氣體的主要組分均是甲烷、氫氣、異丁烯,但高溫下(550℃)熱解時產生更多的輕組分氣體,如甲烷、氫氣。熱解油樣主要組分是C16~C19類的重柴油組分和C20以上的重油組分。
[1]張兆紅,杜愛華.廢橡膠熱裂解的應用研究進展[J].中國資源綜合利用,2011,29(3):36-38.
[2]龐澍華.世界廢舊輪胎回收利用總體概況[J].中國輪胎資源綜合利用,2013(6):11-16.
[3]郭豪,梁鵬,郭慶民.廢輪胎熱解回收的產業現狀與創新技術[J].再生資源與循環經濟,2013(8):31-35.
[4]魯鋒.廢舊輪胎熱解相關實驗研究[D].天津:南開大學,2011.
[5]Roy C,Chala A,Daramstadth.The vacuum pyrolysis of used tires end-uses for oil and carbon black producrs[J].Ana1 App1 Pyrolysis,1999,51;201-221.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
