不銹鋼液下泵裂紋的補(bǔ)焊
2016-05-14 21:17:57張志峰李英金李亞洲韓院院
科學(xué)與財富 2016年6期
張志峰 李英金 李亞洲 韓院院

摘要:本文敘述不銹鋼液下泵裂紋的補(bǔ)焊修復(fù)的工藝過程,并介紹了不銹鋼焊接性,焊補(bǔ)設(shè)備,焊前準(zhǔn)備,焊接材料及焊補(bǔ)操作方法。
關(guān)鍵詞:不銹鋼、裂紋、電弧焊
前言
在聯(lián)合站輸油處理過程中,污水的腐蝕比較嚴(yán)重,不銹鋼應(yīng)用越來越廣泛。液下泵是在油水池中運(yùn)行的設(shè)備,由于污水腐蝕及液下泵長期運(yùn)轉(zhuǎn)振動,造成泵體產(chǎn)生裂紋,影響正常運(yùn)行。發(fā)現(xiàn)問題后采取措施,對液下泵材料,焊接工藝,技術(shù)性能進(jìn)行分析,對裂紋的地方要進(jìn)行補(bǔ)焊。
1.不銹鋼的焊接性
不銹鋼在焊接中存在以下問題
1.1焊接接頭晶間腐蝕
焊接接頭可能發(fā)生晶間腐蝕的地方:焊縫區(qū)、熱影響區(qū)敏化區(qū)以及熔合區(qū)。
焊縫區(qū)的晶間腐蝕主要與焊接材料有關(guān)。采用超低碳的焊接材料或通過焊接材料向焊縫過渡足夠的穩(wěn)定化元素,可有效地避免焊縫晶間腐蝕。
1.2焊接接頭熱裂紋
不銹鋼焊接時在焊縫及近縫區(qū)都可能產(chǎn)生熱裂紋,不銹鋼導(dǎo)熱系數(shù)小,而線膨脹系數(shù)大,在焊接局部加熱和冷卻過程中可形成較大的拉應(yīng)力。焊縫金屬凝固期間存在較大的拉應(yīng)力是產(chǎn)生熱裂紋的必要條件。通過調(diào)整奧氏體焊縫金屬成分,使其形成適量的鐵素體組織在一定程度上可改善奧氏體焊縫的熱裂傾向。
1.3焊縫的脆化
不銹鋼焊接接頭的強(qiáng)度并不低,在工作幾個月后就可能發(fā)生沿近縫區(qū)的脆斷。其原因就是接頭的塑性、韌性沒有達(dá)到要求,要求是保證低溫韌性,這樣才能防止發(fā)生低溫脆性破壞。
2、補(bǔ)焊方法
手工電弧焊是應(yīng)用普遍,操作方便的一種焊接方法,先確定母材的材質(zhì)再選擇合適焊條型號,由于不銹鋼材料敏感性較強(qiáng),在450-850℃溫度區(qū)域停留時間過長,焊縫及熱影響區(qū)耐腐蝕性能下降,容易發(fā)生熱裂縫,且線膨脹系數(shù)大,易產(chǎn)生較大的變形,如何才能保證焊后不產(chǎn)生裂紋,將焊接變形控制在最小范圍內(nèi)便于焊后使用,制訂以下補(bǔ)焊工藝。
3、補(bǔ)焊工藝過程
3.1裂紋補(bǔ)焊前處理
(1)裂紋的清理
將裂紋及其周圍的油污清理干凈,再用氣焊火焰燒去表面附著物油漬,用棉砂或布擦拭干凈,確定裂紋的位置。
(2)裂紋開坡口
裂紋處厚度在5mm左右,用磨光機(jī)打磨裂紋處形成坡口,并使裂縫處于坡口的中心位置上,坡口開的小一些平直光滑,讓坡口尺寸盡量滿足補(bǔ)焊要求。
3.2焊接材料的選擇
根據(jù)被焊材料,選擇焊條的牌號一定要與母材的化學(xué)成分一致或接近,才能保證良好的焊接性,泵體材料為奧氏體不銹鋼,我們選用焊條奧302。
3.3焊接工藝參數(shù)的選擇
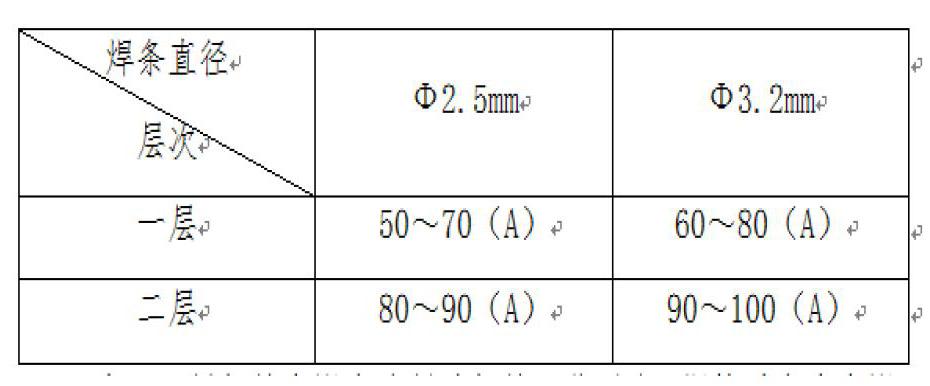
選用ZX-400直流焊機(jī),電源種類采用直流反接方法,焊接電流與焊條真徑選擇見表1
由于不銹鋼的電阻率為低碳鋼的4倍以上,焊接時產(chǎn)生電阻熱較大,藥皮容易發(fā)紅和開裂,所以同樣直徑的焊條焊接電流值比低碳鋼焊條低20%左右。
3.4操作方法:
先在確定好的焊縫兩端選用小直徑焊條進(jìn)行點(diǎn)固焊,焊接時采用小電流,快速焊,焊條不做橫向擺動,減少熔池?zé)彷斎耄袒『甘栈∫顫M弧坑,一次焊成的焊道不宜過寬,防止裂紋及變形的產(chǎn)生,層間徹底清除熔渣,溫度要控制低一些,防止過熱產(chǎn)生晶間腐蝕,焊完一道焊縫等待其冷卻后在進(jìn)行下一層焊接。期間可用小錘敲擊焊縫降低焊接應(yīng)力。焊后采取強(qiáng)制冷卻措施,加速焊縫冷卻,焊接過程中不要在焊件上隨便引弧,以免損傷焊件表面影響耐腐蝕性,焊接完畢后,應(yīng)用磨光機(jī)打磨焊道,去掉焊縫余高,再用細(xì)砂紙對焊道表面拋光,表面粗造度越低,抗腐蝕性能越好。
4、結(jié)論
采用合理的焊接方法,可以有效地控制不銹鋼焊后變形和增強(qiáng)抗腐蝕能力,在生產(chǎn)中能達(dá)到滿意的使用效果。還應(yīng)該在實踐中不斷總結(jié)和積累焊接經(jīng)驗。
參考文獻(xiàn):
吳林、焊接手冊--焊接方法及設(shè)備,機(jī)械工業(yè)出版社2001年8月
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00