大型鐵舾件綁扎橋總組、駁運加強、防塑性變形控制方法研究及應用
2016-06-03 05:56:46仲偉松顧小林
造船技術 2016年2期
關鍵詞:變形
仲偉松, 王 維, 顧小林
(上海江南長興重工有限責任公司, 上海 201913)
?
大型鐵舾件綁扎橋總組、駁運加強、防塑性變形控制方法研究及應用
仲偉松, 王維, 顧小林
(上海江南長興重工有限責任公司, 上海 201913)
摘要主要針對9 400TEU大型鐵舾件綁扎橋總組、駁運加強、防塑性變形技術難題,進行其控制方法研究。闡述和分析了綁扎橋總組、駁運加強及防塑性變形的成因,提出了一種操作新穎、實用的方法,有效地解決了生產總組和駁運過程中綁扎橋塑性變形的技術難題,起到了控制塑性變形的作用,提高了火工矯正的工作效率。
關鍵詞綁扎橋塑性變形加強工藝總組駁運加強方法
1項目背景
集裝箱船作為貨物運輸出現在20世紀30年代。自1999年,已開始了對超大集裝箱船(ULCS)的探討,越來越多的10 000TEU以上船型開始投入運營。然而在建造大型集裝箱船時會涉及到大型鐵舾件綁扎橋,綁扎橋是為增加船只裝載能力用于艙口蓋上堆箱綁扎固定的依靠。綁扎橋在總組和完工后會經過多次駁運,如果在總組和駁運時不采取一些措施綁扎橋易產生嚴重的變形。因此,在每次總組和駁運綁扎橋前都要對綁扎橋進行加強處理。隨著集裝箱船建造技術的發展,對綁扎橋的各項制作均提出了更高更苛刻的要求,除了滿足結構強度外,還需滿足如主尺度、對角線、垂直度等多方面的要求。在制作綁扎橋過程中采用臨時加強來控制塑性變形問題已不能滿足要求,需設計一種不僅能滿足設備固定要求,而且也能降低施工整體成本的工裝。大型鐵舾件——綁扎橋總組、駁運加強及防塑性變形控制技術,一種防變形的通用工裝日益受到人們的重視,具有廣闊的應用前景,在造船領域得到越來越廣泛的應用。
2任務來源及研究目的
本項目是上海江南長興重工有限責任公司承建的9 400TEU船只上的大型鐵舾件。綁扎橋總長48.2 m,最高高度為9.013 m,寬度(厚度)為1.084 m,為型寬方向的大型鐵舾件(每榀綁扎橋由三小段總組而成,每段長16 m,重27 t,如圖1所示),是為增加船只裝載能力用于艙口蓋上堆箱綁扎固定的依靠。其結構由方管、面板、腹板、三角板等構件組成,板材材質都為AH36高強度鋼。它們有三種規格類型,分別為一層、兩層及三層。其中三層的規格類型最易產生各種塑性變形。特別是在總組和駁運的過程中,在總組電焊后綁扎橋的兩端易發生上拱或下拱變形。
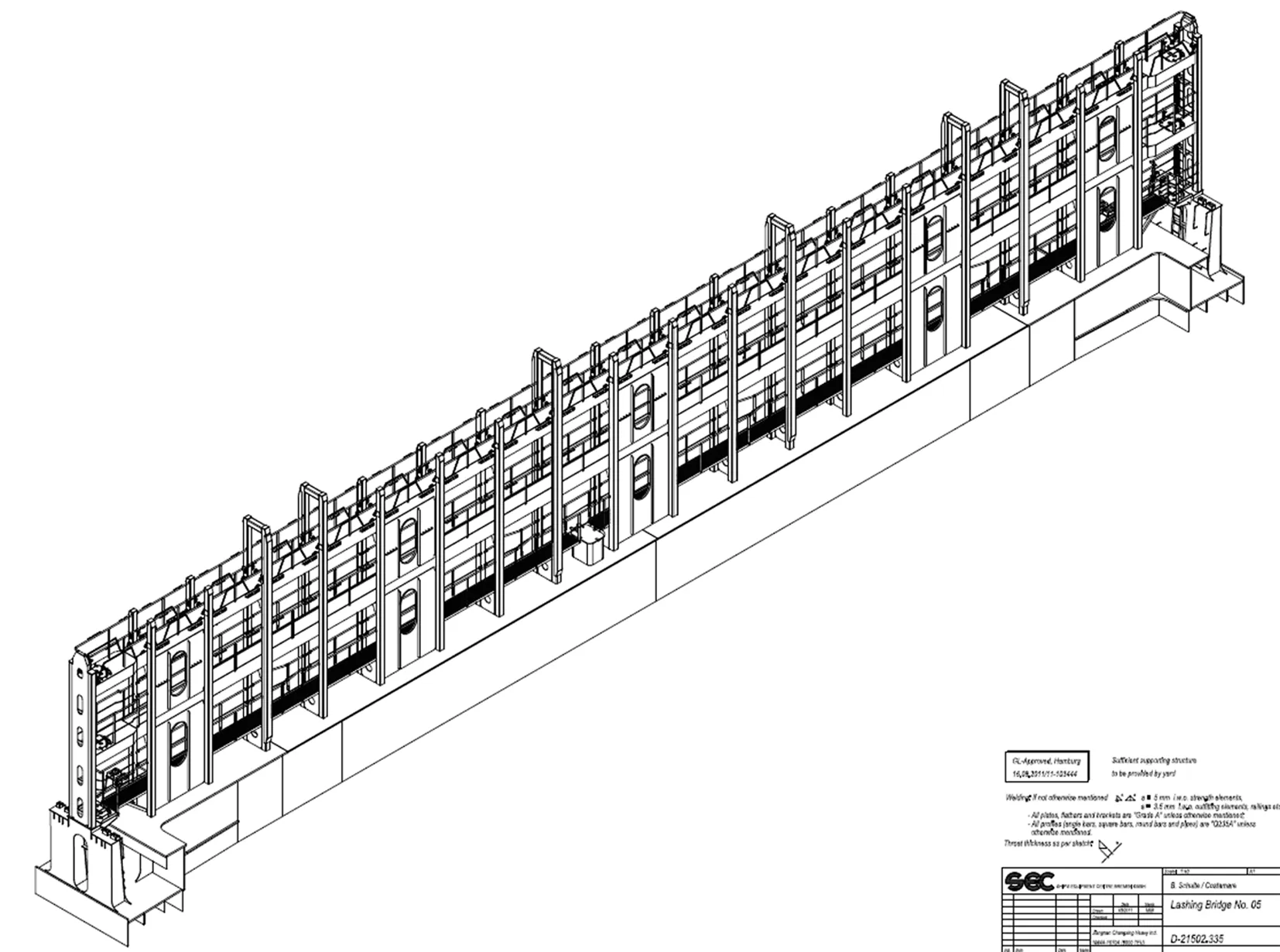
圖1 三層綁扎橋示意圖
由于集裝箱船在艙口蓋上還要擺放大量的貨物箱子,因此對箱體綁扎固定的依靠——綁扎橋的結構強度、總長度、對角線、垂直度等要求較高(綁扎橋總長度偏差控制在±10 mm之內,安裝后綁扎橋對角線誤差控制在±3 mm之內,安裝后綁扎橋垂直度的偏差控制在±6 mm之內)。為了能夠控制精度提高工作效率,減少火工工作勞動強度,故提出了一種結構簡單、使用方便的防止綁扎橋塑性變形的工裝——加強吊排,以克服現有技術的上述缺陷,從而達到綁扎橋防塑性變形的目的。通過在9 400TEU船上使用后,得到了比較滿意的效果。
3研究過程
3.1綁扎橋主要性能、技術要求
綁扎橋的作用主要是綁扎、緊固集裝箱,目的是防止集裝箱在風浪中傾斜、墜落。對于特殊裝載時如混裝20尺、40尺、45尺、48尺、53尺時,集裝箱的箱腳會落在綁扎橋上,即綁扎橋起到箱柱的作用,這樣的綁扎橋結構就較為復雜。其結構由方管、面板、腹板、三角板等構件組成,板材材質都為AH36高強度鋼。具體見表1AH36高強度鋼的化學成分表,以及表2其力學性能表。

表1 AH36高強度鋼的化學成分表

表2 AH36高強度鋼的力學性能表
技術要求:
總組后綁扎橋總長度偏差控制在±10 mm之內,安裝后綁扎橋對角線誤差控制在±3 mm之內,安裝后綁扎橋垂直度的偏差控制在±6 mm之內,安裝后綁扎橋的寬度誤差控制在+5 mm之內。如果超差,這不僅會使集裝箱箱體綁扎、固定工作無法進行,而且還會讓綁扎橋吊裝后產生綁扎橋與船體結構安裝上偏差,最終產生大量修復工作(增加大量反頂硬檔腹板)。
3.2現有技術概況與難點
3.2.1技術概況
集裝箱船的一大特點是:貨艙區域開口較大,主甲板面積較小,因而船體結構相對比較弱。由于綁扎橋的整體結構較寬,且前后方向較單薄,因此給運輸帶來難度,這就要求綁扎橋做好合理的結構加強,保證運輸和吊裝過程中綁扎橋不變形。根據綁扎橋外形特點,許多單位在大型集裝箱船的綁扎橋安裝時,大多采用半榀(衡量綁扎橋數量的單位)吊裝,在船上總組,其具體步驟如下:(1) 綁扎橋供貨廠家結構提交后送貨;(2) 半榀吊裝上船,臨時定位;(3) 船上進行綁扎橋總組并進行報驗;(4) 綁扎橋上小鐵舾件進行安裝;(5) 綁扎橋進行定位及焊前報驗;(6) 進行電焊及打磨;(7) 整個綁扎橋變形部位火工矯正;(8) 做MT及焊后報驗。這樣的施工步驟,其缺點是:建造周期長,總組精度低,消耗大量人力物力,同時又產生大量的高空作業,帶來許多安全隱患。
結合這樣的情況,公司提出了研究綁扎橋整“榀”吊上船的安裝施工工藝,保證安裝的精度,縮短安裝的周期,改高空作業平地做,降低勞動強度及作業難度,保證綁扎橋的拼接質量。
3.2.2現有技術難點及缺陷
大型鐵舾件在總組電焊后往往會導致綁扎橋發生上拱或下拱變形,變形量一般在20 mm~40 mm,發生變形之后需要火工的修復來保證綁扎橋的直線度。在變形大的位置需要火工來回反復矯正,如在板材的同一部位重復加熱三次就會造成板材的碳元素燒光,內部晶體變大,致使板材變脆,在很大程度上就會造成換板工作。
9 400TEU綁扎橋總長度為48.2 m。而這么長的綁扎橋在總組后會產生大量的變形,并且還會經過多次駁運,在駁運中又會產生嚴重的塑性變形,因此在每次綁扎橋上都需進行加強。20榀綁扎橋的船槽鋼需求量將達到30#槽鋼1 200 m,重41 356 kg。20#槽鋼240 m,重5 433 kg,連接板400余塊,重1 500 kg。
傳統加強(見圖2)存在以下缺點。
(1) 吊運不方便(需要大量增加汽車吊,且吊運場地受限制)。
(2) 投入人力大(吊運槽鋼時需人工配合擺放及掛鉤,加強連接時也需要人工進行搬運)。
(3) 綁扎橋吊運完成后,拆除槽鋼也有一定的危險性,同時也增加了割刀與打磨的工作量,無形之中又增加了焊材的消耗,且給涂層油漆帶來了破壞。
(4) 會產生大量的火工工作量(在綁扎橋總組的時候如果存在加強槽鋼與加強槽鋼之間對接處變形,則總組的變形量也會隨著槽鋼的變形而變形。此外加強分布不均勻導致綁扎橋發生扭曲變形,在船上進行火工矯正扭曲變形的綁扎橋相當不易,船上施工都屬高空作業。對加強槽鋼的拆除會導致綁扎橋加強部位發生變形)。
3.3解決方案及實施方式
3.3.1新方法的提出
現須新研制一種結構簡單、使用方便的防止綁扎橋塑性變形的工裝——加強吊排(見圖3),以克服現有技術的上述缺陷。

圖2 傳統加強圖 圖3 小榀綁扎橋
為了解決上述技術問題,采用新研制的技術方案,如圖4、圖5所示。一種防止綁扎橋塑性變形的加強吊排,綁扎橋上有多個并列設置的方管,加強吊排包括長方體結構的吊排本體和至少四個夾板,夾板上部開有配合插孔,下部設有連接插孔,夾板通過配合插孔套裝在吊排本體上,相鄰的兩個夾板通過連接桿穿過連接插孔配合連接,通過連接桿連接后的相鄰兩個夾板之間夾緊綁扎橋上的一根方管。
吊排本體上設有至少兩個叉車叉運孔,吊排本體的長度為9 m ~12 m,本體上的夾板為六個或八個,吊排本身的兩端分別設有端板,連接桿通過鏈條連接在相鄰夾板的其中一個上,本技術方法是一種防止綁扎橋變形的加強吊排,具有以下有益效果。
通過吊排本身的夾板對綁扎橋上相鄰的方管進行綁扎夾持,因吊排本體和方管是垂直放置所以能對方鋼起到限位、加強的作用,也就使得綁扎橋整體在總組和駁運途中不易產生變形,并且經過實踐檢驗其實際的工作效果顯著,每榀綁扎橋只需要一對吊排本體就可以防止總組和駁運變形。同時采用夾持的方式,使得方便拆卸并可以重復使用,這不僅大大節約了槽鋼和焊材的使用,也減小了工人的勞動力輸出,經濟效益非常顯著。圖4為吊排結構圖,圖5為新方法示意圖。
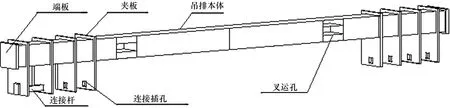
圖4 結構圖
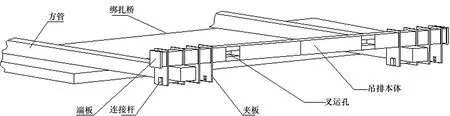
圖5 新方法示意圖
3.3.2實施方式
利用綁扎橋的原理把綁扎橋的方管與新研制的方管捆扎在一起,使總組和駁運途中不易產生變形。將事先制作好的綁扎橋吊運加強排用叉車叉至綁扎橋總組接縫位置(每片綁扎橋由三小段總組而成),再將鎖銷銷住即可,具體現場示意圖如圖6、圖7所示。

圖6 現場示意圖① 圖7 現場示意圖②
3.4創新點及研究成果驗證
3.4.1創新點
綜上所述,本方法是一種防止綁扎橋變形的加強吊排,能夠有效防止綁扎橋在總組、駁運時發生的塑性變形,又能滿足綁扎橋的技術指標,并且成本低廉。能夠有效克服現有技術中的一些實際問題從而有很高的利用價值和使用意義。
優點:
(1) 制作好的吊排可以重復使用,不需要二次電焊切割和打磨工作;
(2) 人力投入少,只需叉車及兩個人輔助擺放即可;
(3) 顯著縮短了生產周期,提高了勞動效率;
(4) 減少火工矯正工作量。
3.4.2研究成果驗證
經檢驗,創新后加強效果顯著并得到充分使用,現在每榀綁扎橋只需要1組吊運加強排就可以防止總組、駁運變形及吊運變形,該自主設計的綁扎橋加強排可以重復使用。
以90 t平板駁運車(長16 m,寬4 m)為起運試驗工具,表3是幾種方案的試驗實績表。

表3 試驗實績表
通過實際使用效果看,新設計的綁扎橋吊運加強排完全滿足總組和駁運加強要求,防止了綁扎橋發生塑性變形。經質檢部門檢測綁扎橋的整體性能完全符合技術要求,有效控制了總長度、對角線、垂直度的偏差問題(技術要求綁扎橋總長度偏差控制在±10 mm之內,安裝后綁扎橋對角線誤差控制在±3 mm之內,安裝后綁扎橋垂直度的偏差控制在±6 mm之內。實際數據總長度偏差控制在±10 mm之內,對角線誤差控制在±3 mm之內,垂直度的偏差控制在±6 mm之內)。此外,還節省了大量人工(原每條9 400TEU船,其一個綁扎橋加強:(1) 安裝需裝配2人、電焊1人、汽車吊配合一輛、起重工2人,工作4 h;(2) 拆除加強需裝配1人、打磨1人,工作3 h;(3) 產生的變形需火工2人,工作8 h;(4) 拆除下來的廢槽鋼需整理、清潔,5S工作
[][]
需2人、叉車一輛,工作1 h)。而現在一個綁扎橋只需叉車1輛、起重工1人、配合擺放吊運加強排2人,工作時間0.5 h。產生的火工工作量只需1人,工作2 h。
本方法通過吊排本身夾板對綁扎橋上相鄰的方管進行綁扎夾持,加強了相鄰方管之間強度,從而使得綁扎橋整體在總組、駁運途中不易產生塑性變形;同時采用新方法不需要槽鋼加強,亦不需要進行焊接,故顯著降低了生產成本,減輕了勞動強度。
4結束語
本方法還有許多方面可以進行不斷優化,具有很大的推廣應用前景,如設備單元的駁運吊裝、船體分段駁運吊裝等。
本文在綁扎橋變形后火工矯正技術的基礎上,從改變施工方法、設計工裝、推動火工工藝改進、開展工法研究等多方面著手,盡可能將能預估的各類變形控制在產品成品之前,減少公司的勞動力投入,降低原材料的損耗,削減因返工造成的能源損耗。本方案的實現對綁扎橋總組、駁運加強、防塑性變形是一項十分有益的工作,對今后的工作大有幫助。
參考文獻
[1]于偉林.新材料在焊接工藝方面的應用[J].科技論壇,2012(5):70.
[2]黃鎮.船體火工[M].北京:國防工業出版社,2008.
[3]曾正明.機械工程材料手冊(金屬材料)[M].北京:機械工業出版社,2010.
Large Iron Outfitting Binding Bridge Group, Strengthen the Prevention,the Total Transfer Control Method Research and Application of Plastic Deformation
ZHONG Wei-song, WANG Wei, GU Xiao-lin
(Shanghai Jiangnan Changxing Heavy Industry Co., Ltd., Shanghai 201913, China)
AbstractThis paper mainly for 9 400TEU large iron outfitting total binding bridge group, lighterage strengthening, anti plastic deformation problem control methods research. Description and analysis of these causes, presents a novel and practical operation method, effectively solves the production assembly and craft process in lashing bridge plastic deformation of technical problems, to control the plastic deformation of the role, provides high explosive correction work efficiency.
KeywordsBinding bridgePlastic deformationStrengthening technologyTotal groupStrengthen the craftMethod
中圖分類號U671
文獻標志碼A
作者簡介:仲偉松(1966-),男,工程師,從事集裝箱船、散貨船的上層建筑和綁扎橋總組工作,以及公司火工技術上的疑難問題。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36