316H奧氏體不銹鋼焊接接頭裂紋失效分析*
2016-05-05 03:39:18武宜梁曾慶璽
化工裝備技術 2016年2期
武宜梁 繆 宏 滕 增 曾慶璽
(揚州大學機械工程學院)
?
316H奧氏體不銹鋼焊接接頭裂紋失效分析*
武宜梁*繆宏滕增曾慶璽
(揚州大學機械工程學院)
摘要針對316H奧氏體不銹鋼焊接接頭出現裂紋的現象,對316H鋼母材和熱影響區的金相組織進行了觀察。結果表明,材料組織不均勻且有夾雜物,晶界處有析出相。同時測試了裂紋附近材料的硬度,分析了裂紋產生的原因。焊接接頭裂紋失效的分析為改善316H鋼焊接質量提出了相應的措施。
關鍵詞奧氏體不銹鋼焊接裂紋焊接工藝316H
**武宜梁,男,1989年生,碩士研究生。揚州市,225127。
奧氏體不銹鋼具有良好的室溫及低溫韌性、焊接性、耐蝕性和耐熱性,因而被廣泛應用于化工裝置有腐蝕介質的高溫抗氧化設備中[1,10]。奧氏體不銹鋼含碳量很低,其最主要元素為鉻和鎳,一般Cr的質量分數為17%~19%,Ni為8%~11%。316H鋼系奧氏體不銹鋼,國內亦作07Cr17Ni12Mo2,具有奧氏體不銹鋼的所有優良特性,是奧氏體不銹鋼的典型代表。
316H鋼通常需要焊接加工來構成成品。其焊接特點主要有:焊縫處易形成方向性很強的粗大柱狀晶組織,使雜質和一些敏感元素在晶間形成低熔點的液態膜成為可能;焊接時間過長時,會使鉻的碳化物從奧氏體中析出,在焊縫處形成晶間腐蝕;熱導率小且線膨脹系數大,局部不均勻加熱時,易形成較大的溫度梯度等[1]。這些特點會直接或間接地導致裂紋產生,甚至造成嚴重的安全事故。
國內很多學者對合金鋼的焊接裂紋進行了研究[2-7],但對于316H奧氏體不銹鋼焊接失效行為的研究卻甚少。現有某公司316H不銹鋼焊接失效的接頭部分的試樣一塊,為揭示裂紋發生的原因,本工作對該試樣的材料組織進行了觀察研究,并用EDS(能譜定量分析)測試了焊料的元素,同時還測試了裂紋附近材料的硬度,分析了裂紋產生的原因,為改善316H鋼焊接質量提出了相應的措施。
1 材料和焊接工藝
1.1產品規格及材料
用于運輸氣體或液體的管件產品因焊接接頭裂紋而失效。管件規格?610×12.7,外徑610 mm,壁厚12.7 mm。材料為316H奧氏體不銹鋼,其化學成分見表1。為了對裂紋產生的原因進行分析,取焊后失效的材料制成試樣。試樣是采用電火花線切割的,切出的一塊小試樣尺寸為30 mm×25 mm。圖1所示為用超聲波清洗器清洗過的試樣。
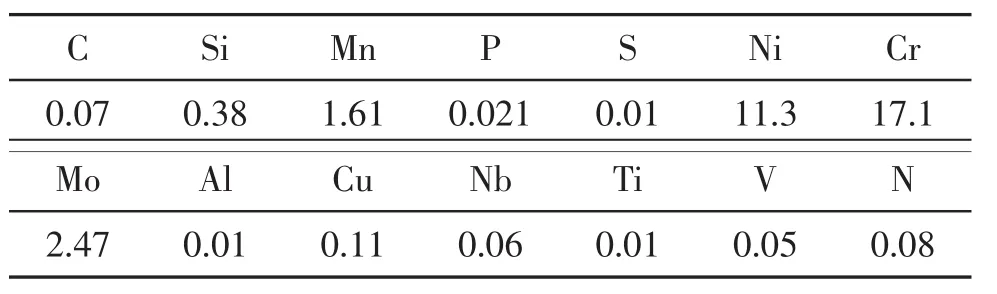
表1 316H不銹鋼的化學成分(質量分數,%)

圖1 316H材料焊接接頭試樣
1.2焊接工藝
所取試樣來自于兩管件焊接接頭部分,管件與管件之間采用氬弧焊焊接(氬弧焊:明弧焊接,操作和觀察都比較方便,可進行各種位置的焊接,目前廣泛應用于不銹鋼和耐熱鋼等材料的焊接)。由于先焊接后熱處理容易造成變形,所以公司采取的制造工藝為先壓片后熱處理再焊接。
2 分析與討論
2.1組織分析
從管件母材上切取試樣,先用砂紙對試樣進行打磨,然后采用金剛石拋光劑進行拋光。對用于金相觀察的試樣部位用王水進行腐蝕,腐蝕10~15 s后,用金相顯微鏡觀察母材的金相組織,圖2為其不同倍數下的顯微組織。由圖2(a)可見,晶粒大小不是很均勻;由圖2(b)可見,在晶界處存在一些夾雜物,且晶粒與晶粒結合得并不是很好。也就是說,晶界為母材的薄弱環節,對裂紋的產生起了促進作用。
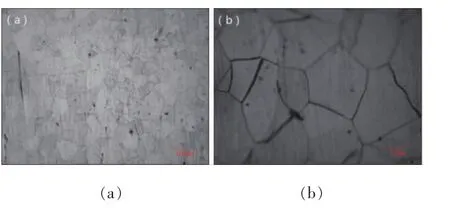
圖2 316H不銹鋼金相組織
2.2微觀裂紋分析
在圖3所示的焊縫處微觀形貌圖中,可在晶界處看到有異物。查閱相關資料[1]可知,該異物可能為液態薄膜或者σ相的一種。通常,低熔點雜質(S、P等)易于在奧氏體晶界富集,在枝晶間形成液態薄膜,增大熱裂紋的傾向[8]。如果是低熔點雜質偏析形成液態間層,那么這些雜質最有可能來源于焊料。由EDS測得,焊料藥皮中各成分的質量分數為:w(C)=6.97%,w(O)=38.90%,w(Na)=3.27%,w(Mg)=0.52%,w(Al)=3.02%,w(Si)=17.07%,w(Cl)=0.73%,w(K)=4.62%,w(Ca)=16.89%,w(Ti)=6.68%,w(Fe)=1.34%。測得焊料焊芯成分的質量分數為:w(C)=3.22%,w(Na)=1.04%,w(Al)=0.30%,w(Si)=0.38%,w(Cr)=19.11%,w(Fe)=62.34%,w(Ni)=11.74%,w(Mo)=1.87%。對EDS測得的這些數據進行分析,可以排除形成液態薄膜的可能。奧氏體不銹鋼在高溫加熱過程中會發生σ相析出脆化,所以初步判斷該異物為σ相。觀察焊料成分可以發現,焊料中含有Mo和Si,這兩種元素可以促成σ相形成,即在高溫條件下發生σ相析出脆化并形成裂紋。

圖3 焊縫處微觀形貌
2.3微觀斷口分析
圖4為采用XL-30 ESEM環境掃描電子顯微鏡拍得的部分試件沿裂紋拉斷的微觀形貌圖片[9]。由圖4可見,晶間存在大量的微觀裂紋,裂紋擴展特征以沿晶擴展為主,上述分析是造成該現象發生的主要原因。結合圖1可以看出,縱向裂紋的擴展方向是從焊縫與熱影響區結合處至母材的方向。
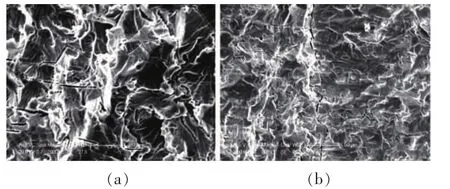
圖4 斷口微觀照片
2.4硬度分析
采用MHV—1000型數顯顯微維氏硬度計對試樣的局部硬度進行測試,以便于進行分析。測點選擇如圖5所示。在縱向方向,從焊接接頭下表面至上表面,每隔0.5 mm測一個點,共測試5條分布線,從左至右依次為1至5號分布線。由焊縫區至熱影響區分布線的排列為:焊縫區2條(較密一些);中間裂紋區1條;熱影響區2條(松散一些)。
由圖5(b)~(f)可知,1~5號分布線硬度平均值依次為237.31、215.63、228.64、229.60、220.83 HV。1號線處由于焊料向兩旁流動,所以冷卻速度最快,硬度值最大;2號線處由于焊料集中堆覆在此處,溫度很高,冷卻速度最慢,所以硬度值最小;3號線處由于靠近熱影響區,受母材的影響,冷卻速度較慢;4號線處由于離熱影響區更近,所以冷卻速度較快;5號線處為母材的硬度。結合圖1可以發現,在焊道與母材交界處形成一橫向裂紋,這是由于3號線附近受2號、4號線處冷卻擠壓所致。2號線、4號線處溫度相對于3號線處有一個差值,由于熱脹冷縮的緣故,分別對3號線處形成擠壓,產生擠壓應力,導致裂紋產生。同時,3號線位置正好處于焊縫與母材交界處,有一個坡度差,易產生應力集中現象,為該裂紋的產生提供了便利。
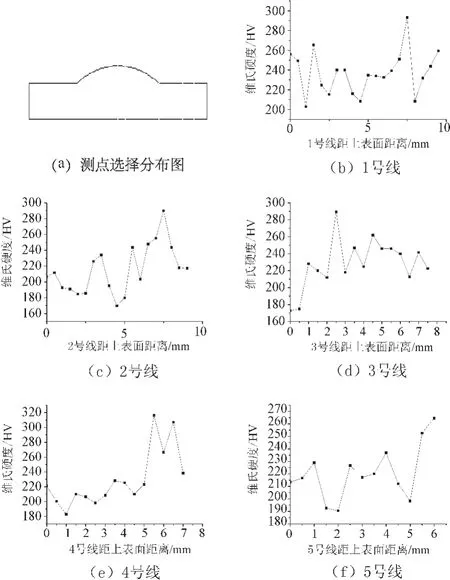
圖5 焊接接頭的硬度分布
由圖1可以看出,縱向的裂紋起源于橫向裂紋。在該試樣上,以橫向裂紋為起點,在縱向方向產生了沿晶擴展的微觀裂紋。
2.5裂紋的原因分析
2.5.1材料存在缺陷
由母材金相組織可以得出,管件材料中存在缺陷,晶粒晶界處有一些夾雜物,并且晶粒與晶粒結合得并不是很好。晶界處為母材的薄弱環節,這就為裂紋的產生創造了條件。同時,焊料中含有可促成σ相形成的元素,這就使得管件材料在高溫條件下易發生σ相析出脆化,致使裂紋形成。
2.5.2殘余應力及應力集中
管件采取先壓片后熱處理再焊接的工藝,焊接是最后一道工序。焊接完成后,管件的組織比較粗大,會帶來焊后殘余應力。在焊縫與母材交界處有一個坡度差,易產生應力集中現象。殘余應力和應力集中都會引起裂紋的產生。
2.5.3溫度
奧氏體不銹鋼由于熱導率較低,在局部快速加熱時溫度分布不均勻,易形成較大的溫度梯度,導致嚴重的內應力。焊接過程中的熱輸入(電弧溫度)越大,焊后工件的變形量也越大,較大的變形量會
導致焊后有較大的焊接應力[10]。因此,可以認為溫度是產生裂紋的主要因素。
3 結論
(1)管件材料組織存在雜質、母材晶界弱化和焊料中存在析出相形成元素,都會使得微裂紋在焊縫和母材交界處附近沿母材晶界擴展,從而導致熱裂紋產生。
(2)焊后應進行整體熱處理,以細化管件組織,消除焊后殘余應力。焊縫處應避免應力集中,減小坡度,盡量使之平整。
(3)焊接過程中熱輸入過大及母材內部溫度梯度過大造成的內應力會導致焊接裂紋產生,通過焊前預熱、焊后緩冷、降低熱輸入以及適當錘擊以釋放焊接應力等措施,可有效避免裂紋的產生。
參考文獻
[1]劉曉旭,王云,陳罡.關于316H耐熱不銹鋼的焊接實踐[J].化工裝備技術,2011,32(1):42-44.
[2]謝文才.非對稱管件內高壓成形過程研究[J].材料科學與工藝,2013(4):110-116.
[3]薄春雨,楊玉亭,丑樹國,等.690鎳基合金焊接結晶裂紋形成機理分析[J].焊接學報,2007,28(10):69-72,116.
[4]陳志勇,王清江,劉建榮,等.Ti-60鈦合金電子束焊接接頭高溫下的失效與變形行為[J].金屬學報,2008 (3):263-271.
[5]張健,雷振,王旭友.高速列車6005A鋁合金型材焊接熱裂紋分析[J].焊接學報,2012(8):60-64,116.
[6]薛福連,楊曉琳.高壓加熱器管板焊接裂紋產生原因[J].石油化工設備,2010(S1):97-98.
[7]王立柱,張遠生,張涵.直縫埋弧焊鋼管焊縫橫向裂紋產生原因分析[J].焊管,2008(4):67-68,71.
[8]惠維山.奧氏體不銹鋼管道焊縫裂紋產生原因分析[J].焊接技術,2004(6):62-63.
[9]張紅霞,劉曉晴,閆志峰,等.5A06鋁合金焊接接頭裂紋失效分析[J].材料工程,2013(3):27-31,37.
[10]張青科,裴夤崟,龍偉民.奧氏體不銹鋼釬焊界面裂紋形成機制研究[J].金屬學報,2013(10):1177-1184.
化工管道
Crack Failure Analysis of Welded Joint of 316H Austenitic Stainless Steel
Wu Yiliang Miao Hong Teng Zeng Zeng Qingxi
Abstract:In response to the crack in the welded joint of the 316H austenitic stainless steel,the metallographic structure of the base metal and heat-affected zone are observed.The results show that the structure of the material is inhomogeneous and with inclusions while the precipitate phase is gained at the grain boundary.At the same time,the hardness of the material around the crack is tested and the cause of crack is analyzed.All in all,according to the crack failure analysis of the welded joint,the corresponding measures for improving the welding quality of 316H steel is provided.
Key words:Austenitic stainless steel; Welding; Crack; Welding process; 316H
收稿日期:(2015-08-26)
*基金項目:江蘇省高校自然科學基金(BKJB460016);江蘇省科技計劃項目(BE2013110)。
中圖分類號TG 441
DOI:10.16759/j.cnki.issn.1007- 7251.2016.04.010
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24