雙再沸器塔底出口管道的工藝特點及管道設計
2016-05-06 10:37:06徐曉媛劉哲天津市化工設計院天津300193
天津化工 2016年2期
徐曉媛,劉哲(天津市化工設計院,天津300193)
雙再沸器塔底出口管道的工藝特點及管道設計
徐曉媛,劉哲
(天津市化工設計院,天津300193)
本文以多晶硅精餾系統的節能改造為案例,討論了雙再沸器塔底出口管道的工藝要求和特點,提出了管道的布置原則以及應用CAESAR II軟件對管道受力進行分析的一些方法。本案例的設計思路和分析方法為工藝管道設計工作提供了參考和應用經驗。
雙再沸器塔;CAESAR II;管道設計;管道應力
管道應力分析是壓力管道設計的重要內容。隨著化工技術的不斷發展,對化工產品需求的不斷增大,化工廠的規模在迅速變大。大管徑或復雜管系的高溫管道系統經常出現,管道及支吊架的設計既要滿足工藝需要,又要滿足系統受力安全性、安裝可操作性等諸多因素的需要。因此,綜合協調以滿足各因素的要求成為設計中最為繁雜的工作。本文即以實際案例說明管道應力分析在化工工藝管道設計中的實際應用。
1雙再沸器塔的工藝及特點
多晶硅是高能耗的化工產品,它是生產太陽能電池及電子元件的基礎功能性材料,是全球光伏產業和電子工業的基石[1]。但是多晶硅生產的高能耗卻成為了光伏產業發展的瓶頸。因此,節能降耗成為多晶硅生產發展的必行之路。
在我院設計的某大型多晶硅生產廠中,我們對原有氯硅烷精餾工藝進行了節能改進。利用高壓塔(以下簡稱T01塔)塔頂蒸汽作為低壓塔(以下簡稱T02塔)塔釜熱源,由于T02塔頂氣相冷凝釋放的熱量(即塔頂冷凝器熱負荷)不足以補充T02塔釜再沸器所需熱量,且為了保證開車或調試時T02塔的啟動可以不依賴于T01塔的啟動,故將T02塔的再沸器由原來的一臺增加為兩臺,其中一臺(以下稱E01)依然采用蒸汽加熱,另一臺(以下稱E02)采用T01塔頂蒸汽加熱。
本案例T02塔釜出口進入再沸器的管道有如下特點:
(1)管道設計溫度160℃,進入E01和E02的管道管徑分別為DN500mm和DN600mm,管道材質20鋼。管徑較大,溫度較高,易在熱態產生較大推力。
(2)兩臺再沸器均為熱虹吸式,除保證安裝高度外,還應盡量減小管道阻力,從而維持足夠的動力作為熱虹吸循環的推動力。因此,通過改變管道走向增加管道柔性時,需關注管道阻力的影響。
(3)精餾塔釜工藝物料為氯硅烷混合物,屬于易燃易爆的危險化學品,遇明火、高熱時發生燃燒或爆炸。為了減少工藝泄漏點,安全生產,應盡量避免管道補償器的使用。
(4)雙再沸器的工藝增加了相關管線的復雜度。與單再沸器工藝相比,必定會加長再沸器和塔釜出口相連管道的長度,導致管道軸向位移增大。如果沒有合理補償,則會導致局部應力超標或設備管口力超標。
下面我們將利用CAESAR II軟件對該管道的受力情況進行分析。
2 CAESAR II軟件及分析要點
CAESARII管道應力分析軟件是由美國COADE公司研發的壓力管道應力分析軟件,是進行管道系統設計和分析的工程工具[2]。作為業內普遍認可的管道應力分析軟件,CAESARII在國內外都得到廣泛應用。它既可以進行管系的靜力分析,也可進行動力分析。本文僅就其靜力分析的功能模塊進行討論。
管道靜力分析主要包括以下幾點內容:
(1)計算及評價管道中的應力。主要包括一次應力、二次應力、法蘭受力的校核,使其滿足規范要求。
(2)計算及評價與管道連接的設備管口的受力,使其滿足設備管口受力的要求。
(3)計算管道對支吊架的作用力及位移情況,為支吊架和土建結構的設計提供依據[3]。
3計算結果及分析
3.1管道布置方案一及結果分析
管道布置嘗試采用由T02塔釜出口到再沸器E01、E02進口的最短路線,詳見圖1。10節點為T02塔釜出口,170節點為再沸器E02入口,280節點為再沸器E01入口;140、270節點為彈簧支架。
方案一的CAESAR II計算結果詳見表1。發現本方案管道的一次應力與二次應力均符合規范要求。但是對各設備的管口力都較大,主要表現為沿管道長端方向(x軸)的力以及由該力產生的彎矩(z軸)過大,對塔管口還包括沿y軸方向的拉力過大。以上對設備管口的附加力已超過設備的承受力,即使通過補強也不能滿足規范要求。
分析發生如上狀況的原因是管道熱漲時會產生軸向位移,沿x軸方向發生的軸向位移則最為顯著,因管道直徑較大且豎直方向管道長度較短不足以補償該位移,故在設備管口產生較大的管口力和彎矩。下面我們將就方案一存在的問題尋求解決方法。
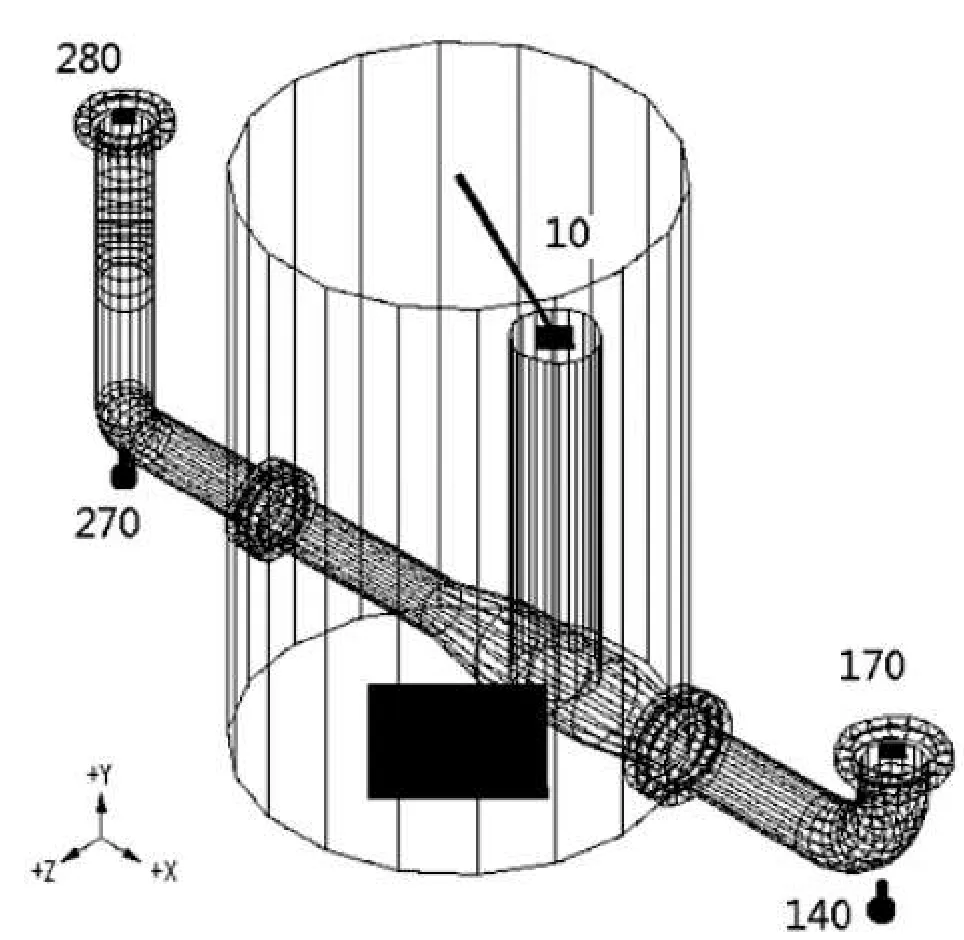
圖1 雙再沸器塔釜出口管道CAESARII模型(方案一)
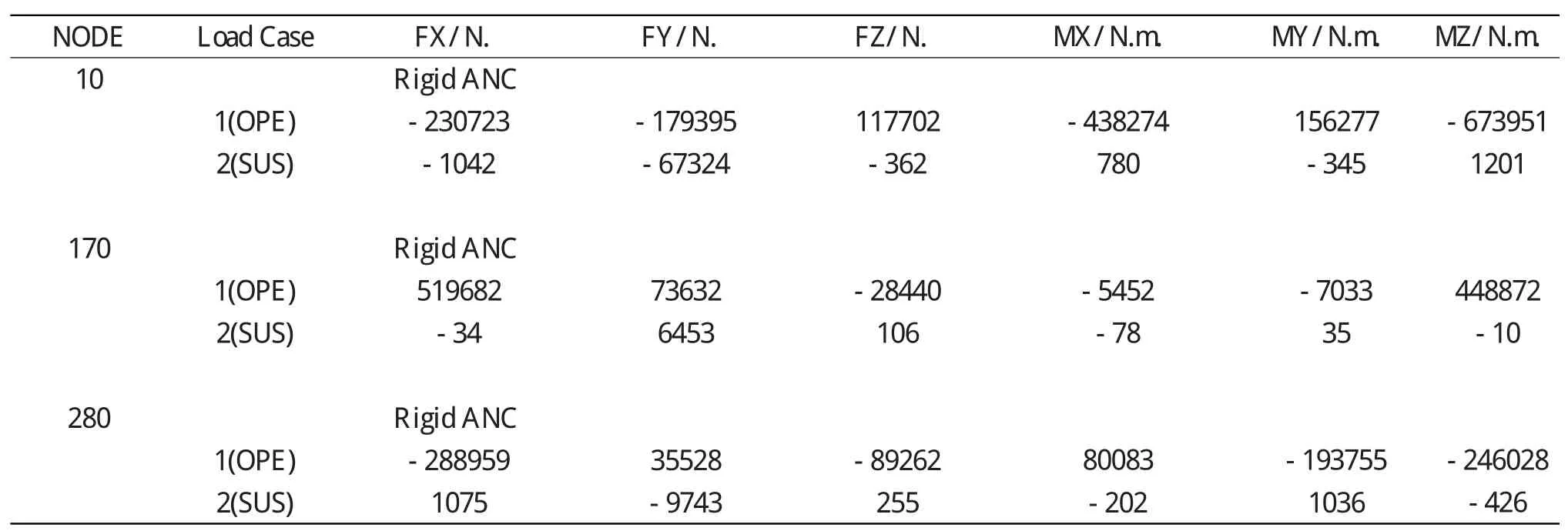
表1 方案一模型節點受力
3.2管道布置方案二及結果分析
通過對方案一的分析得知,解決過大的管口力,關鍵要補償管道x軸方向的位移。考慮到管道內輸送介質的危險性,因此不選用補償器而采用管道自然補償的方式。要補償x軸方向的位移,可以選擇增加y軸或z軸方向的管道長度。因為設備的安裝高度已經限制,且為了保證熱虹吸再沸器的循環動力,管道布置不宜產生向上的袋形增大阻力,故選擇增加沿z軸方向的管道長度。同時,減小與管口連接的管道直管段,以使力臂減小以降低管道對設備管口的彎矩水平,使其滿足規范許用值。方案二管道走向詳見圖2。
方案二模型中,設備各管口即彈簧支架節點號不變,新增節點120、240為剛性支架,節點40模擬管道與塔壁開孔的接觸情況。方案二的管道應力水平均符合規范要求。且通過表2發現,各設備管口的受力和彎矩情況均得到明顯改善。經設備專業核算,各管口受力滿足規范設計要求。由于管道走向在豎直方向的總長度及高度并未發生變化,管道阻力的增加僅限于水平管道的長度增大和彎頭管件個數的增加,所以經核算,相對方案一,管道增加的阻力很小,依然可以保證熱虹吸再沸器的動力。按照方案二設計的管道系統現已安裝完成并投入生產,目前運行良好。
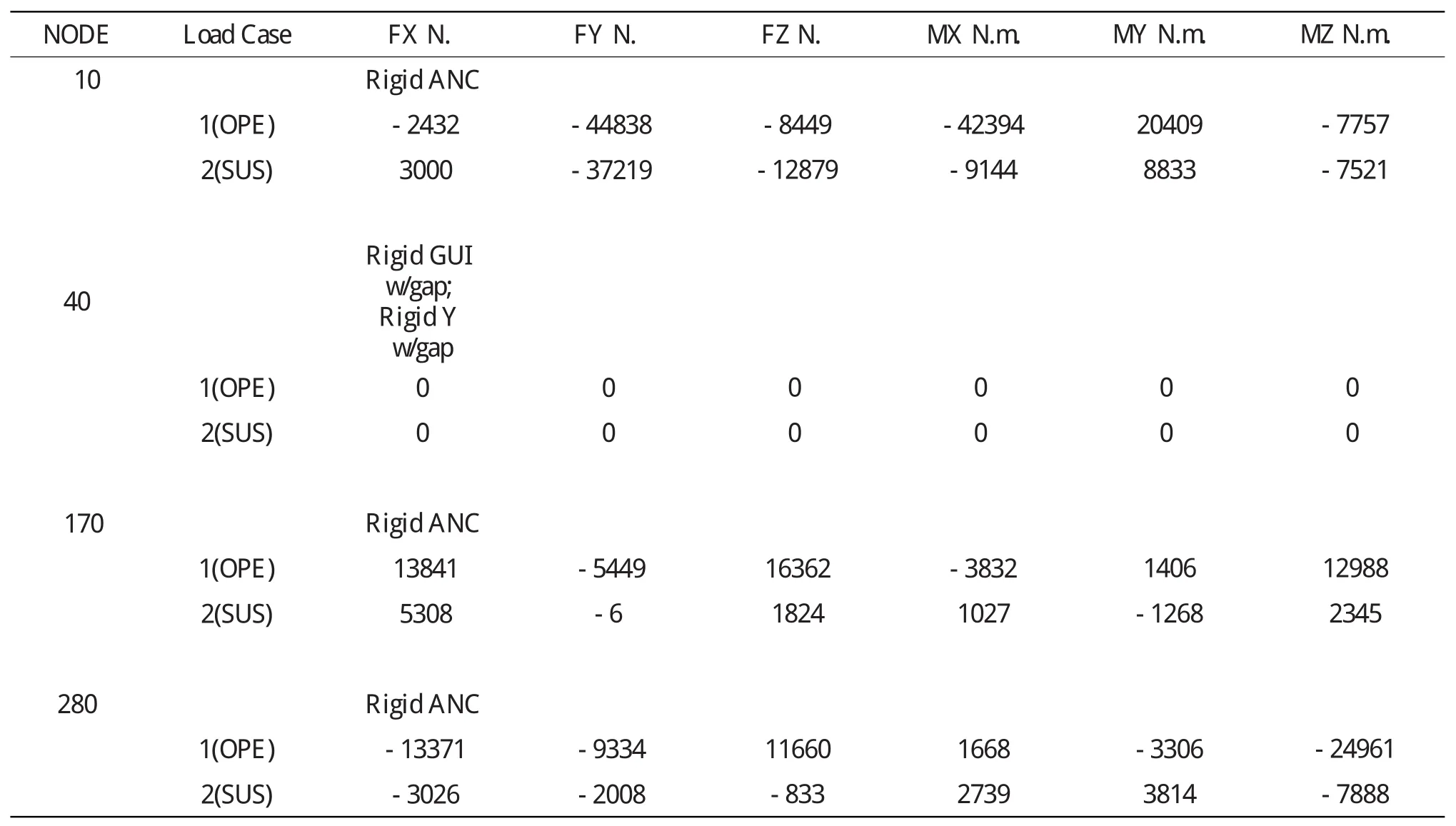
表2 方案二模型部分節點受力
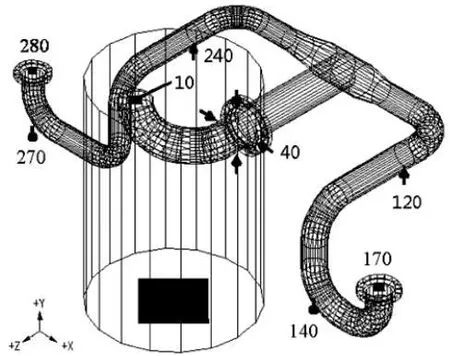
圖2 雙再沸器塔釜出口管道CAESARII模型(方案二)
4 結語
本文以多晶硅精餾系統的節能改造為案例,討論了雙再沸器塔釜管道的工藝要求和特點,提出了管道的布置原則以及應用CAESAR II軟件對管道受力進行分析的一些方法。在管道設計過程中,我們首先采用對工藝最有利的方案一進行嘗試,在應力計算結果不能滿足規范要求的情況下,通過分析管線的受力情況找出主要矛盾,并在解決方法中選取對本工藝最為有利的方案二。在實際運行中也取得了很好的效果。
工藝管道設計是一項繁瑣、復雜的工作,融合了工藝、管道、材料、應力等多種專業知識。能夠了解各專業的特點和要求,總體考慮、協調各設計要素,將會使設計工作更加高效率、高質量的完成。本文中提到的設計思路和分析方法為工藝管道設計工作提供了參考,淺析了綜合分析工藝管道各設計要素的方法,為設計工作提供了應用經驗。
[1]湯培平,陳云霞,徐敏,朱麗,劉宏宇,王文賓.冶金法制備太陽能硅過程的濕法除硼研究[J].化學工程,2010,11:68-71+76.
[2]龍忠輝. CAESAR II管道應力分析軟件開發應用[J].化工設備與管道,2001,03:50-53+4.
[3]唐永進.壓力管道應力分析的內容及特點[J].石油化工設計,2008, 02:20-24+17.
10.3969/j.issn.1008-1267.2016.02.016
TQ055.8+1
B
1008-1267(2016)02-0048-03
2015-11-20
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年11期)2018-08-04 03:26:08
山東工業技術(2016年15期)2016-12-01 05:31:22
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57