復合鋼板壓力容器的制造
2016-05-05 03:39:22丁大偉于鴻飛
化工裝備技術 2016年2期
關鍵詞:筒體
劉 娟 丁大偉 于鴻飛
(大連金州重型機器集團有限公司)
?
復合鋼板壓力容器的制造
劉娟*丁大偉于鴻飛
(大連金州重型機器集團有限公司)
摘要主要闡述兩個方面的問題:一是爆炸復合鋼板制封頭、筒體的毛坯厚度選擇及其成形減薄率控制;二是復合鋼板制筒體錯邊量的合理要求。
關鍵詞復合鋼板筒體封頭錯邊量壓力容器
*劉娟,女,1977年生,工程師。大連市,116100。
近年來,壓力容器殼體越來越多地采用不銹鋼為覆層、低合金鋼為基層的復合鋼板。這種復合鋼板不僅具有不銹鋼的良好的耐腐蝕性,還具有低合金鋼的良好的機械強度和加工性能,可采用熱壓、冷彎、切割和焊接等工藝進行加工制造。此外,它還具有良好的耐磨性、抗磁性和導熱性等性能。采用復合鋼板制壓力容器能節約不銹鋼的消耗,大幅度降低造價,實現低成本高性能的完美結合,產生良好的社會效益。與堆焊結構相比,采用復合鋼板能減少堆焊的工作量,縮短工程時間。在采用復合鋼板制作壓力容器時,有一些過程細節不容忽視,那就是采用板材復合時要預留余量,成形過程中要注意厚度減薄量和對口錯邊量的控制等。
1 板材復合、成形過程中厚度余量的控制
1.1板材復合過程中厚度余量
板材復合的方式有兩種:(1)熱軋復合,即兩板表面狀態純凈,在高度真空的室內軋制,軋制過程中兩種金屬擴散實現牢固的冶金結合。(2)爆炸焊接,通過高壓撞擊,產生高溫高壓,使兩種材料的界面實現固相焊接。這兩種方式最終形成的界面都是鋸齒形的咬合面,如圖1所示。復合鋼板復合后其厚度已經不是兩種材料厚度的疊加A+B。覆層的有效厚度也不是單板時的毛坯厚度,應是自鋸齒中位到覆層表面的距離L,如圖2所示。

圖1 復合鋼板的鋸齒形咬合面
距離L的測量通常采用超聲測量,測量結果只是一個大致的數值。較準確的測量應當是采用實物測量,即取一塊復合鋼板拋光橫截面,在顯微鏡下測量L取平均值。那么采用單板去復合板廠家進行復合時,留多少厚度余量才合適?這個問題按照不同廠家的加工工藝答案是不相同的,且各廠家都有自己的經驗值。我們可以采用他們的經驗值,也可以按復合板爆炸復合標準來計算厚度余量。
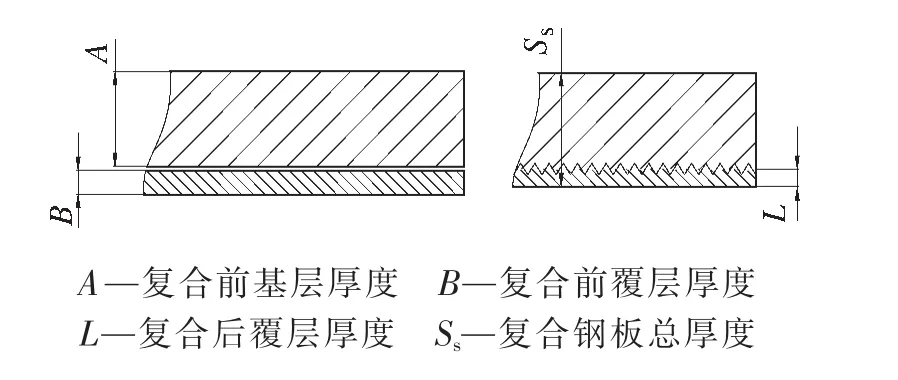
圖2 覆層的有效厚度
現以2013年某公司制造的一臺?2200加氫精制反應器(見表1)為例,來說明復合板厚度余量的選擇。
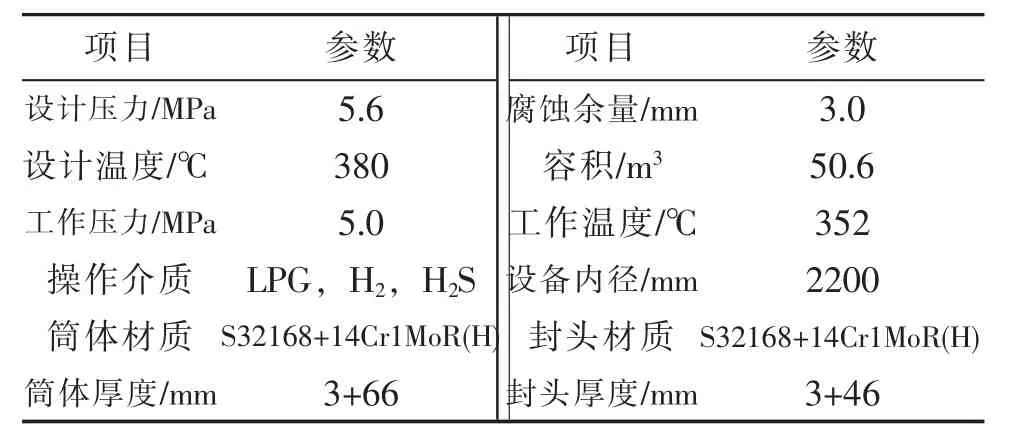
表1 加氫精制反應器主要參數
筒體、封頭毛坯厚度的選擇:施工圖中給出的筒體和封頭名義厚度分別為66 mm+3 mm和40 mm+3 mm。該產品筒節采用整板冷卷成形,不考慮制造減薄量,毛坯厚度為66 mm+3 mm。封頭采用整體下料熱壓成形,選用毛坯厚度為46 mm+3 mm。通常,在采購筒體、封頭材料時,除要求符合NB/T 47002.1—2009 B1外,并沒有指出所給的厚度是爆炸復合后的最小厚度。板材購回公司后,須按要求進行驗收。實測筒體板總厚度68.1 mm,覆層厚2.7 mm,封頭板總厚度48.2 mm,覆層厚2.7 mm。按照復合板標準NB/T 47002.1—2009中7.7.1條的要求,復合板的減薄量如表2所示。
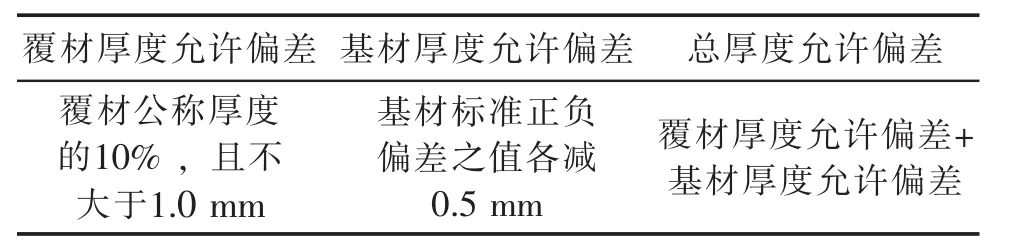
表2 復合板的減薄量
下面計算爆炸后的復合板的最小厚度。
(1)覆層厚度允許偏差
覆層厚度允許偏差=10%覆層厚度=10%×3=0.3 mm,覆層實測厚度為2.7 mm,滿足要求。
(2)基層厚度允許偏差
基層材料是14Cr1MoR(H),標準為GB 713,其厚度負偏差是-0.3 mm,則有
基材厚度允許偏差=-0.3-0.5=-0.8 mm
(3)復合板總厚度允許偏差
復合板總厚度允許偏差=覆層厚度允許偏差+基材厚度允許偏差=0.3+0.8=1.1 mm
(4)復合板爆炸后的最小厚度
復合板爆炸后的最小厚度=毛坯厚度-總厚度允許偏差
對于筒體:66+3-1.1=67.9 mm。
對于封頭:46+3-1.1=47.9 mm。
(5)實際測量厚度與計算最小厚度的比較
48.2 mm>47.9 mm,68.1 mm>67.9 mm。結論:爆炸后的復合板厚度符合復合板標準的要求。
1.2復合鋼板制作殼體時的成形余量
成形的封頭按經驗值其厚度減薄量為5%~10%。筒體冷壓成形過程中的減薄量可以不考慮。
圖樣技術要求表示:“圖中所標注的筒體和封頭的厚度系指設備交貨時設備成品的名義厚度,不包括制造減薄量,在保證其最小成形厚度(最小成形厚度=名義厚度-鋼板標準規定的負偏差)的前提下,投料鋼板的厚度由制造廠決定”。按此要求,筒體制成產品后,筒體最小成形厚度=66+3-0.3= 68.7 mm,封頭最小成形厚度=40+3-0.3=42.7 mm。
比較筒體厚度實測值與計算值,68.1 mm<68.7 mm,很顯然這時的筒體厚度不符合圖樣要求。

圖3 封頭成形尺寸
再來看看封頭。綜合工藝要求封頭整板熱壓成形,給出的封頭成形尺寸如圖3所示,形狀偏差按GB/T 25198—2010確定。成形工藝為加熱到915~930℃,保溫1.5 h,然后吊出熱壓。熱壓后進行正火+回火處理。正火溫度940℃,保溫1.5 h;回火溫度690℃,保溫2.33 h。成形后封頭尺寸測量總厚度最小值47 mm,覆層厚度最小值2.4 mm。比較封頭的實測厚度與按圖樣要求計算的成形后的最小厚度,47 mm>42.7 mm,而覆層厚度2.4 mm<2.7 mm。可見封頭成形后總厚度滿足要求,而覆層厚度達不到要求。
1.3問題分析
(1)未考慮爆炸后鋼板的減薄,因此沒有注明所給的厚度為爆炸后的厚度。由圖1可知,爆炸焊接的復合板是通過外力瞬間擠壓貼合的,在交界面形成鋸齒形咬合,具有一定的剪切強度。實際測量厚度時,是取鋸齒中位(齒高的一半)至表面的距離作為基層和覆層的厚度的。這樣測量出來的厚度與復合前的板材厚度就有了差異,覆層產生了厚度減薄。原先的覆層材料厚度不同,鋸齒高度也會不同。通常3 mm厚的覆層爆炸復合后鋸齒高度h為0.3~0.5 mm,6 mm厚的覆層鋸齒高度h達0.8 mm。
(2)選擇封頭成形工藝時考慮不周,認為覆層不參與強度計算,封頭熱成形時只考慮了基層減薄,沒有考慮覆層減薄。封頭熱壓時,是利用了金屬纖維受拉延伸而壓制成形的。由于基層與覆層界面是鋸齒形咬合的,若鋸齒高度較小,即剪切強度低,在壓形的過程中基層與覆層就會分離;若剪切強度足夠,在壓形時基層必定帶著覆層一起延伸,造成了基層與覆層同時減薄。
1.4解決方案
確定毛坯厚度時,在給出基層減薄量的同時,應按相同的減薄率給出覆層減薄量。針對本文的反應器產品,首先根據上述封頭的實際測量值來計算封頭的壓形減薄率,然后再反算封頭的覆層厚度。
封頭的壓形減薄率=(復合后成形前厚度-復合后成形后厚度)/復合后成形前厚度。
復合后成形前厚度即為從爆炸復合廠購回的封頭板覆層厚度2.7 mm。復合后成形后厚度則是封頭熱壓后測量的覆層厚度2.4 mm。此時,覆層減薄率=(2.7-2.4)/2.7=11%。
根椐圖樣要求,腐蝕裕量是3 mm。為了保證封頭成形后最小覆層厚度為3 mm,設復合前覆層材料的厚度為S,按覆層減薄率(S-0.3-3)/(S-0.3)=11%,求得S=3.67 mm。將S圓整為4.0 mm,即覆層材料厚度選擇4 mm才能保證在爆炸復合和成形后覆層厚度滿足圖樣要求。
2復合鋼板制筒體和封頭的對口錯邊量控制
用復合鋼板制作筒體和封頭時,對錯邊量的要求是很嚴格的。在本臺設備中,設計者根據GB 150關于“復合鋼板的對口錯邊量b(見圖4)不大于鋼板覆層厚度的50%,且不大于2 mm”的要求,確定縱環縫對口錯邊量為3×50%=1.5 mm。這些要求對縱縫來說相對容易些,而對于環縫則不那么好控制,往往會超差。本產品按GB 150設計、制造和檢驗。筒體的圓度按GB 150等于內徑的1%,且不大于25 mm。對于筒體的內徑及外圓周長的偏差沒有額外的要求。單個筒節下料時內徑會有誤差,此誤差各不相同,并且內徑又不進行加工,所以要保證環縫錯邊量在1.5 mm之內非常困難。
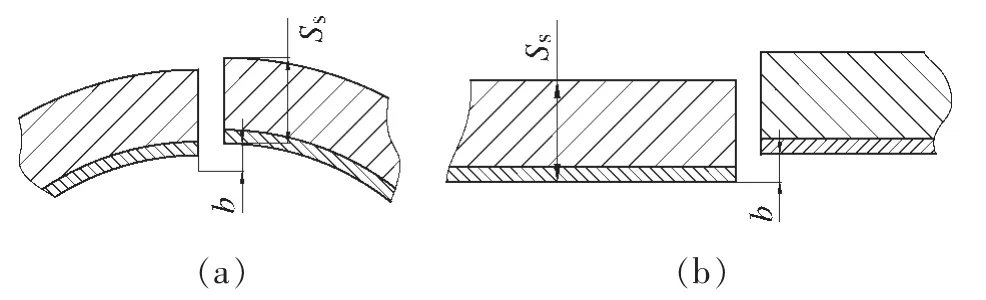
圖4 復合鋼板的對口錯邊量
對此,筆者認為應從以下兩方面進行控制。
(1)筒體下料時應當進行尺寸控制。每個筒節下料均應控制其長度、寬度,對角線長度應相同。筒體卷圓后焊接應采用相同的電流、電壓、焊接速度,即熱輸入要相同。校圓時圓度值要盡量小。
(2)筒體先成形焊接,然后再依據其內徑進行封頭的下料成形,最后配車封頭總高度、內外徑,使封頭與筒體形成的環縫錯邊量在要求的范圍內。
通過上述控制手段,最終使得筒體環縫的錯邊量滿足了標準要求。
3 結語
通過?2200加氫精制反應器的制造積累了經驗。采用復合鋼板制造壓力容器時,制造工藝人員應當考慮下述問題:在選取材料毛坯時,必須加上爆炸復合余量和加工成形余量;在車間生產時,要整體把握下料、組對、裝配、焊接、配車等對錯邊量的影響。只有把這些因素考慮全了,才不至于產生因厚度不滿足圖樣要求而導致筒體的報廢,錯邊量也不會由于超差而需要削邊補焊。產生這些問題既耽誤了生產進度,也影響了產品質量。
Manufacture of Pressure Vessel with Clad Steel Plate
Liu Juan Ding Dawei Yu Hongfei
Abstract:Two issues are discussed in this article.First is the selection of the workblank thickness of the head and shell that made up of the explosive clad steel plate and the control of its molding thinning ratio.Second is the reasonable requirement of the edge offset of the shell that made up of clad steel plate.
Key words:Clad steel plate; Shell; Head; Edge offset; Pressure vessel
收稿日期:(2015-08-08)
中圖分類號TQ 050.6
DOI:10.16759/j.cnki.issn.1007-7251.2016.04.015
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34