SW6夾套容器計算中若干問題的討論
2016-05-24 08:14:58趙鵬
化工設計 2016年2期
關鍵詞:設計
趙 鵬
浙江省天正設計工程有限公司 杭州 310012
?
SW6夾套容器計算中若干問題的討論
趙鵬*
浙江省天正設計工程有限公司杭州310012
摘要夾套容器是石油化工行業中常見的化工設備。對比GB 150和SW6軟件中關于夾套容器計算方面的主要內容,根據工程設計實際需要提出了SW6軟件中尚缺少和需修改的計算內容,并對這些內容進行分析和討論。
關鍵詞壓力容器夾套容器強度計算穩定性校核
夾套容器是石油化工行業中比較常見的化工設備,多應用于反應裝置,利用夾套內介質與設備本體內工藝介質進行傳熱[1]。由于工藝需要,夾套容器多為壓力容器,其主要的計算內容包括內壓強度計算和外壓穩定性校核。筆者通過對比GB150[2]和SW6軟件中關于夾套容器計算方面的主要內容,根據工程設計實際提出了SW6軟件中尚缺少和需要修改完善的內容,并進行討論。
1夾套容器計算的主要內容
在化工設備強度計算中,夾套容器分為兩個或者兩個以上的壓力腔,其計算相對復雜,需要分為多種工況進行計算。現以圖1的某夾套容器為例對其計算方面的主要內容進行說明。
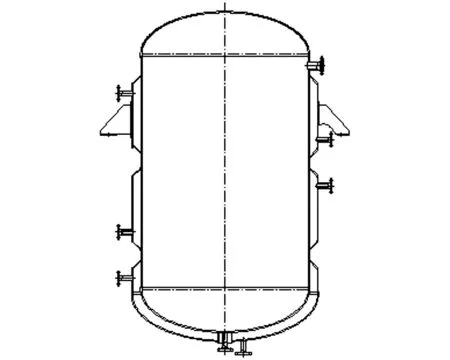
圖1 夾套容器
圖1中的夾套容器由上封頭、內筒體、下封頭、夾套筒體、夾套封頭、接管和耳式支座等構成。其中考慮到熱量傳遞的效果,夾套筒體采用分段式結構,整個設備共分為4個壓力腔。設備由耳式支座支撐在鋼平臺上。該夾套容器的主要設計參數見表1。
計算的主要內容:上封頭在-0.1MPa時的外壓穩定性校核和0.33MPa時的內壓強度計算;內筒體在-0.43MPa(內外壓差)時的外壓穩定性校核(此時的外壓計算長度由分段式夾套長度決定,取外壓長度較大者)和0.33MPa時的內壓強度計算;下封頭在-0.43MPa時的外壓穩定性校核和0.33MPa時的內壓強度計算;分段式夾套筒體在0.33MPa時的內壓強度計算;夾套封頭在0.33MPa時的內壓強度計算;接管開孔補強計算(包括接管和套管);耳式支座處夾套筒體局部應力計算等等。
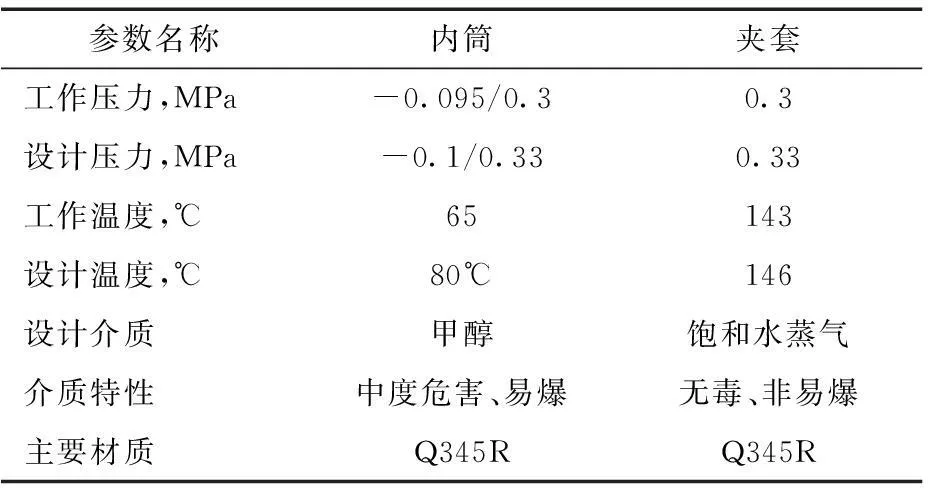
表1 夾套容器主要設計參數
2SW6夾套容器計算尚缺少的內容
前述的夾套容器的主要計算內容SW6軟件中均有相關計算,但是還有一種計算工況沒有考慮,特別是對于分段式夾套容器來說,夾套筒體分段后每段的筒體長度均小于內筒體長度,此時在內外壓差作用下校核內筒體的外壓穩定性時可能出現工況考慮不全而導致內筒壁厚取值偏小的情況發生。
SW6是計算軟件,而非繪圖式的設計軟件,軟件未要求設計者輸入設備的詳細結構,內筒的外壓計算長度為設計輸入參數,因此,設計需要考慮齊全可能的各種組合工況。目前,SW6軟件計算分段式夾套容器時缺少的工況是內筒體全真空-0.1MPa和相應外壓計算長度下的外壓穩定性校核。外壓雖小,但是外壓計算長度可能較大,結果就有可能會影響內筒的壁厚。如果夾套各段封閉結構滿足內筒外壓加強圈慣性矩的計算要求,可以將其作為內筒外壓加強圈考慮來確定內筒的外壓計算長度。所以,設計計算該類分段式夾套容器時應格外注意,需另建SW6程序考慮內筒全真空和相應外壓計算長度的工況。同時,建議對SW6軟件進行相應的補充和完善。
3SW6夾套容器計算需修改的內容
3.1各工況內筒和下封頭設計溫度的選取
夾套容器(圖1)內筒內介質為甲醇,其設計溫度為80℃,夾套內介質為飽和水蒸氣,其設計溫度為146℃。內筒和下封頭的金屬殼體內表面溫度接近80℃,金屬殼體外表面溫度接近146℃。而同一種金屬材料在不同溫度下的許用應力不同,即使在同一設計壓力下,計算出來的殼體壁厚也會不同。尤其是對于碳鋼來講,隨著溫度的升高,其許用應力明顯降低。
分析該臺夾套容器計算后生成的SW6設備計算書可以發現,在-0.43MPa(內外壓差)時的內筒體和下封頭強度計算時取的設計溫度為146℃(內筒和夾套內介質設計溫度較大值),而0.33MPa正壓計算時內筒體和下封頭的設計溫度仍為80℃,此種情形將會導致正壓作用下,內筒和下封頭殼體厚度計算值偏小,尤其是碳鋼材質。對于由正壓計算決定的殼體厚度工況,此種計算方法將導致殼體壁厚取值不夠而埋下安全隱患。
夾套容器計算時,在所有組合工況下內筒和下封頭的設計溫度應取相鄰兩個壓力腔中介質設計溫度較大值,上封頭(沒有被夾套包裹)的設計溫度仍然取內筒內介質的設計溫度。因此,設計計算夾套容器時應格外注意,生成SW6計算書后應手動去調整正壓工況時內筒和下封頭的設計溫度以及相應溫度下的許用應力,重新對該工況的殼體強度進行校核計算。同時,建議對SW6軟件進行相應的修改和完善。
3.2內筒體接管開孔補強時的殼體計算厚度
夾套容器的內筒體被夾套筒體包裹,內筒體上的接管須經過夾套筒體引出至工藝管線,該接管有兩種常見的結構形式,見圖2。
圖2(a)結構為夾套筒體在內筒接管周圍進行翻邊彎制后與內筒焊接;圖2(b)結構為內筒接管外圍焊接一個套管,該套管穿過夾套筒體與夾套筒體外表面焊接,并與內筒焊接(內筒不開孔)。無論采用圖2中哪種穿過夾套的管口結構形式,內筒接管附近的夾套筒體完整性均遭到破壞,夾套空缺處內筒體和接管僅承受內筒內的設計壓力。
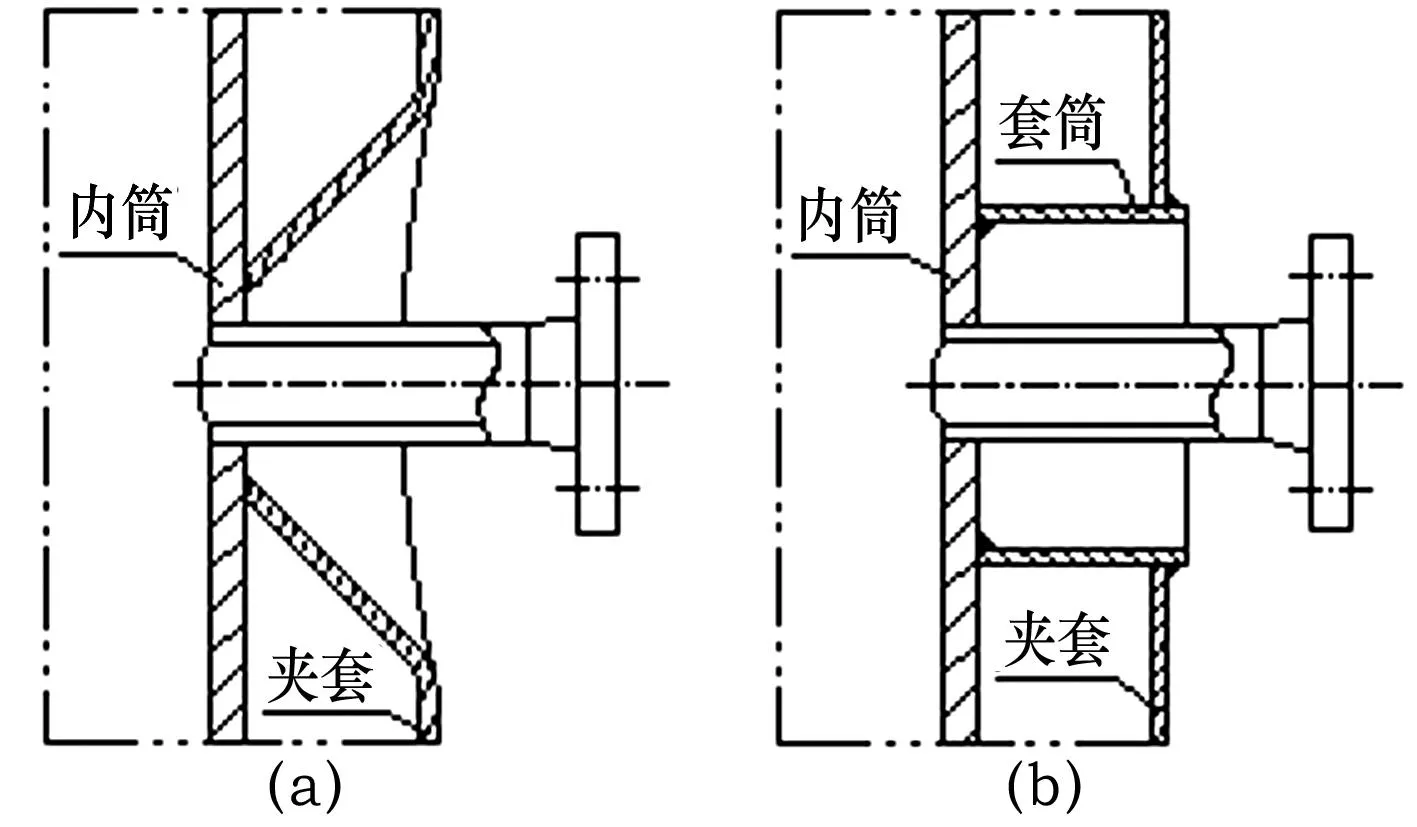
圖2 穿過夾套的管口結構
查看該臺夾套容器在-0.43MPa(內外壓差)工況計算后生成的SW6設備計算書開孔補強部分可以發現內筒上接管計算時殼體的計算厚度程序中取的是-0.43MPa(內外壓差)的計算結果,而工況-0.43MPa(內外壓差)下殼體的計算厚度較大,內筒接管開孔補強不容易滿足,可能要采取增加接管壁厚或者貼補強圈的措施,造成材料浪費。
內筒開孔補強計算時接管和殼體焊接區域存在著有效的補強范圍,有效補強寬度B按下式取兩者中的較大值:
式中,dOP為開孔直徑,mm;δn為殼體開孔處的名義厚度,mm;δnt為接管名義厚度,mm。
事實上,夾套容器內筒體開孔補強校核時殼體計算厚度的選擇應取決于夾套筒體斷開處的結構尺寸(考慮工藝傳熱面積參數的需要)。按圖2的結構,當內筒上夾套結構斷開區域的寬度大于有效補強寬度B時,開孔處內筒的殼體計算厚度應取決于內筒自身的壓力工況,而非最苛刻的工況(即-0.43MPa),否則導致材料浪費;當內筒上夾套結構斷開區域的寬度小于有效補強寬度B時,開孔處內筒的殼體計算厚度應取決于最苛刻的工況(即-0.43MPa),而非內筒自身的壓力工況,否則埋下安全隱患。
因此,夾套容器內筒接管開孔補強校核計算時,應根據自身設置的夾套筒體斷開處的結構尺寸選取內筒殼體的計算厚度。如果內筒上夾套結構斷開區域的寬度小于有效補強寬度,可以按照SW6軟件的結果繼續計算;當內筒上夾套結構斷開區域的寬度大于有效補強寬度時,需另建SW6程序對內筒上接管開孔補強進行相應的調整計算。同時,建議對SW6軟件進行相應的修改和完善。
4結語
通過對比GB150和SW6關于夾套容器計算方面的主要內容,根據工程設計實際指出了SW6中尚缺少和需要修改完善的內容,并進行了討論。
(1)計算存在全真空工況的分段式夾套容器時,需要考慮齊全可能的各種組合工況。SW6軟件缺少內筒體全真空-0.1MPa和相應外壓計算長度下的外壓穩定性校核。此時的外壓計算長度選擇時應注意,如果夾套各段封閉結構滿足內筒外壓加強圈慣性矩的計算要求,可以將其作為內筒外壓加強圈考慮來確定內筒的外壓計算長度。
(2)內筒和下封頭設計溫度的選取有誤。在所有工況下內筒和下封頭的設計溫度應取相鄰兩個壓力腔中介質設計溫度較大值,上封頭(沒有被夾套包裹)的設計溫度仍然取內筒介質的設計溫度。
(3)穿過夾套的內筒體接管開孔補強時的殼體計算厚度選取過于保守。當內筒上夾套結構斷開區域的寬度大于有效補強寬度時,開孔處內筒的殼體計算厚度應取決于內筒自身的壓力工況;當內筒上夾套結構斷開區域的寬度小于有效補強寬度時,開孔處內筒的殼體計算厚度應取決于最苛刻的工況,即內外最大壓差。
參考文獻
1王凱,虞軍.化工設備設計全書-攪拌設備[M].北京:化學工業出版社,2003.
2GB 150.1~GB150,4-2011.壓力容器[S].
(收稿日期2015-11-17)
*趙鵬:工程師。2012年畢業于浙江大學化工過程機械專業獲碩士學位。從事化工機械與設備設計工作。聯系電話:(0571)88365948,E-mail:zhaopeng@zpcdi.com。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04