自動化電解去內交叉孔毛刺過程的仿真與實驗
2016-05-09 08:28:31王振龍郭艷玲
哈爾濱工業大學學報 2016年1期
李 健,王振龍,郭艷玲
(1.東北林業大學機電工程學院,150040哈爾濱; 2.哈爾濱工業大學機電工程學院,150001哈爾濱)
?
自動化電解去內交叉孔毛刺過程的仿真與實驗
李健1,王振龍2,郭艷玲1
(1.東北林業大學機電工程學院,150040哈爾濱; 2.哈爾濱工業大學機電工程學院,150001哈爾濱)
摘要:針對零件內部交叉孔相貫線處的毛刺去除困難的現狀,利用電解加工的原理,采用插孔固定陰極式的電極布局形式,提出基于電流檢測的自動電解去毛刺的方法.建立電解去毛刺的數學模型,用仿真和實驗研究電解去毛刺過程中加工間隙、加工電壓及加工時間對毛刺去除的影響,分析去毛刺過程中電流密度隨時間的變化規律.在該電極布局形式下,毛刺與工件間的平均電流隨著毛刺的去除逐漸下降,且電流曲線的斜率在毛刺完全去除后趨近于0.以此作為去除過程是否完成的判斷依據,研制了自動電解去毛刺的控制系統并完成了自動化去毛刺實驗.實驗結果表明:該方法能夠有效地對毛刺大小進行判斷,可以控制加工時間進行精確的毛刺去除,成本低、安全可靠.
關鍵詞:電解去毛刺;內部交叉孔;電流密度;電流檢測;電極
機械零件鉆孔加工時往往會沿刀具切出方向產生高度和厚度不等的翻卷毛刺,這些毛刺會對后續的裝配及產品性能產生很大的危害.受被加工材料、刀具切削參數的影響,其中的一些毛刺可能會尺寸較大,去除比較困難[1-2],大批量生產時作業量也較大.傳統的去毛刺方法主要是手工去毛刺,該方法是由鉗工借用銼刀、油石、砂紙、鋼刷等工具以及放大鏡等檢測工具完成的,勞動強度大,對工人技術要求高,生產效率低,質量難保證[3].目前,國內外開發出利用熱能、光能、電能、化學能的非傳統加工模式開始成為去毛刺的主流技術,熱能法、擠壓珩磨法(磨料流法)、水射流法、激光法、電火花方法以及電化學方法是幾種主要的去毛刺方法[4],這些方法各自存在一些優缺點和適用場合,需要根據零件的材料、結構、尺寸、生產批量、加工要求及毛刺的尺寸以及硬度酌情選擇,去毛刺技術已經逐漸成為一門學科.在各種去毛刺方法中,熱能法是利用密封的燃燒室內產生的高溫使得毛刺自熔并進一步氧化脫落的方法,適用于盲孔和深小孔,不適合低熔點合金,并且零件尺寸受限,設備比較昂貴[5].擠壓珩磨法采用一種含磨粒的半流動狀態的黏性磨料,使膠狀物來回通過被加工零件型腔從而將型腔內及孔口邊緣毛刺去除.該方法最小去毛刺孔徑為0.35 mm,表面粗糙度較高,不適于很長的零件及在盲孔中去除毛刺[6-8].高壓水射流去毛刺方式水壓很高,沖擊力很大,對整體裝置的剛度要求、精確定位要求非常高,且對一端封閉的管套類零件也并不適用.激光去毛刺方法速度快,精度高,可控性能好,但是對處于隱蔽位置的毛刺無能為力,且激光設備成本非常高[9].電火花去毛刺方法能得到較好的精度,但毛刺去除速度比較慢,且對加工間隙的要求比較嚴格,一般需要進給裝置[10].
電解去毛刺[11-15](Electrochemical deburring,ECD)是在電場和流場的作用下,利用電能、化學能進行局部陽極溶解來達到去毛刺的目的,毛刺溶解反應的速度服從法拉第電化學定律.電解去毛刺不會對工件產生機械作用力和熱應力,且不會改變工件表面的物理化學特性,具有去除毛刺質量好、安全可靠、效率高等優點.電解去毛刺通常采用控制加工時間的方式來控制去毛刺過程,若加工時間不到,則毛刺不能完全去除,若加工時間過久,則會損壞工件.不同工件毛刺大小情況不一,去除時間也不盡相同,給電解去毛刺造成了一定困難.
本文在確定工具電極布局和安裝方式的基礎上,通過對電解去毛刺過程進行仿真與實驗研究,找出一種能智能識別毛刺是否完全去除的判別標準,進而實現去毛刺過程的自動化.電解去毛刺的加工精度、材料去除率、零件表面質量受初始加工間隙、工件材料與形狀、電極形狀、電解液組分與流動方式、加工時間、電壓等工藝參數的影響,影響的因素眾多,為了獲取較好的加工參數,需要進行大量工藝試驗,造成時間和經濟上的浪費.鑒于此,本文利用多物理耦合場分析軟件COMSOL Multiphysics對去毛刺過程進行理論仿真,對仿真結果進行分析與優選,找出較好的加工參數.用仿真獲得的加工參數進行加工實驗,能大量減少工藝試驗的次數,縮短試驗周期.對實驗結果與仿真結果進行分析,可得出各加工參數對毛刺去除的影響及變化規律,進而通過檢測加工參數情況實現毛刺去除過程的自動控制.
1 電解去毛刺數學模型的建立
1.1電解去毛刺的電極布局形式
對于圖1所示的用于控制油壓的汽車轉向器零件,毛刺分布在腔體內部交叉孔相貫線處,去除要求高,電解去毛刺方法由于其成本低,去除效率高,精度好,比較適用.對汽車轉向器零件進行電解去內部交叉孔相貫線毛刺的電極布局方案可以有兩種,如圖2所示.

圖1 汽車轉向器用螺桿軸零件的小孔位置及毛刺形態
方案1:在大的型腔中安裝1個工具電極,其優點在于電極數量少,安裝定位方便,一次加工即可去除全部腔內毛刺.但其存在兩個缺點:一是由于毛刺高度狀況不一,電極的直徑尺寸難以確定,容易造成間隙過大或者短路的狀況;二是由于電極和工件之間作用面積大,加工電流高,對電源要求高,并且毛刺的去除程度對加工電流影響較小,很難通過電流的變化情況判斷毛刺的去除程度.
方案2:插孔固定陰極式的電極布局形式,即各個小孔中分別安裝1個工具電極.工具陰極前端裸露,稱之為工作段,其長度和毛刺高度近似,其余部分包覆一層絕緣材料,以保證陰極和陽極之間的可靠絕緣.電極插入后,恰好僅有工作部分與毛刺對應,形成加工區域.本文采用方案2,這種電極布局方式的優點在于: 1)鉆孔后的毛刺基本呈外翻狀,避免了電極與和工件的短路問題; 2)電極工作部分僅僅集中在其末端裸露部分,加工時作用面積小,電流小,對電源要求低; 3)電極末端與毛刺根部間隙最小,使得毛刺根部溶解最快,加速了去毛刺過程; 4)毛刺去除后,工具與工件之間的加工間隙突然增大,使得加工電流有明顯的降低,且會基本保持穩定,為判定毛刺去除與否提供了決策依據.
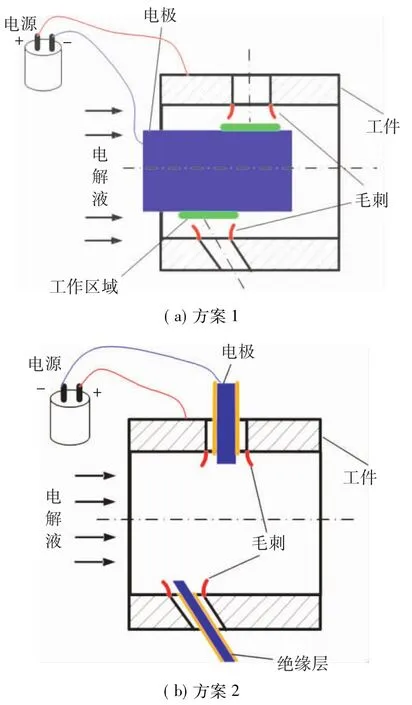
圖2 兩種工具電極布置方案
方案2電極布置方式缺點在于電極數量較多,手工安裝電極時輔助工序較多,這一點可以借助自動控制的手段來解決.將電極末端與氣缸相連接,工件、氣缸定位后,可實現多個工具電極的同時自動插入,大大節約了輔助時間,提高了加工效率.同時,為了實現所有毛刺的一次去除,配置電解液沖流方式為側流式,即從零件大孔型腔中流過.在兩極之間施加一個外加電壓后,在電場和流場的作用下,電極表面和工件毛刺處發生電化學反應,毛刺從根部開始溶解,同時陰極表面析出氫氣,隨后電解液將加工過程中產生的電解產物及熱量沖離加工區,實現對型腔中毛刺的一次性去除.
1.2電解去孔類毛刺的數學模型的建立
電解去毛刺屬于非接觸加工工藝,加工時電流主要集中在工件的棱邊毛刺處,易于在短時間內對毛刺完成定域局部溶解.溶解過程服從法拉第電解定律:
式中: va為電解去毛刺速度,mm/s;η為電流效率;ω為體積電化當量,mm3/(A﹒min) ; i為電流密度; I為加工電流,A; A為電極面積,mm2;σ為電解液電導率; UR為加工間隙方向上電解液的歐姆電壓降,V;Δ為電加工間隙mm.
由(1)式可知,去毛刺速度與電流效率、體積電化當量、電導率和歐姆電壓降成正比,并與加工間隙成反比.當電解液參數、工件材料與加工電壓不變時,ηωσUR=C (常數),去毛刺速度與加工間隙成反比.同時,從圖2所示的電極與毛刺的位置關系可看出,當毛刺根部被完全溶解時,則工件毛刺脫落,殘渣將被流動的電解液沖走,即無論其余部分是否被完全溶解,均可認為去毛刺過程完成,故采用此方法進行電解去毛刺,只需考慮毛刺根部的厚度,毛刺的高度及形狀對去毛刺過程影響很小,故可建立如圖3所示的毛刺溶解模型示意圖,該示意圖反映了經過小孔對稱軸的縱向截面上工具邊界與毛刺邊界之間的位置關系.去毛刺采用的是固定陰極式的加工方法,故加工間隙隨著去毛刺過程的進行逐漸增大,即毛刺溶解速度逐漸降低,電流密度值隨之下降,電流值也隨之下降.當毛刺完全去除時,電流會趨于一個相對平穩值.
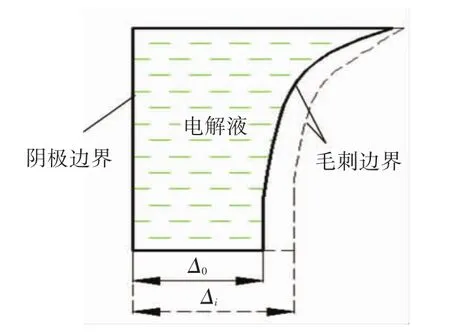
圖3 毛刺溶解示意
由于鉆削加工后形成的翻卷毛刺向外翻轉,使得毛刺的根部與電極的加工間隙最小,故毛刺的根部去除速度最快.當毛刺根部被完全溶解時,毛刺脫落,去毛刺過程完成.對根部毛刺溶解過程,其幾何關系應滿足


由式(3)可知,加工間隙隨著去毛刺過程的進行而逐漸增大,并受到初始加工間隙、電流效率、體積電化當量、電導率和加工電壓的影響.而間隙的變化將直接影響毛刺的溶解速度、工件的表面質量及加工精度.
2 電解去毛刺過程的數值模擬
2.1數值模擬手段及參數選擇
采用多物理耦合場分析軟件COMSOL Multiphysics對電解去除鉆孔毛刺進行理論仿真,COMSOL Multiphysics軟件是以有限元法為基礎,通過求解偏微分方程或偏微分方程組來實現真實物理現象的仿真.電解去毛刺過程服從法拉第定律,故可通過求解該方程中電導率σ、加工時間t、初始加工間隙Δ0、加工電壓U、工件材料及毛刺厚度D1等參數完成去毛刺的模擬過程.目前,被廣泛采用的電解液主要為NaCl、NaNO3和NaClO3的水溶液.NaCl溶液對設備的腐蝕性十分嚴重,加工精度不夠高; NaClO3成本較高、使用過程中維護繁雜; NaNO3加工精度較高,使用安全,對設備腐蝕性小,價格也不高.綜合各項因素,本研究選擇質量分數為20%的NaNO3水溶液作為加工電解液.當工件材料為鐵基材料,電極為黃銅,電解液溫度為30℃時,查閱相關文獻[14-5]可得去毛刺的相關加工工藝參數為:工件體積電化當量ω=0.036 9 (mm3·(A·s)-1) ;電導率σ=0.016 2 (s·mm-1) ;電流效率η=75%.
當工件體積電化當量ω、電導率σ及電流效率確定后,電解去毛刺主要受到加工時間t、初始加工間隙Δ0及加工電壓U的影響.為了分析出各因素對電解去毛刺的影響情況,選取表1所示參數進行正交仿真試驗.在COMSOL Multiphysics中建立圖4所示二維軸對稱(r-z)模型,考慮到去毛刺過程中存在電場的變化及毛刺溶解情況,故應選取ale(移動網格)和ec(電流)物理場,設定表1所示試驗參數進行數值模擬,即可得出一系列去毛刺仿真效果圖.
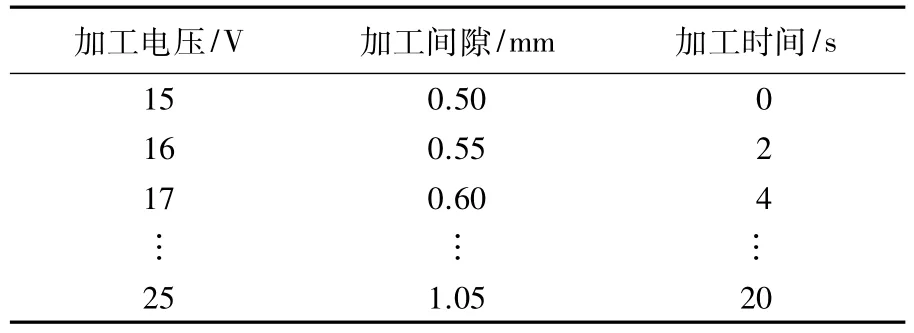
表1 正交實驗參數表
2.2電解去毛刺過程仿真的電場情況
圖4為初始加工間隙為0.75 mm,在工件和電極之間施加21 V電壓,t=0 s時,加工間隙區域內電解液的電勢分布立體情況,該區域為一個軸對稱區域,z向代表了毛刺的高度方向,xy平面為電極及小孔的橫截面方向,毛刺的具體尺度如圖1所示.可見電解液與工件接觸部位電勢為21 V,與電極接觸部位為0 V,中間呈漸變形式.圖5(a)和圖5(b)分別為t=0 s和t=20 s時最大縱截面上對應的極間間隙的電流密度情況,縱坐標z軸是毛刺的高度方向,橫坐標r軸為毛刺的厚度方向.由圖5可看出,工件毛刺的根部處電流密度最大,即該處毛刺溶解最快.隨著加工的進行,毛刺被逐漸溶解,加工間隙逐漸增大,(b)圖比(a)圖多出的部分即被電解液占據的空間,表明這部分空間的原有毛刺已經被去除掉.此時依然是毛刺根部處電流密度最大,表明毛刺被清除后,電極繼續與工件基體發生電解反應,隨著反應的繼續進行,會在孔的出口處形成圓角.#*%(!+,$
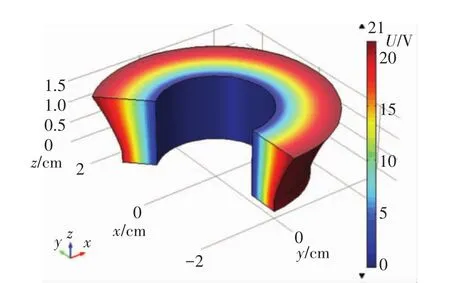
圖4 初始時刻去毛刺電勢分布圖
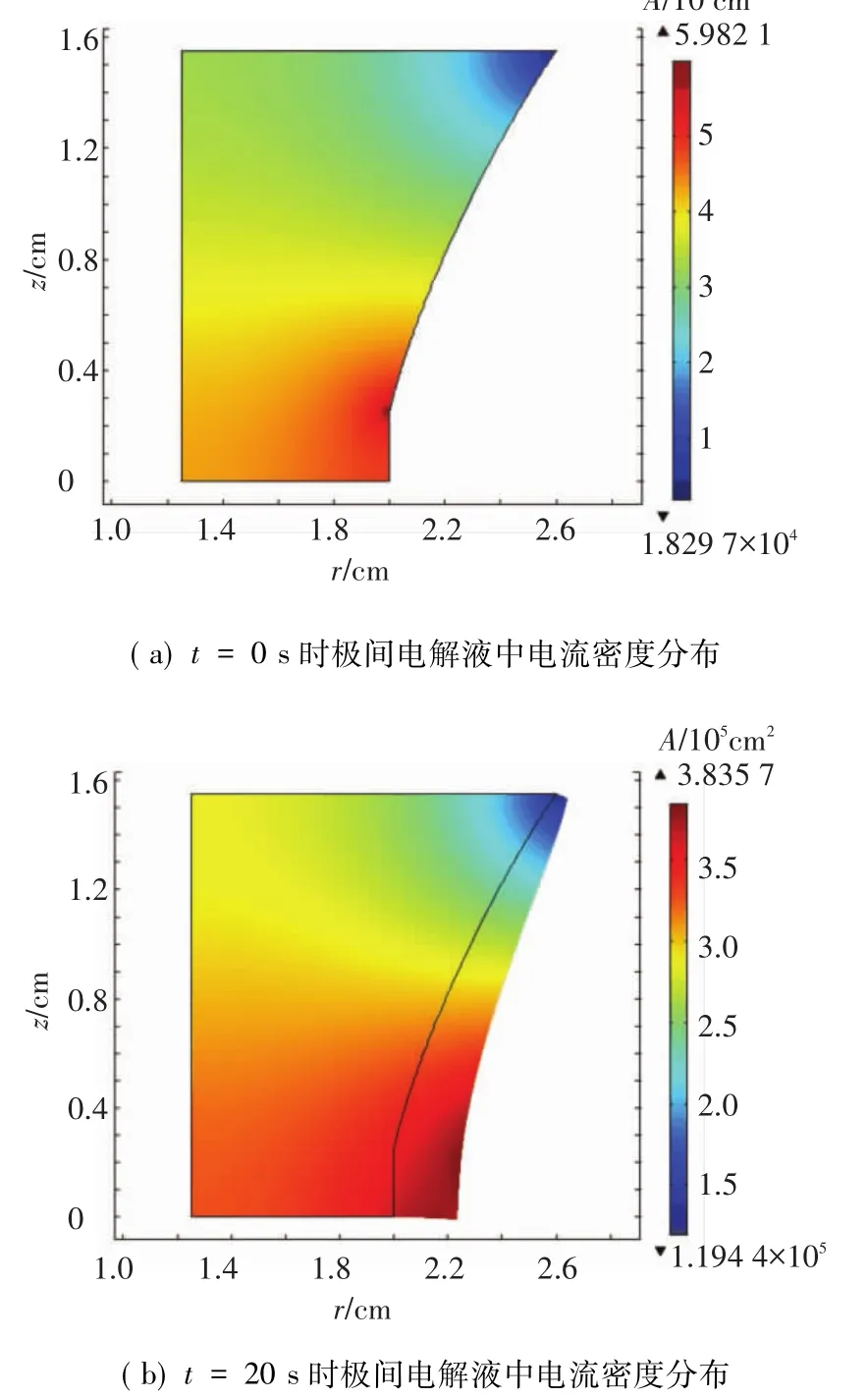
圖5 電流密度分布圖
2.3各加工參數的變化對去毛刺過程的影響規律
仿真得到了加工電壓為24 V,初始加工間隙為0.75 mm,工件毛刺根部軸向的電流密度和毛刺溶解量隨著時間的變化規律,如圖6所示.可看出,電解去毛刺開始后,電流密度達到最大值,毛刺被快速溶解,隨著去毛刺過程的進行,加工間隙逐漸增大,電流密度逐漸降低,毛刺溶解量越來越多,20 s時毛刺已經基本被去除.此時觀察電流的變化規律可以發現,電流的減小呈現變緩的趨勢,當電流的變化率接近0時,毛刺恰好已經被完全去除掉.對采集到的點進行擬合,可得出電流密度與去毛刺量隨時間的變化規律為

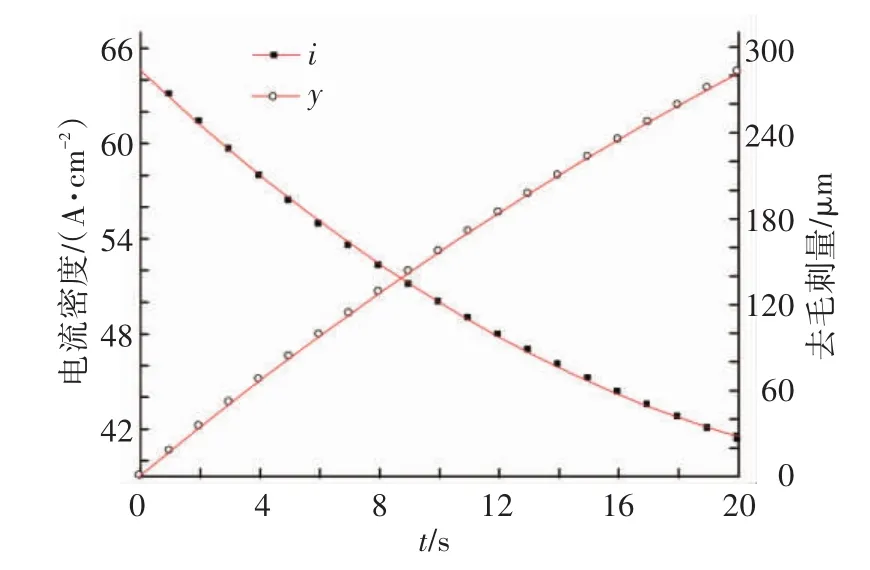
圖6 電流密度與去毛刺量隨時間的變化規律
同理,對仿真結果進行采集整理,可得出當初始加工間隙為0.75 mm,去毛刺時間為20 s,加工電壓不同時,電流密度與去毛刺量的變換規律如圖7所示.由圖7中可看出,隨著加工電壓的增大,電流密度隨之增大,相同時間內毛刺去除量也隨之增大.故在滿足零件表面質量要求和設備要求的情況下,應盡可能地增大加工電壓,以提高加工效率.圖8為不同初始加工間隙條件下,在工件毛刺和電極之間施加21 V電壓工作20 s后,毛刺根部電流密度情況及毛刺去除量情況.從圖8中可以看出,初始加工間隙越小,毛刺根部電流密度越大,相同時間內去除毛刺量也越大.但實際生產中,加工間隙過小容易在電極和工件毛刺之間發生短路現象,且小間隙加工對電源等設備等要求更高,故應綜合各方面因素選取.

圖7 電壓對去毛刺過程的影響規律
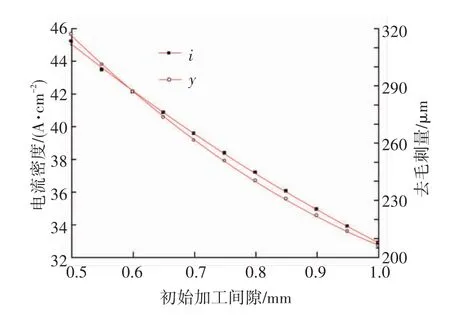
圖8 初始加工間隙對去毛刺過程的影響規律
3 去毛刺過程的電流采集實驗
為了驗證理論仿真的結果以及更準確地摸清電解去毛刺過程中的相關參數,尤其是加工電流的變化規律,選用汽車轉向器螺桿軸鉆孔后產生的內孔(直徑為4 mm)毛刺進行加工實驗,該螺桿軸材料為20CrMnTi,鉆孔后的毛刺大小不一,因此精確地控制去毛刺加工時間非常重要,既不會造成時間上的浪費和小孔的過去除,又不會造成毛刺的殘留.實驗時選用質量分數為20%的NaNO3溶液為電解液,通過水泵和過濾系統進行循環,電解液溫度為30℃.電極的安裝定位方式見圖2,即只有與毛刺對應的部分的陰極電極是裸露的(為了增強加工效果,實際的裸露長度比理論的略長一些).為了方便操作和控制,對加工時間的控制通過控制水泵的運行時間來實現,即工件、電極安裝完畢后,陰陽極之間始終有電壓存在,有電解液通過則進入加工狀態;切斷電解液的供給,由于工件為豎直方向安裝,不會有電解液的殘留,故加工結束.
初步實驗擬選用直徑2.5 mm的黃銅電極作為加工工具,加工間隙為0.75 mm.圖9為加工電壓24 V,同時對工件上3個內孔毛刺去除的電流變化情況.從圖9中可以看出,加工電流呈現下降的趨勢,表明毛刺正在溶解.隨著毛刺去除,電流的減小速度越來越慢,最后電流趨于平緩,表明這時的毛刺已經完全去除.為了進一步精準地把握電流變化規律,利用二次多項式對該數據進行擬合,可得到電流y隨時間x的變化規律為

對式(4)進行求導,可得當加工時間x=22 s時,電流變化y'=0,說明此時毛刺已經得到徹底去除.計算結果與實際數據及圖6中的仿真結果相吻合.
進行了不同加工電壓下的去毛刺實驗,實驗結果表明:電壓越高,去毛刺過程進行得越快,在保證電源許可的情況下,應盡可能地增大加工電壓,以提高加工效率.不同的加工電壓,電流的變化規律是一致的,可通過把握電流到達平緩點的時間,作為判定去毛刺完成的條件.圖10為加工進行到20 s時,不同電壓下電流的變化情況,其變化規律與仿真結果圖7吻合.為了把握加工間隙的影響規律,還制作了一系列直徑不同的電極,并在21 V電壓下完成了去毛刺實驗.實驗結果表明,減小加工間隙同樣能夠提升加工速度,但加工間隙過小對工裝要求過高.圖11所示為不同初始加工間隙條件下工作20 s時的電流變化情況,其變化規律與圖8所示的仿真結果吻合.
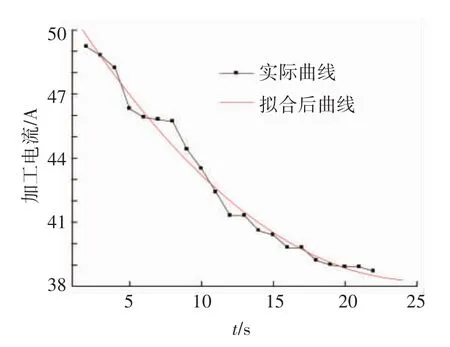
圖9 去毛刺過程中電流的變化規律
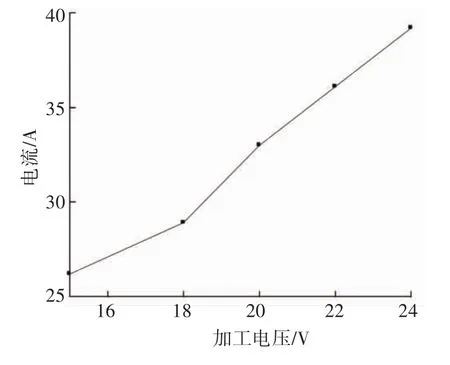
圖10 不同加工電壓下的電流變化規律
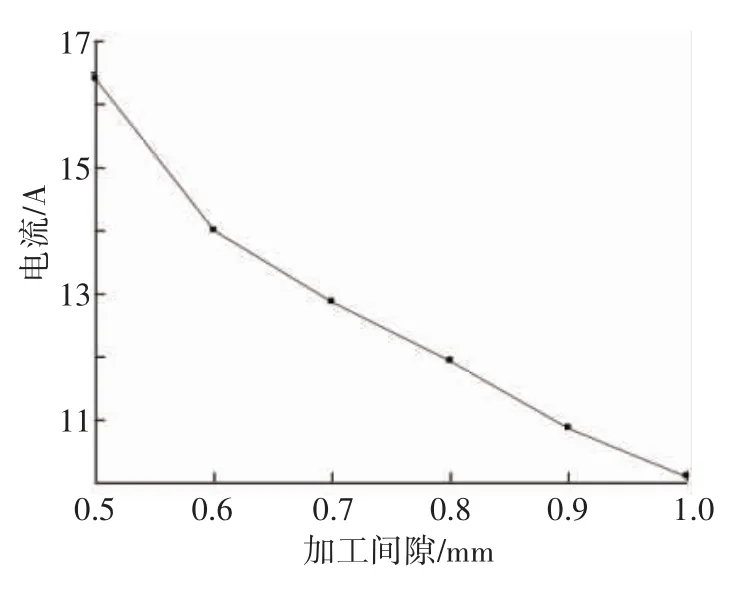
圖11 不同加工間隙下的電流變化規律
4 基于電流檢測的自動去毛刺控制系統及實驗
根據前述通過仿真和實驗得到的電解去毛刺過程中的電流變化規律,提出了基于電流檢測的自動去毛刺控制系統,圖12為去毛刺自動控制系統的流程圖.在工件、電極定位完畢,不存在短路問題后,控制器控制水泵運轉,去毛刺加工開始,同時對陰陽極之間的電流進行實時采集,隨后對所采集到的數據進行實時處理和判斷.相鄰的3個數據求平均值,并對相鄰的2個平均值做前數減后數的減法計算,得到差值Δy,并與預設值ε進行比較,當Δy<ε時,認為毛刺已基本被去除,電流基本趨于穩定,通過控制裝置切斷水泵的運轉,加工時間結束.
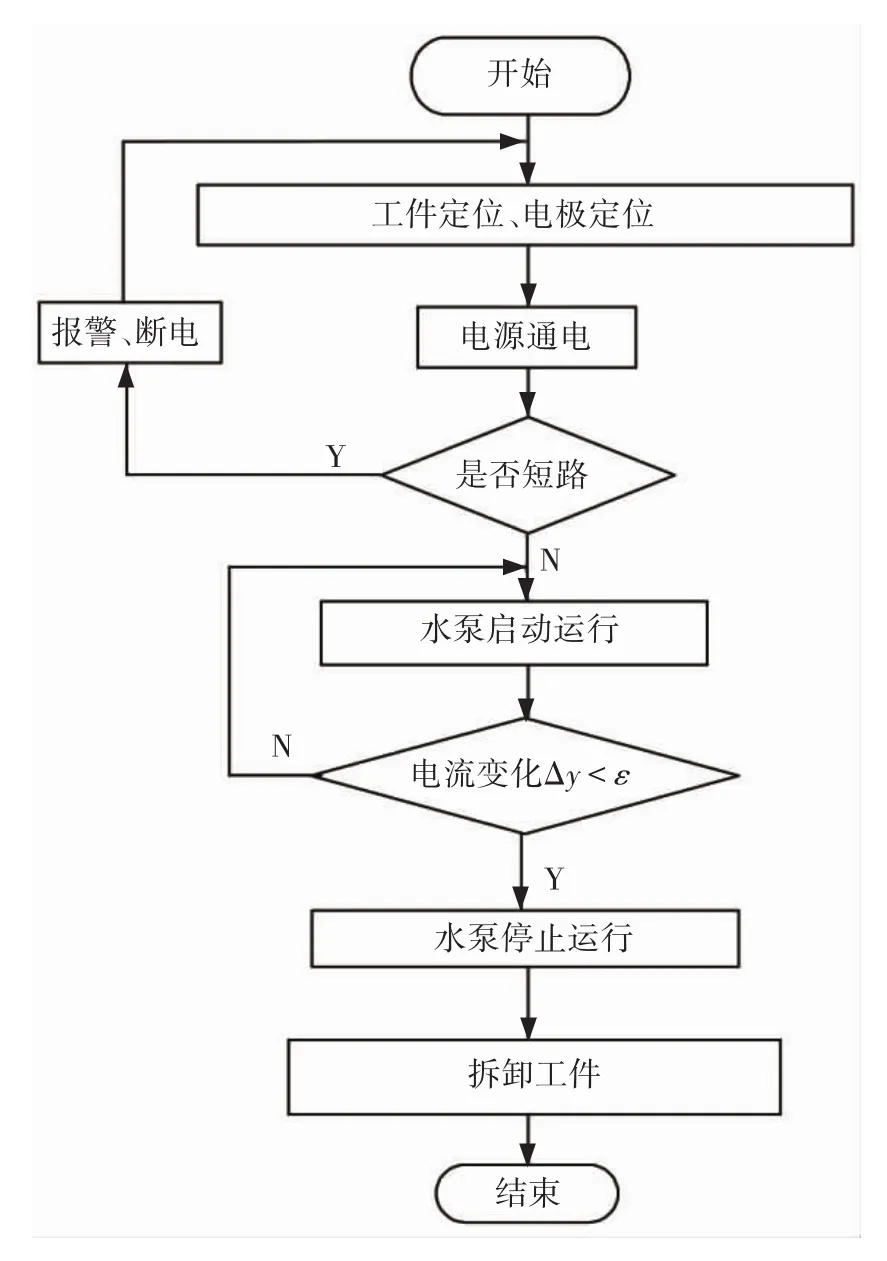
圖12 控制系統流程
基于該控制系統進行了自動去毛刺驗證實驗,實驗時電解液溫度為30℃,采用24 V作為加工電壓,同時對3個小孔進行去毛刺.圖13為加工前后電極插入情況、毛刺去除對比圖及加工電流的變化曲線,可見當電流的變化平緩時,控制系統即將水泵停運,中止了去毛刺加工過程,加工時間為17 s.從加工效果來看,毛刺得到了有效的去除,小孔和大孔的相貫線非常清晰,并且沒有加工出圓角,保持了零件的原有特征,驗證了該自動去毛刺控制系統的有效性.
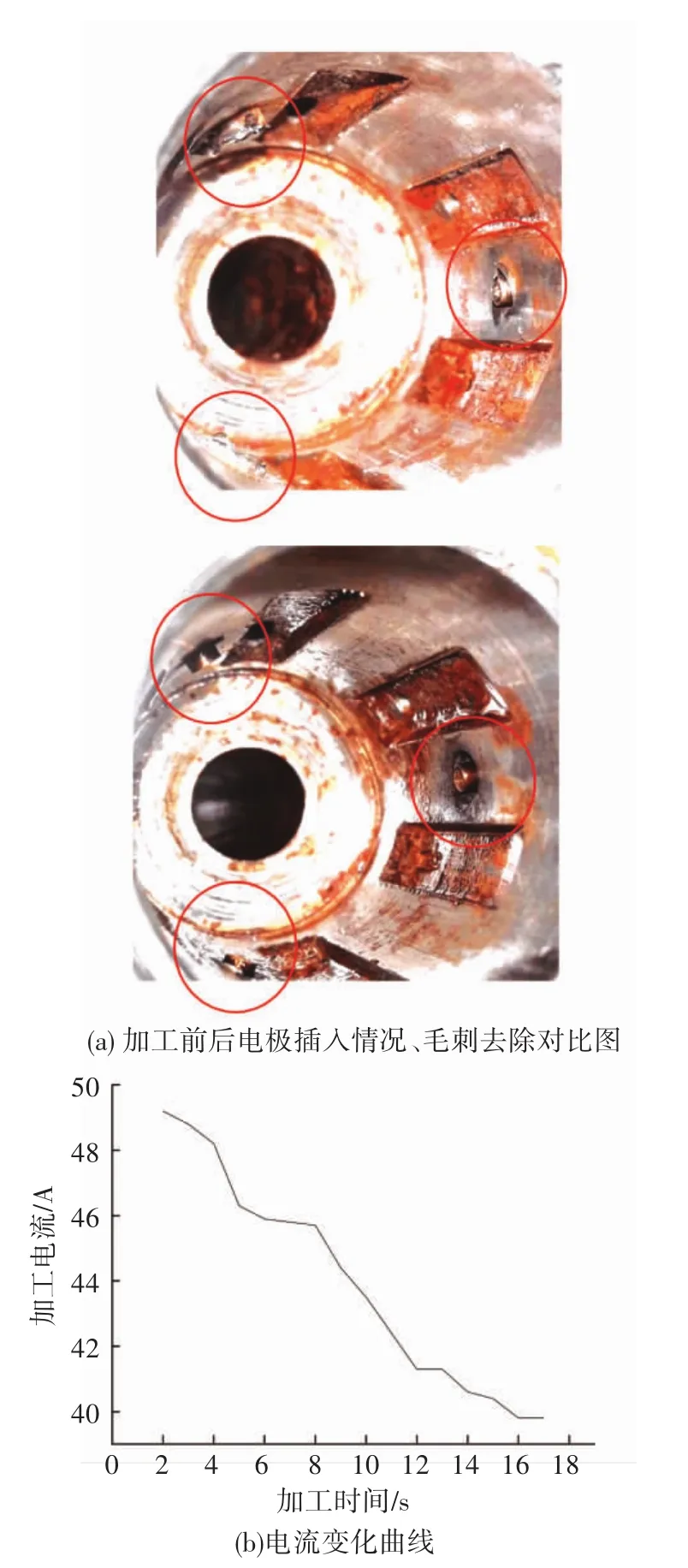
圖13 自動去毛刺實驗結果
5 結 論
1)利用仿真和實驗的手段得到了固定陰極式電解去內部交叉孔相貫線毛刺加工時電流的變化規律,并得到了加工電壓、加工間隙、加工孔數對去毛刺時間的影響.
2)提出了基于電流檢測的控制方法,能夠自動控制去毛刺時間.基于該控制系統的去毛刺實驗表明:該方法可有效地實現對去毛刺過程的自動化控制,達到精準去毛刺的目的,具有良好的工程應用價值.
3)電解去毛刺實驗過程中還偶然發現了火花放電現象,其對去毛刺過程及控制系統的影響需要深入研究.
參考文獻
[1]WANG Guicheng,ZHANG Chunye.Formation and Control of Drilling Burrs[J].Journal of Southeast University,2001,17(2) : 1-5.
[2]金東燮,張國林.鉆削毛刺形成機理的研究[J].哈爾濱科學技術大學學報,1989 (1) : 1-5.
[3]謝俊鋒.鉆削加工毛刺的形成及解決方法[J].輕工機械,2007 (1) : 85-87.
[4]LEE K U,KO S L.Development of deburring tool for burrs at intersecting holes[J].Journal of Materials Processing Technology,2008,201(1/2/3) : 454-459.
[5]陳景蕙,任敬心,李雅卿.熱力去毛刺工藝的研究[J].機械工藝師,1994 (11) : 21-22.
[6]LEONG K F,CHUA C K,SIONG G,et al.Abrasive jet deburring of jewellery models built by stereolithography apparatus[J].Journal of Materials Processing Technology,1998,83(1/2/3) : 36-47.
[7]BALASUBRAMANIAM R,KRISHNAN J,RAMAKRISHNAN N.An experimental study on the abrasive jet deburring of cross-drilling holes[J].Journal of Materials Processing Technology,1999,91(1/2/3) :178-182.
[8]BALASUBRAMANIAM R,KRISHNAN J,RAMAKRISHNAN N.Ivestigation of AJM for deburring[J].Journal of Materials Processing Technology,1998,79(1/2/3) :52-58.
[9]牟宗平,羅琳琳,祝宜春.小直徑內孔去毛刺的方法[J].金屬加工(冷加工),2011,21: 42-44.
[10]JEONG Y H,YOO B H,LEE H U,et al.Deburring microfeatuers using micro-EDM[J].Journal of Materials Processing Technology,2009,29(14) : 5399-5406.
[11]LEE S J,LIU C P,FAN T J,et al.Deburring miniature components by electrochemical method[J].Int J Electrochem Sci,2013(8) : 1713-1721.
[12]SARKAR S,MITRA S,BHATTACHARYYA B.Mathematical modeling for controlled electrochemical deburring (ECD)[J].Journal of Materials Processing Technology,2004,147: 241-246.
[13]徐文驥,余自遠,孫晶,等.微小孔電解去毛刺試驗研究[J].航空制造技術,2011,19: 70-75.
[14]徐家安,云乃彰,王建業,等.電化學加工與技術[M].北京:國防工業出版社,2008: 213-219.
[15]CHOI I H,KIM J D.A study of the characteristics of the electrochemical deburring of a governor-shaft cross hole [J].Journal of Materials Processing Technology,1998,75 (1/2/3) : 198-203.
(編輯楊波)
Simulation and experiment of automatic electrolytic deburring on inner intersecting holes based on electric current detection
LI Jian1,WANG Zhenlong2,GUO Yanling1
(1.College of Electromechanical Engineering,Northeast Forestry University,150040 Harbin,China; 2.School of Mechatronics Engineering,Harbin Institute of Technology,150001 Harbin,China)
Abstract:Aiming at the great hardship and low efficiency of deburring on the inner intersecting holes,using electrolytic machining theory and applying fixed inserting cathode pole layout,an automatic electrolytic deburring method based on detection of electric current is proposed,and a mathematic model is set up.Simulation and experiment are adopted to find out the effect of gab,voltage and time in the electrolytic deburring process.The result shows that the electric current density changes over time.Under the present pole layout condition,the average electric current goes down and the slope nearly reaches zero when deburring is completed.Taking this as the judgement of end of deburring,an automatic electrolysis deburring control system is developed.The experiment shows that the method can control the machining time according to the size of burr and remove it accurately.Besides the method has low cost and high quality.
Keywords:electrolytic deburring; inner intersecting holes; current density; electric current detection; pole
通信作者:郭艷玲,guo.yl@ hotmail.com.
作者簡介:李健(1985—),男,博士,講師;王振龍(1963—),男,教授,博士生導師;郭艷玲(1962—),女,教授,博士生導師.
基金項目:國家自然科學基金(51475089).
收稿日期:2014-12-18.
doi:10.11918/j.issn.0367-6234.2016.01.023
中圖分類號:TG662
文獻標志碼:A
文章編號:0367-6234(2016) 01-0152-07