數控刀具磨床加工整體硬質合金球頭立銑刀的研究
2016-05-14 13:38:13李長映
中國新技術新產品 2016年8期
李長映

摘 要:整體硬質合金銑刀以其高硬度和高效率的優勢,在現代機械加工中有著無可替代的作用。幾何角度、材料、涂層的應用,影響刀具的切削性能和使用壽命,從而決定被加工零件的精度和生產率。本文通過多年來實際加工經驗和理論,探討在五軸工具磨床上加工整體硬質合金銑刀的方法。
關鍵詞:五軸磨刀機;硬質合金;立銑刀;加工方法
中圖分類號:TG596 文獻標識碼:A
1 概述
銑刀的制造要求高,難度大。本文通過多年來實際加工經驗和理論相結合,在CNC工具磨床上制造一把優質銑刀必須合理選擇刀具材料,幾何參數,砂輪等,通過建立數學模型和銑刀磨削運動參數設計模塊,實現各個模塊間數據集成系統,通過模擬軟件確認編制程序和機床運動軌跡的正確性,在進行精密的加工過程,實現加工刀具的自動化、高速化和智能化。
2 球頭立銑刀
廣泛用于加工零件的側面、成形面、槽等各種結構形狀加工中,銑刀的主要結構參數有齒數、螺旋角、槽深、前角、端齒、周齒后角等。其中,螺旋排屑槽槽形是刀具幾何角度的最關鍵因素,槽形是否合理直接影響刀具壽命、排屑順暢、加工精度。現在CNC工具磨床磨削立銑刀螺旋槽成為主要工藝,替代了傳統成型銑削溝槽。決定槽形主要因素是用于磨削刀具旋轉砂輪曲面、槽深和前角。一般切削脆性材料或高硬度,槽深選淺些;塑形材料,槽深較深。立銑刀按刀頭類型分為直角頭銑刀,球頭銑刀和圓弧頭銑刀。直角頭銑刀用于加工槽側面等,球體銑刀用于成形、仿形加工等,球頭銑刀加工有轉角R的側面。
3 機床設備
五軸磨刀機是瑞士生產,它使用的FANUC控制系統和專門制造刀具研制的標準模塊軟件——Quinto。
磨床使用的控制軟件FANUC是一種關于軸定位,插補計算,用戶界面的高科技解決方案。Quinto應用軟件提供給用戶簡單、靈活的訪問機器的界面。
它有X軸、Y軸、Z軸、A軸、C軸五個軸。
Quinto標準軟件
幾何參數和加工參數菜單式輸入,用于提高加工效率,由數據庫支持,包括刀具管理、側頭程序、砂輪幾何參數等。
4 球頭銑刀制造工藝過程
銑刀的制造過程,包括刀具幾何設計、砂輪選用及參數、機床加工參數設定和磨削軌跡分析等幾大部分。流程框圖如圖1所示。
制造球頭銑刀的操作過程:
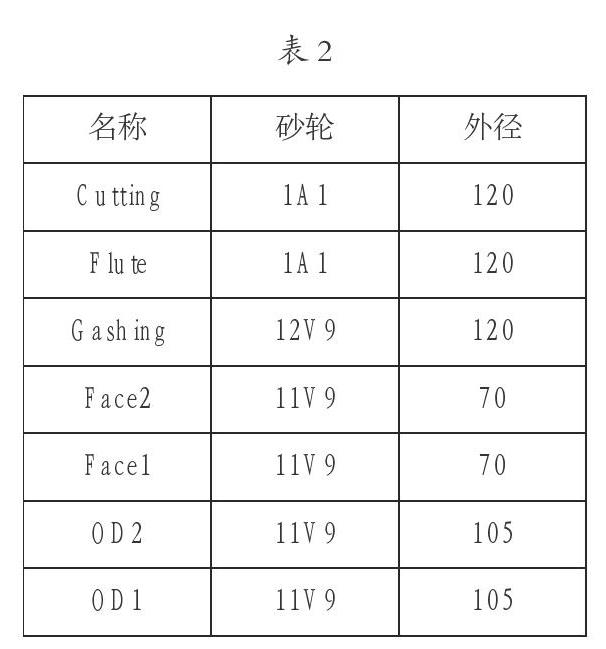
加工球頭銑刀時,過程分為7個步驟:分別是cutting(切斷)、Flute(螺旋槽)、Gashing(容屑槽)、Face2(端齒第二后角)、Face1(端齒第一后角)、OD2(周齒第二背角)、OD1(周齒第一背角)
在制造刀具時注意事項:
(1)確保加緊可靠和位置精度。
(2)在Quinto軟件用戶界面輸入刀具幾何參數:
4齒等分齒數4、切削刃長49、螺旋角29°、刀齒齒深2、端齒第一后角9°、端齒第二后角19°、周齒第二后角29°、周齒第一后角8°、圓弧半徑R1、前角14°、右旋。
(3)根據不同的程序,選擇不同的砂輪,見表2。
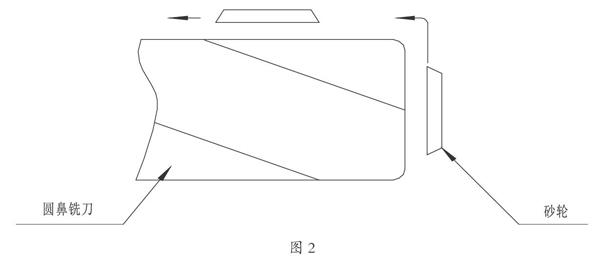
用途:cutting磨削端面,保證銑刀端面與外徑的垂直度,還可去除圓弧大的余量,為圓弧面的精磨準備。
Flute磨削螺旋槽,同時加工螺旋角、前角、齒深。
Gashing磨削端齒的容屑槽,保證與螺旋角相接。
Face2磨削端齒第二后角,修正排屑槽。
Face1磨削端齒第一后角,保證端面的刃傾角。
OD2磨削周齒第二后角和圓弧的第二后角。
OD1磨削周齒第一后角和圓弧的第一后角。如圖2所示。
(4)驗算程序
在參數化建模中,輸入數據發生矛盾或不合理,系統自動計算或比較,對參數合理性進行判定。輸入銑刀參數并確認無誤后,點擊OK按鈕,就進入銑刀參數計算。
(5)使用機床的測頭,對刀具的夾持長度探測,確定參數,準確測量刀具加工長度定位后再進行加工。
(6)根據刀具放大測量儀Zolor放大20倍,觀看檢查銑刀磨削的程度。
(7)檢驗,使用全自動道具檢查儀檢查刀具幾何參數,包括內容:螺旋角、圓弧、外徑、端齒第一后角、端齒第二后角、周齒第一后角、周齒第二后角。
5 加工中的注意事項
(1)在機床磨削螺旋槽時,由于需要去除的余量過大(批量制造最好使用專用的開槽機進行開槽),可以分為幾步進給加工。如總進給值設為4mm,分步進給設為2mm,則此槽分2步加工完。如果分步進給值為1.5mm,則分為3步加工完此槽。這樣可以在最后一步進行精加工。
(2)在磨削圓弧時,如果半徑看起來過于扁平,可以輸入一個正值補償,反之,則輸入一個負值,修正量最大為0.3mm,當進行較大修正時,須檢測砂輪參數和修磨參數。
結語
設備、磨輪、刀具幾何角度及材料四者是相互影響和促進的。本文通過理論和實踐相結合方法,研究了整體硬質合金球頭銑刀的制造方法。由于本人水平有限,如有不足或錯誤之處請各位老師給于指正。
參考文獻
[1]陸劍中,孫家寧.金屬切削原理與刀具[M].北京:機械工業出版社.
[2]夏麗英,史新民.數控加工技術[M].北京:電子工業出版社.
[3]郭萍.數控加工編程與操作[M].北京:冶金工業出版社.
