無縫鋼管水壓機排氣頭系統改進
2016-05-05 01:52:34賈豹于天東鞍鋼股份有限公司無縫鋼管廠遼寧鞍山114021
鞍鋼技術 2016年2期
賈豹,于天東(鞍鋼股份有限公司無縫鋼管廠,遼寧鞍山114021)
?
無縫鋼管水壓機排氣頭系統改進
賈豹,于天東
(鞍鋼股份有限公司無縫鋼管廠,遼寧鞍山114021)
摘要:介紹了無縫鋼管廠水壓機排氣頭系統存在的設計缺陷,并提出具體改進方案:將原閥桿和導向套之間鑲嵌密封圈的密封方式,改進為在閥桿上內嵌銅套密封并將導向套底部封死的方式,同時改進水處理設施。運行結果表明,故障率大幅降低,提高了機組作業率。
關鍵詞:無縫管;水壓機;排氣頭;密封
賈豹,碩士,工程師,2008年畢業于遼寧科技大學機械工程設計與理論專業。E-mail:jiabao088@163.com
無縫鋼管在國民經濟建設中具有重要作用,被廣泛使用于石油開采、鉆探、航天等領域中[1]。檢驗無縫鋼管產品質量的關鍵設備之一即無縫鋼管打壓設備——水壓機。水壓機設備性能直接影響著無縫鋼管的產品質量和品種規格[2]。水壓機工作原理是模擬鋼管實際應用中的工作壓力,在無縫鋼管內充水,檢驗無縫鋼管在設置的額定壓力下并保壓一定時間,是否發生破裂、彎曲、變形等情況,如果無縫鋼管未產生以上缺陷,說明無縫鋼管合格。排氣頭是水壓機的重要組成部分,其主要作用是當無縫鋼管內部一端充水時,另一端的排氣閥閥桿移動將閥口打開使空氣迅速排出,當無縫鋼管內充滿水后閥口關閉,增壓缸啟動進行打壓試驗。由于原排氣閥結構不合理造成密封頻繁損壞,無法達到試驗額定壓力值,同時被雜質污染的打壓水加劇了密封損壞的程度。停機更換密封,既影響生產的連續性,降低了作業率,又增加了額外消耗。亟需對水壓機排氣頭系統進行改進。
1 水壓機系統組成及工作原理
水壓機主要由三部分組成,即注水頭系統、排氣頭系統和增壓系統。當無縫鋼管一端插入到注水頭的實驗頭內、另一端插入到排氣頭的實驗頭后,隨著注水頭與排氣頭內實驗頭的預密封壓力增加,預密封與無縫鋼管外表面逐漸抱緊起到密封作用。當預密封壓力達到額定壓力值后注水頭開始注水,排氣頭系統處排氣閥閥桿向下移動,閥口打開排除管內空氣,如圖1所示。無縫鋼管內被注滿水后,排氣閥閥桿向上移動閥口關閉,此時在無縫鋼管內部與注水頭系統及排氣頭系統間形成一個密閉空間,注水頭處的增壓缸啟動,使無縫鋼管內水增壓。根據無縫鋼管種類的不同,試驗壓力最高可達到69 MPa,保壓幾秒鐘后增壓缸停止工作,排氣頭閥桿下移、閥口打開,同時預密封壓力降低為零,無縫鋼管內打壓水排出,結束打壓。

圖1 改進前排氣頭系統
2 原排氣頭系統存在的缺陷
2.1排氣閥結構不合理密封頻繁損壞
打壓試驗一根無縫管閥桿要動作兩次,一天大約生產1 200根無縫鋼管,閥桿動作2 400次左右,由于動作頻次大,排氣閥閥桿底部導向套內的密封極易損壞。密封失效后,當增壓缸增壓時,由于存在泄露,無縫鋼管內部壓力達不到額定的69 MPa試驗壓力值;同時當導向套內的密封損壞而未及時發現時,從損壞的密封處泄漏的高壓水會加速導向套內部的磨損,多數導向套內部都存在溝狀的沖刷槽。更換導向套內密封時需要將導向套下面鎖緊螺母打開,將整個閥桿吊出,更換時間4 h。
2.2打壓水不潔凈污染排氣頭加速其劣化
無縫鋼管在軋制和熱處理過程中處于高溫狀態,冷卻是在空氣中自然冷卻,冷卻過程中在無縫鋼管內部形成一層氧化鐵皮,吹風工序過程中由于鐵皮清理不徹底,在無縫鋼管打壓時管內的鐵皮會隨著管內水流動而經過注水頭、排氣頭系統及預密封的梭閥等,使梭閥閥芯磨損速度加快,降低使用壽命;梭閥漏水將造成預密封達不到設定壓力,尤其是排氣頭閥桿導套內密封損壞頻繁,導致無縫鋼管內壓力達不到設定壓力值。
3 改進方案
3.1閥桿導向套和密封結構改進
3.1.1導向套結構改進
取消原排氣閥導向套底部鎖緊螺母的結構設計,將原導向套底部的通孔改為如圖2所示的盲孔結構,通過將導向套底部封死來實現密封,通過導向套、關閉的閥口及無縫鋼管內部形成密閉空間對無縫鋼管打壓,此方案解決了因為密封圈磨損、失效而導致高壓水泄漏的問題。
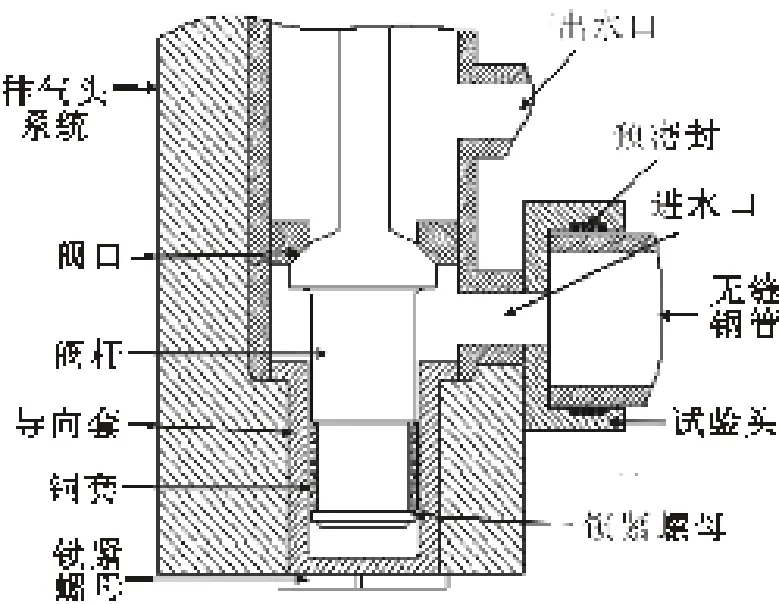
圖2 改進后排氣頭系統
3.1.2密封結構改進
將原密封圈結構改為如圖3所示的銅套結構。
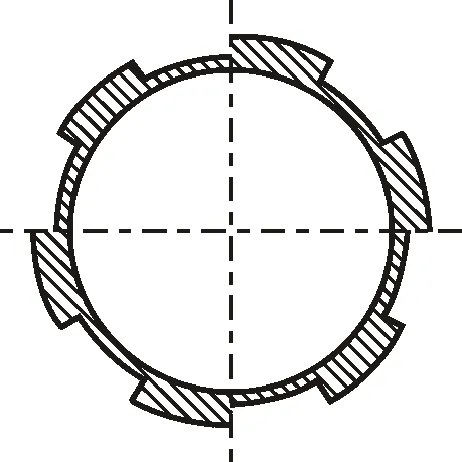
圖3 改進后銅套結構
改進后的導向套底部為封死結構,因此內部經常有積水,為了避免閥桿移動時在銅套上、下方形成壓力差而阻礙閥桿動作,在改進的銅套外側加工多個導流槽,其作用為當閥桿上、下移動時,導向套內部的水可以沿著導流槽自由流動,起卸荷作用。
3.2水處理設施改進
在水處理池中抽水泵的入口處安裝過濾網,防止鐵皮等雜質進入到蓄水罐中;在抽水泵的出口到蓄水罐間安裝過濾器,進一步過濾水中雜質,防止雜質進入到水壓機內部水循環系統;每6個月對水處理池中的循環水進行一次徹底更換。同時要求生產人員在每次更換打壓水時,嚴格按照乳化液占5%的比例進行勾兌[3],防止因為水質不潔凈,導致水壓機設備零部件氧化腐蝕生銹,降低設備功能精度。
4 改進效果
4.1實現生產連續性
水壓機排氣頭系統改進后,杜絕了因為排氣頭導向套內密封圈頻繁損壞造成停機檢修。本技術的應用,解決了制約生產連續性的難題,使機組的作業率提高2.4%,自2015年1月使用至今,效果良好。
4.2降低維護成本
按照每次停機處理時間4 h,每月停4次計算,每年估計節約費用15萬元。本技術的應用,在節約備件費用的同時,不僅避免了人力資源和能源的浪費,而且為降本增效做出了積極的貢獻,為同行業設備改進提供一定的實際參考價值。
5 結語
通過對水壓機排氣頭系統的改進,采用將導向套底部設計成盲孔、用銅套取代原導向套內的密封圈的結構設計,實現導向套、封閉的閥口及無縫鋼管內部形成密閉空間,對無縫鋼管進行打壓,同時對水處理設施進行改進,徹底解決了排氣頭閥桿導套內密封損壞頻繁,導致無縫鋼管內壓力達不到設定壓力值的難題。改進后設備運行平穩,設備故障率及維護工作量大幅降低。
參考文獻
[1]張才安.無縫鋼管生產技術[M].重慶:重慶大學出版社,1997.
[2]李長穆.現代鋼管生產[M].北京:冶金工業出版社,1988.
[3]周家啟.工程系統可靠性評估原理和方法[M].重慶:科學技術文獻出版社重慶分社,1988.
(編輯袁曉青)
修回日期:2015-09-07
Im provement in Exhaust Head System of Hydraulic M achine for Seam less Steel Pipe
Jia Bao,Yu Tiandong
(Seamless Steel Pipe Plant of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China)
Abstract:The design defects existed in exhaust header system of hydraulic machine for seamless steel tube was introduced and the concrete schedule for improvement was proposed.Firstly the sealing way by inlaying seal rings between the old valve stems and guide sleeves was modified by embedding copper sleeves to the valve stems for sealing and closing off the bases of the guide sleeves.And then the water treatment facility was also improved.The operation results show that the failure rate was decreased greatly while the operation efficiency of the hydraulic machinewas increased.
Key words:seamless steel pipe;hydraulicmachine;exhaust header;sealing
中圖分類號:TG315
文獻標識碼:A
文章編號:1006-4613(2016)02-0060-03
