新型冰涼纖維紡織品的開發
2016-06-05 15:09:42薛建萍陳紅玲
山東紡織科技 2016年3期
關鍵詞:工藝
薛建萍,陳紅玲
(山東德棉集團,山東 德州 253000)
新型冰涼纖維紡織品的開發
薛建萍,陳紅玲
(山東德棉集團,山東 德州 253000)
文章根據云母冰涼纖維與圣麻/金屬混紡纖維的性能差異,將圣麻與金屬纖維條在并條工序進行條混,與云母冰涼纖維分別成紗,優化工藝配置,優選工藝參數,嚴格控制紡紗、織造過程,成功試織。對冰涼纖維紡織品的開發具有一生的參考意義。
云母冰涼纖維;圣麻纖維;金屬纖維;條混;工藝原則;柔和梳理
云母冰涼纖維是以滌綸為載體融入納米云母,利用其天然的層狀結構和“導熱+含水”雙重功效開發而成的新一代降溫散熱材料。該纖維化學性質穩定、抗紫外線、耐高溫、水合性強、具有珍珠般光澤,是一種真正意義上的具有天然冰涼效果的新型纖維,可廣泛運用于內衣、家居服飾、T恤等各類紡織品。我公司根據市場需求,研制開發了云母冰涼纖維純紡、混紡紗線及多種系列面料,該項目投放市場后,深受消費者歡迎,產品附加值高,利潤空間大,豐富了公司紡織面料的新品種,提升了公司生產技術水平,為企業取得了良好的經濟效益。現以經紗:圣麻/金屬纖維92/8 19.7tex,緯紗:云母冰涼纖維14.8tex,經緯密:429/307根/10cm,幅寬:155cm品種為例,將技術工作報告如下:
1 工藝流程
1.1 紡紗工藝流程
A002D型抓棉機→A035型混開棉機→FA029型多倉混棉機→FA106A型開棉機→A092A型混棉機→A076型單打手成卷機→A186D型梳棉機→FA315并條機(二道)→A456D粗紗機→FA507A細紗機—賜來福絡筒機
1.2 織造工藝流程
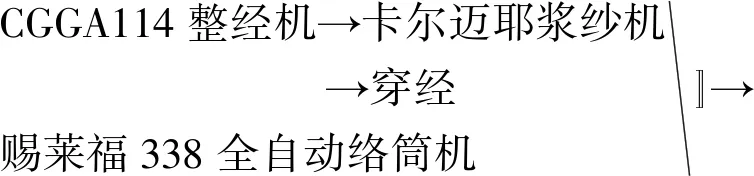
織造(噴氣織機)→檢驗
2 各工序主要工藝技術措施
該品種經向采用的圣麻/金屬纖維混紡紗,是選用金屬纖維條,在并條工序與圣麻纖維混并,在清梳聯上只加工圣麻纖維。對于該類原料的生產我們已經不陌生,采用正常工藝即可。下面重點說明云母纖維的紡紗技術措施。
2.1 清花工序
由于云母冰涼纖維整齊度好,不含雜,蓬松度大,容易開松,故生產時應以開松為主,應多松少打,各部隔距要適中,打擊速度不宜太高,以免損傷纖維,采用“少抓勤抓、以梳代打、多松少返”的工藝原則。為減少棉卷粘層現象,應增加緊壓羅拉壓力,適當降低棉卷羅拉轉速,車間相對濕度控制70%以上,下機合格棉卷用塑料布包覆好,梳棉隨用隨取。A076采用自調勻整裝置,控制棉卷不勻率在1.0%以內,正卷率在98%以上。主要工藝參數如下:抓棉打手速度740r/min,豪豬打手轉速為540r/min,梳針打手轉速為510r/min,三翼打手轉速為800r/min,風扇轉速為1200r/min,棉卷羅拉轉速為12r/min,棉卷干定量385g/m,棉卷長度為30m,成卷重量不勻率1.1%。
2.2 梳棉工序
為確保棉網質量,減少云母纖維損傷,生產時可按“輕定量、低速度、中隔距、小張力”的工藝,適當增大刺輥與給棉板的隔距,降低刺輥、錫林、道夫的速度,小漏底入口隔距放大,使用封閉式小漏底,蓋板選用齒密較稀的針布,且速度降到最低,減少蓋板與后車肚落棉,使總落棉量應控制在2%以內。同時適當增大錫林與刺輥表面速比,在避免錫林繞花和針布充塞的前提下錫林—蓋板隔距偏小掌握,以防止隔距過大影響分梳效果,造成棉網出現云斑和棉結。道夫、錫林轉移率要大,以減少纖維充塞、反復揉搓,增加梳理轉移,減少棉結的產生,保證纖維順利轉移。主要工藝參數如下:生條干重為15.3g/5m,錫林速度330r/min,剌輥速度980r/min,蓋板速度98/min,道夫速度19r/min,錫林-蓋板隔距為0.25、0.23、0.20、0.20、0.25mm,刺輥-錫林隔距為0.20mm,錫林-道夫隔距為0.18mm,給棉板-刺輥隔距為0.25mm,生條薩氏條干為15%,重量不勻率為3.75%。
2.3 并條工序
并條采用“大隔距、小張力、多并合、輕定量、慢速度”工藝原則,經過二道并合牽伸,提高纖維平行伸直度,改善條子內部結構,降低重量不勻,并條牽伸采用順牽伸工藝配置,頭并后區牽伸倍數控制在1.6倍~1.7倍,末并后區牽伸倍數控制在1.2倍~1.3倍左右,以減少彎鉤纖維,改善纖維的伸直平行度。合理調整給棉板開檔大小,使棉條排列緊密而不重疊,保證出條順利,減少棉網云斑、絲束破邊現象。圈條通道保持光潔滑爽,并條相對濕度控制在70%左右。主要工藝參數見表1。
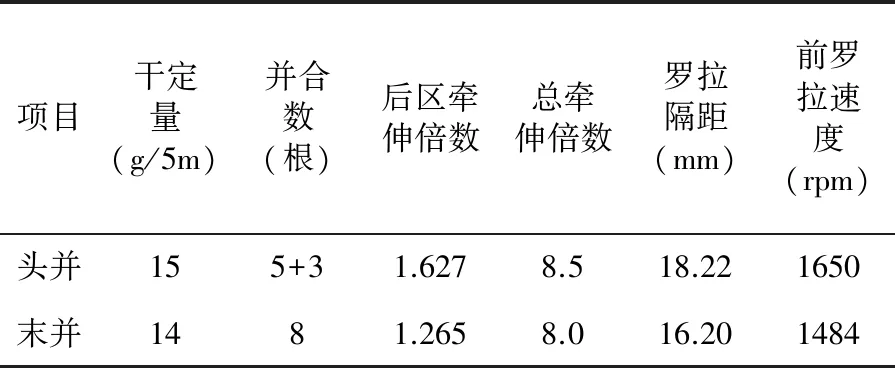
表1 并條主要工藝參數
2.4 粗紗工序
粗紗工序采用“輕定量、重加壓、強控制、較小的后欠伸、低速度”的工藝配置,以加強對牽伸區中纖維的控制,粗紗捻系數適當增加,可增加須條的抱合力,對降低成紗棉結,提高成紗條干水平,同時嚴格控制張力伸長,有利于減少紗條意外牽伸,減少粗細節和毛羽,提高成紗條干均勻度。
2.5 細紗工序
細紗宜采用“較大的羅拉隔距、較高的捻系數、低速度、小張力、小鋼領、輕鋼絲圈”的工藝原則,并采用進口鋼領和鋼絲圈,采用軟彈不處理膠輥和內外花紋膠圈,選用較小的后區牽伸倍數、較重的羅拉加壓、較小的前區羅拉隔距,為增加成紗強力,減少毛羽,降低細紗斷頭,成紗捻系數偏大掌握,絡筒速度和絡紗張力應偏低掌握。
2.6 絡筒工序
保持原紗的物理機械性能,減少斷頭、伸長及毛羽。重點清除粗細節、節紗等疵點,電清參數嚴格控制,并使用FA306A噴霧式空氣捻接器進行捻接,以生產優質無結頭紗,絡紗速度為575 m/min。清紗工藝參數如下:14.6tex紗線短粗節為140%×2.0 mm,長粗節為+50%×25mm,長細節為-50%×35mm。
2.7 成紗質量
通過質量追蹤、嚴格把關,圣麻/金屬混紡紗與云母纖維純紡紗均生產順利,細紗斷頭率低,生產效率高,半成品及成紗質量水平良好。紗線強力高,條干均勻,粗細節少,成紗質量指標如表2所示。
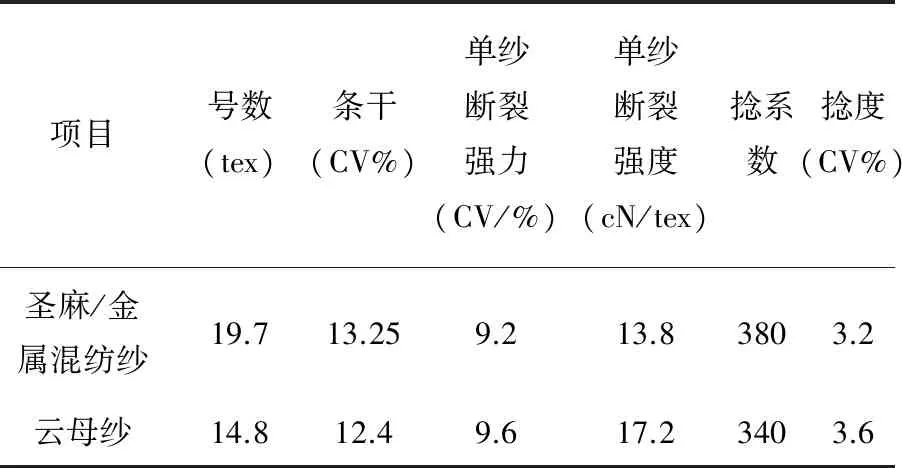
表2 紗線質量指標
3 織部各工序主要工藝技術措施
3.1 整漿工序
經紗為圣麻/金屬混紡紗,強力稍低,彈性略差,需選擇合適的漿紗工藝和漿料配方,通過漿紗有效提高紗線強力方面的不足,使之具有柔韌、延伸性好及均勻完整的漿膜,與紗線表面的粘著性好,保證落棉少,毛羽少,提高布機開口清晰度。經過多次試驗,我們采用“低車速、中張力、滲透與被覆并重”的原則,漿料配方如表3所示。
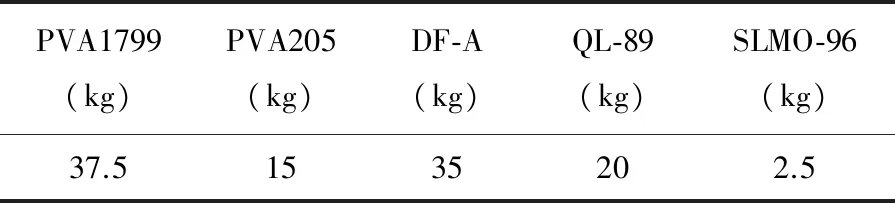
表3 漿料配方
3.2 織造工序
通過上述漿料配方及漿紗工藝的實施,漿紗干分絞明顯改善,脆斷頭明顯減少,紗線浸透被覆效果良好,織機效率由70%提高到85%以上。同時對織機氣壓、張力、引緯時間等參數作了相應的調整,減少了由于金屬纖維彈性差造成的開車橫擋疵布,保證梭口清晰,引緯順利,提高了織造效率,使下機一等品率大大提高。由于金屬纖維的落棉易造成織機誤停車,我們把噴氣織機的經紗斷頭自停裝置改造到機下,減少了飛花與其接觸的機會,減少了織機誤停車幾率。
4 結束語
針對云母纖維整齊度好、較蓬松等性能特點,紡紗各工序注意速度偏低掌握,采用柔和梳理,并嚴格控制好半制品的工序質量,以確保成品質量的穩定。因云母纖維紗線較脆,織機工藝調整為“早開口,中張力,高后梁”,更換為橡膠邊撐,減少了織疵。生產過程中注意加強空調管理和溫濕度調節,相對濕度應控制在60%~70%為宜,并采用先進的電子清紗器、空氣捻接器和新型紡織器材,使用先進的紗線檢測設備,進一步穩定和提高產品質量。
Development of New Types of Cool Fiber Textiles
XueJianping,ChenHongling
(Shandong Demian Group Co.,Ltd.,Dezhou 253000,China )
According to different properties of mica cool fiber and flax/metal blended fiber,flax and metal fiber were mixed in the drawing process,and mica cool yarn was spun separately.Technique configuration and process parameters were optimized,spinning and weaving process were controlled strictly,and product were weaved successfully.It had certain reference significance for the development of cool fiber textiles.
mica cool fiber; flax fiber; metal fiber; mixing process; technique principle; soft carding
2015-03-02
薛建萍(1965—),女,山東德州人,工程師。
TS155.6
B
1009-3028(2006)03-0027-03
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
