一種臥式車床精度測量方法的探討
2016-05-23 09:35:10夏禮平余德昌蔣昌虎陳立貴
鍛壓裝備與制造技術(shù) 2016年4期
關鍵詞:測量
夏禮平,余德昌,蔣昌虎,陳立貴,劉 鯤
(1.馬鞍山市產(chǎn)品質(zhì)量監(jiān)督檢驗所,安徽 馬鞍山 243000;2.馬鞍山市特種設備監(jiān)督檢驗中心,安徽 馬鞍山 243000)
一種臥式車床精度測量方法的探討
夏禮平1,余德昌2,蔣昌虎1,陳立貴1,劉 鯤1
(1.馬鞍山市產(chǎn)品質(zhì)量監(jiān)督檢驗所,安徽 馬鞍山 243000;2.馬鞍山市特種設備監(jiān)督檢驗中心,安徽 馬鞍山 243000)
本文以GB/T 4020-1997《臥式車床 精度檢驗》標準G13檢驗項目為例,分析探討臥式車床橫刀架移動對主軸軸線垂直度的測量;相對于平盤測量方法,現(xiàn)采用一種可調(diào)節(jié)的工裝檢具檢測方法,該方法較傳統(tǒng)檢驗方法具有使用簡單、快捷、準確等特點。
精度;臥式車床;測量;垂直度;工裝檢具
橫刀架橫向移動軌跡對主軸軸線垂直度是臥式類車床幾何精度中的關鍵項目,對精車工件端面的平面度有重要影響。標準檢驗方法中規(guī)定采用平盤、指示器測量,測量結(jié)果受平盤自身精度的影響較大。測量方法對平盤的平面度及平盤平面與錐柄軸線垂直度有極高要求,而平盤在日常保管、使用過程中難免發(fā)生一定程度的磨損、磕碰變形等問題;其次該方法通用性不強,不同規(guī)格型號的車床需相應尺寸的平盤配合測量使用。本文采用一種可調(diào)節(jié)的工裝檢具,如圖1所示,該檢具由一個插入被檢機床主軸錐孔的莫氏錐柄和一個測量時可調(diào)整的調(diào)整塊組成,通過調(diào)節(jié)螺釘及鎖緊螺母配合調(diào)節(jié)調(diào)整塊測量面與主軸回轉(zhuǎn)軸線垂直。調(diào)整方便,測量快捷,不但適用于機床檢驗人員對裝配后的成品機床進行檢驗,也適用于機床裝配人員對裝配過程中的機床進行測量調(diào)整使用。
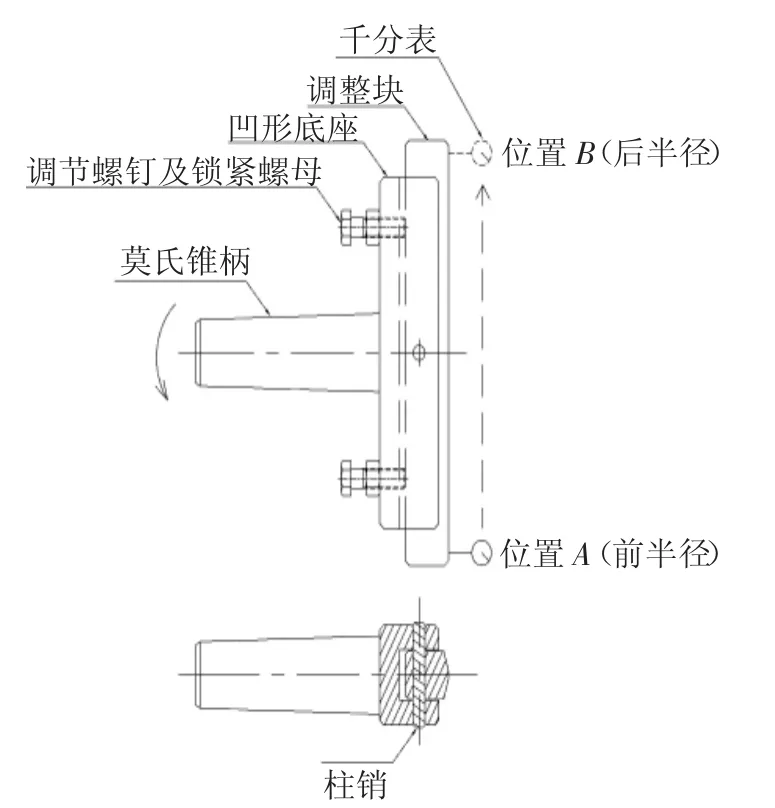
圖1 一種可調(diào)節(jié)的檢具
1 測量方法
1.1 測量條件
為了使測量結(jié)果更符合機床真實工作狀況,測量應在主軸軸承達到穩(wěn)定溫度時進行;同時用手感法調(diào)整橫刀架導軌副間隙,在全行程范圍內(nèi)運行應靈活、平穩(wěn)、無阻滯現(xiàn)象。
1.2 測量步驟
調(diào)整工裝如圖1,在前半徑位置時,將千分表測頭觸及工裝前半徑A點,旋轉(zhuǎn)主軸180°,使千分表觸及工裝旋轉(zhuǎn)后的后半徑B點,經(jīng)多次調(diào)整調(diào)節(jié)螺釘和鎖緊螺母,使千分表觸及旋轉(zhuǎn)后B點的讀數(shù)與A點相同,A、B兩點間距離應與檢驗標準要求間距相同。移動橫刀架,使千分表測頭由A點開始沿測量面移動,通過測量面中心到達B點,此時千分表產(chǎn)生讀數(shù)差值。為了驗證測量結(jié)果的重復性,應重復上述測量步驟多次,垂直度取穩(wěn)定時的千分表讀數(shù)差值。當后半徑千分表讀數(shù)值大于前半徑千分表讀數(shù)值,即標準要求的角度α>90°,反之,角度α<90°。
2 方法驗證
2.1 實物工裝檢具的加工及測量結(jié)果
為驗證上述方法的可行性,依據(jù)圖紙加工了一套實物工裝檢具。實物工裝檢具錐柄是莫氏4號,錐柄與凹形底座用M10螺釘連接,調(diào)整塊與凹形底座使用 ?10mm圓柱銷連接,調(diào)整塊測量面長度550mm。關鍵部件調(diào)整塊應預先熱處理,使其具有較好的耐磨性能,再對其測量平面精磨,表面粗糙度不大于Ra0.4、直線度不大于0.004mm;考慮到使用過程中調(diào)節(jié)螺釘與螺紋孔難免發(fā)生磨損,調(diào)節(jié)螺釘采用銅質(zhì)材料便于更換。采用實物工裝檢具與千分表,依據(jù)上述測量方法,實現(xiàn)了C6150臥式車床橫刀架橫向移動對主軸軸線垂直度的測量。現(xiàn)場測量圖片如圖2所示。經(jīng)測量,垂直度在300mm測量長度上為0.029mm,角度α>90°。
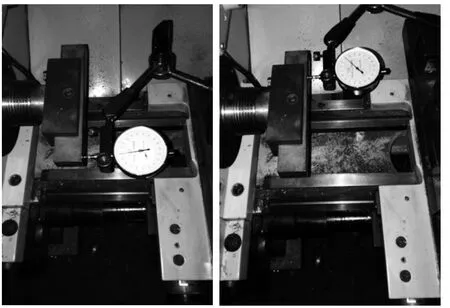
圖2 現(xiàn)場測量圖
2.2 采用平盤、千分表方案的測量方法及測量結(jié)果
GB/T 4020-1997標準采用平盤、千分表測量方案。將平盤的莫氏錐柄牢固地插入主軸錐孔中,注意錐柄與錐孔的配合面應清潔。千分表架固定在橫刀架上,調(diào)整千分表觸頭高度,使其高度在平盤水平直徑中心線上。前后移動橫刀架,測量記錄千分表在300mm測量長度上的讀數(shù)差值;保持平盤與主軸相對安裝位置不變,旋轉(zhuǎn)主軸180°,再同樣測量記錄一次讀數(shù)差值。因為平盤平面與回轉(zhuǎn)軸線不垂直,對測量結(jié)果產(chǎn)生了一個不確定的影響,所以垂直度取兩次測量結(jié)果代數(shù)和的平均值。采用上述方法測量同一臺C6150臥式車床橫刀架橫向移動對主軸軸線垂直度,垂直度在300mm測量長度上為0.034mm,角度α>90°。
2.3 精車工件端面平面度的測量方法及測量結(jié)果
精車后的工件端面平面度測量方法有多種,而不拆卸工件直接在機床上用千分表測量,是最為便捷的一種測量方法,如圖3所示。
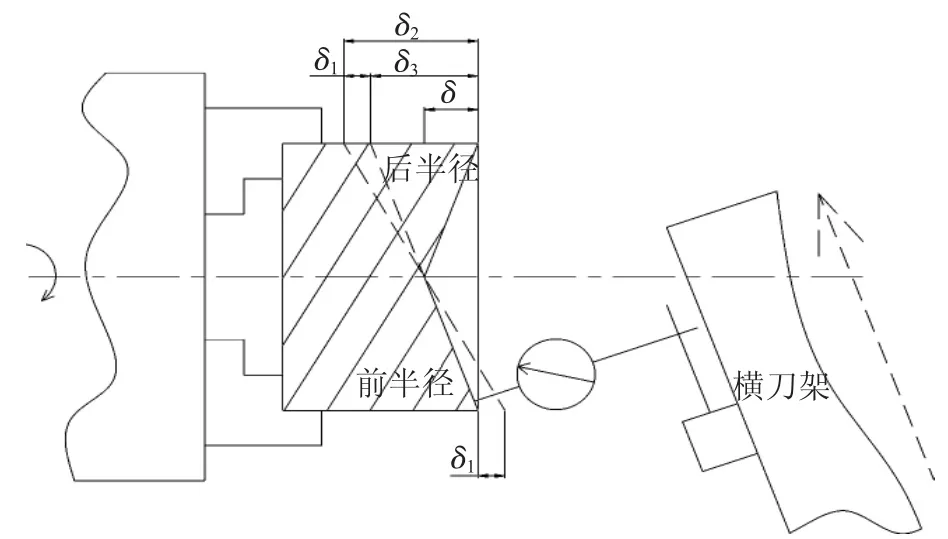
圖3 不拆卸工件測量
使用千分表測量需注意以下三點:①工件端面是由車刀隨橫刀架在前半徑移動軌跡加工而成,所以前半徑端面與移動軌跡位置是平行關系;②精車加工后的工件端面與主軸回轉(zhuǎn)軸線位置是垂直關系;③橫刀架移動軌跡在設計上與主軸回轉(zhuǎn)軸線有一個微小的角度關系,以滿足車削后工件平面“中凹”的技術(shù)要求。基于以上三點,千分表觸頭隨橫刀架前后移動測量,在工件端面前半徑由外圈向中心移動時,千分表在工件端面前半徑讀數(shù)理論上應無變化,而實際受工件表面粗糙度影響,產(chǎn)生讀數(shù)差δ1,但δ1一般不超過±0.010mm;在后半徑由中心向外圈移動時,千分表在工件端面后半徑產(chǎn)生讀數(shù)差δ2,工件端面平面度為δ,通過圖中尺寸鏈關系可知δ3=δ2-δ1,工件端面平面度δ=δ3/2=(δ2-δ1)/2。采用上述方法測量同一臺C6150臥式車床精車后的?300mm平面,δ1=0.003mm,δ2=0.031mm,平面度δ=0.014mm,又因δ2>δ1,故工件平面“中凹”。
3 測量結(jié)果比較
通過對測量結(jié)果的比較,發(fā)現(xiàn)在同一臺臥式車床上,采用可調(diào)節(jié)工裝檢具配合千分表的測量方案與采用平盤、千分表方案的測量結(jié)果存在差異。經(jīng)過嚴謹分析,發(fā)現(xiàn)平盤在長期使用過程中,錐柄、平盤平面均出現(xiàn)了一些微小的磕碰、磨損、銹跡現(xiàn)象,這是造成數(shù)據(jù)差異的主要因素。而精車工件端面平面度的測量結(jié)果δ3=0.028mm與采用可調(diào)節(jié)工裝檢具配合千分表的測量結(jié)果0.029mm相近,驗證了采用可調(diào)節(jié)工裝檢具配合千分表測量方案的可行性。
4 結(jié)束語
本文采用可調(diào)節(jié)工裝檢具配合千分表作為臥式車床幾何精度G13項的測量方案,經(jīng)方法驗證、測量比較,該方案能夠滿足臥式車床橫刀架移動對主軸錐孔軸線垂直度的測量要求,且較傳統(tǒng)平盤測量法更簡單、快捷,具有操作性,可在類似場合推廣應用。
[1]GB/T 4020-1997,臥式車床 精度檢驗及附則[S].
[2]牛子來,梁樹芝.氣缸中心線與端面垂直度的檢具[J].鍛壓裝備與制造技術(shù),1988,23(3).
Discussion about accuracy inspection method for one kind of horizontal lathe
XIA Liping1,YU Dechang2,JIANG Changhu1,CHEN Ligui1,LIU Kun1
(1.Ma′Anshan Product Quality Supervision and Inspection Institute,Ma′anshan 243000,Anhui China; 2.Ma′anshan Special Equipment Supervision and Inspection Center,Ma′anshan 243000,Anhui China)
Taking the G13 inspection item in GB/T4020-1997 the horizontal lathe accuracy test standard as an example in the text,the movement of cross tool frame for horizontal lathe to the perpendicularity measurement of the spindle axis has been analyzed and discussed.Relativeto the flat plate measuring method,one kind of adjustabletooling fixture inspection method has been adopted,which is more simple,quick and accurate.
Accuracy;Horizontal lathe;Measurement;Perpendicularity;Tooling fixture
TG83
A
10.16316/j.issn.1672-0121.2016.04.035
1672-0121(2016)04-0121-02
2016-02-21;
2016-04-16
夏禮平(1981-),男,助工,檢驗員,從事機床產(chǎn)品檢驗工作
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
